


сферы применения, способы и их характеристика, оборудование, техника безопасности
Термитная сварка – особый вид сварочных работ, при проведении которых применяется термит – смесь порошка алюминиевой или магниевой пудры с окалиной и горючими элементами металлического происхождения. Данный способ соединения металлов ценен, в первую очередь, за свою простоту и надежность. При этом не требуется специфического оборудования, такого, как сварочный аппарат.
Основные ГОСТы
К данному виду работ применим ГОСТ Р 57181-2016 “Сварка рельсов термитная. Технологический процесс”.
Этот документ является основным, на который стоит опираться при проведении сварочных работ данного типа. Он содержит общие рекомендации по качественному соединению металлов и целый ряд нормативных ссылок, которые позволят подробно понять суть принципа и его действие.
Сферы применения термитной сварки
Область применения зависит от химического состава самого термита:
- Термит на основе магния и его производных применяется для соединения телефонных проводов и любых других электрических коммуникаций. С его помощью можно быстро заварить трубы небольшого диаметра.
- Термит на основе алюминиевой пудры подходит при сваривании рельс, частей чугуна. Используют для соединения хрупких и тонких сплавов. Одной из областей применения является наплавка поверхностей во время проведения ремонтных работ.
Способы термитной сварки и их характеристики
Существует четыре основных метода соединения металлов:
- Соединение встык. С технологической точки зрения, данный способ самый сложный и трудоемкий, так как требует тщательной зачистки поверхностей, которые будут соединяться. Существует необходимость применения термальной пленки, которой оборачивают стыкуемые детали. Это важное условие для предотвращения температурной деформации. Термит сжигается отдельно, после чего расплавленный состав заливается на стык и детали сильно сжимаются между собой для получения хорошего и прочного шва.
- Промежуточное литье. Данный способ принято считать самым простым и доступным. Он применяется, если детали закреплены в одном положении. В таком случае расплавленная термитная смесь просто заливается в промежуток между ними. Оплавление кромок приводит к их деформации и образованию неразъемной металлосвязи.
- Комбинированный метод. Это способ, соединяющий в себе особенности промежуточного литья и литья встык. Используется при соединении рельсов. Производится хорошая зачистка торцов, после чего между ними вставляются тонкие стальные пластины. Рельсы сильно сжимаются, а в зазор между ними заливается расплавленный термит. После полного остывания швы обваривают еще раз по всему периметру.
- Дуплекс. Это разновидность промежуточной сварки. Дополнением после внесения расплавленной смеси является интенсивное сжатие деталей.
Оборудование для термитной сварки
Для проведения работ по термитному свариванию различных материалов необходимы:
- Тигли из вольфрама или керамики с возможностью безопасного слива расплавленного материала.
- Струбцины и тиски, применяемые для сжатия и фиксации деталей.
- Набор специальных инструментов: ножовки по металлу, кислородный резак, газовая горелка, приемник для тигля, полосковый термометр.
- Дополнительные инструменты: проволочная щетка, шлифовальный круг. Применяются для зачистки швов и поверхностей.
- Формы и матрицы для отливок (одноразовые и многоразовые).
 Примерная стоимость оборудования для термитной сварки на Яндекс.маркет
Примерная стоимость оборудования для термитной сварки на Яндекс.маркетТехника безопасности при термитной сварке
К проведению работ предъявляют высокие требования по технике безопасности:
- К работе допускается персонал, достигший 18 лет и прошедший специальное обучение и инструктаж.
- Специалисты, производящие данный вид работ, должны быть обеспечены спецодеждой и средствами личной защиты (очки).
- Термит необходимо хранить в закрытых складах, оборудованных вытяжной вентиляцией. Все электрические коммуникации должны иметь хорошую изоляцию. Склады с термитом следует размещать на расстоянии не ближе 30 метров от жилых помещений.
- Термитные спички хранят в металлическом шкафу. При этом они должны быть изолированы от склада с термитом.
- Не допускается увлажнения термита и огнеупоров при хранении и транспортировке, а также на месте выполнения работ. Проведения сварочных работ в дождливую погоду категорически запрещено.
- В зимний период необходимо очищать место стыка от снега и влаги в радиусе 0,5 метров.
- Вблизи места сварки не допускается проведение иных путевых работ. Территория должна быть огорожена, и установлены соответствующие знаки.
- Перед проведением термитной сварки необходимо провести обследование территории на предмет наличия пожароопасных зданий и сооружений. Также важно получить разрешение от местной противопожарной службы.
- В ходе термитной реакции рабочий должен отойти на расстояние не менее 3 метров.
- В случае прорыва жидкого металла из формы или тигля его следует засыпать большим количеством песка. Тушить водой запрещено.
- Если сварочные работы выполняются на высоте, то находиться под местом сварки людям строго запрещено.
Преимущества и недостатки термитной сварки
Данный вид соединения металлов является востребованным и распространённым. В первую очередь этому способствует короткое время, необходимое для проведения работ, и малые трудозатраты.
Применение термита позволяет получить эстетически привлекательный шов высокого качества. Также стоит отметить, что для применения метода не требуется электроэнергия или газовые баллоны, а значит, возможно, проводить работы на удаленных объектах.
Основной недостаток – высокие требования к технике безопасности и хранению оборудования. Работа со взрывоопасными материалами требует особой подготовки и четкому соблюдению всех правил.
особенности процесса и его преимущества
В наше время разработано множество технологических методов, позволяющих проводить соединение металлических деталей друг с другом. Не последнее место занимает термитная сварка – технология, которая обладает большим количеством преимуществ, совмещая в себе отменную эффективность и невысокую себестоимость. Благодаря этому, такая методика получила достаточно широкое распространение в сфере тяжелой промышленности и строительства.
Стоит отметить, что в отличие от других способов сварки, данная технология максимально автономна. Другими словами, ее можно использовать при работе на объектах, которые отдалены от источников электропитания, необходимых для подключения привычных видов сварочного оборудования – инверторов или полуавтоматов. При этом с ее помощью можно сваривать различные виды металлов, например, нержавеющую сталь, чугун и некоторые виды изделий из алюминия.
В этом материале мы расскажем о некоторых особенностях проведения термитной сварки. Кроме того, вы узнаете о ее главных преимуществах и нюансах, на которые необходимо обратить внимание.
Что представляет собой термитная сварка?
Это метод соединения металлических деталей, основанный на применении термита – специальной порошкообразной смеси, которая содержит в своем составе алюминий и оксиды металлов. Суть процедуры заключается в том, что концам соединяемых элементов придают нужную форму за счет использования термостойких материалов, а затем нагревают их, заливая место соединения предварительно зажженной термитной смесью. В итоге раскаленное железо сваривается с металлом самих деталей, что приводит к созданию прочного, надежного и долговечного соединения, обладающего высокими техническими характеристиками.
В настоящее время эта методика применяется для соединения самых различных изделий из металла, в том числе труб, кабелей, проводов, элементов заземляющего контура и прочих. Особое место при этом отводится работам, проводимым при установке железнодорожных рельсов. Технология применения термита позволяет надежно соединять рельсы друг с другом, без необходимости применения электродугового метода, нуждающегося в наличии поблизости источника электропитания. При этом возможностей газового сварочного оборудования было бы недостаточного для сваривания столь толстых и плотных деталей, как рельсы. Кстати, для описываемого процесса есть ГОСТ Р 57181-2016 (Сварка рельсов термитная).
подготовка процесса
Для кабеля:
В целом, методика применения термита на основе алюминия и оксидов металлов является востребованной, но, как и сварка взрывом, используется лишь в тех случаях, когда в этом есть особая необходимость.
Какие преимущества такой технологии следует выделить
Если говорить о главных достоинствах рассматриваемого процесса, то к ним следует отнести:
- Высокую скорость выполнения работ. Нужно отметить, что это один из наиболее быстрых методов соединения изделий из металла. К примеру, для стыковки железнодорожных рельсов требуется в среднем около 50 минут. При этом если одновременно будет работать несколько бригад, то эффективность такой работы будет лишь возрастать (всего за 2 часа три бригады могут сваривать до 12 стыков).
- Хорошее качество швов. Места стыковки деталей обладают высокой стойкостью к механическим нагрузкам и воздействию химических веществ. Кроме того, такие швы выглядят эстетически привлекательно.
- Легкость выполнения задачи. Такая технология не требует наличия особых навыков и знаний, так как справиться с ней может любой специалист при условии прохождения непродолжительного обучения. Количество задействованных работников также невелико.
- Доступность материалов. Необходимые для этого порошковые смеси и дополнительные материалы можно приобрести в специализированных магазинах, при этом их цена не будет высокой.
- Отсутствие необходимости использования дорогостоящего оборудования. В отличие от методов контактного сваривания металлических элементов, при использовании термитных смесей не обязательно использовать дорогую сварочную технику. Это особенно актуально для работы на отдаленных объектах, когда нет возможности найти источник электрического тока или транспортировать громоздкие газовые баллоны.
При этом есть и некоторые недостатки, к которым можно отнести необходимость соблюдения строгих правил по безопасности. Во-первых, сам по себе термит является легко воспламеняемым веществом, поэтому следует проявлять особую осторожность при его транспортировке и хранении. Во-вторых, во время выполнения задачи нужно позаботиться о том, чтобы вода или любые другие жидкости не попали в горящую смесь, так как это может стать причиной взрыва.
Какие альтернативные методы существуют
Безусловно, по уровню популярности и распространенности эта технология уступает электрическому дуговому методу. С целью получения дополнительной информации о нем, вы можете ознакомиться с материалом о применении газов и сварочных смесей для создания защитной среды при использовании электродуги.
Также предлагаем вам изучить ассортимент продукции нашей компании «ПРОМТЕХГАЗ». Сделать это можно, проследовав по этой ссылке. Обращайтесь!
Термитная сварка — обзор технологии и оборудования
Сварочный процесс сопряжен с тщательной подготовкой всех работ, а также с наличием различных источников питания. Да и финансовая сторона может не окупаться с применением традиционных способов варки металлов. А что делать, если нужно быстро сделать соединение деталей, да еще и в полевых условиях? Отличным выходом станет термитная сварка.
В этой статье мы поведем речь о таком быстром и относительно недорогом способе как использование термита в сварочных работах. В чем заключается такая технология и что нужно для этого?
Области использования
Как было сказано выше, термитная сварка применима в полевых условиях, или в случае невыгодных в финансовом плане других традиционных способов.
Такой способ соединения металлов нашел себе применение при ремонте железнодорожных путей, кабелей связи или электрических проводов.
Алюминотермитная сварка рельсов, в принципе, единственный способ быстро провести ремонт при минимальных затратах.
Но термитное сваривание деталей применяется и в производстве. Особенно такой способ соединения актуален при изготовлении крупных по габаритам деталей: лопасти в речных и морских судах, коленчатые валы автомобилей и других.
Также широко применяют термит при ремонте большого оборудования в металлургии и металлообработке: прокатных станов, роторных валов, кузнечных прессов и прочих.
Как это происходит в технологическом плане?
Особенности технологии
Сваривание металлических частей путем применения термита построено на плавлении кромок соединяемых деталей в процессе горения и направления расплавленного металла, полученного вследствие высоких температур.
В кузнечном деле давным-давно применялся довольно интересный способ. В емкость насыпалась сера вперемешку с окалиной. Первая поджигалась и получался расплав металла, который можно было использовать для соединения деталей. Качество, конечно, было не слишком высоким.
Конечно, современная термитная сварка более совершенна. Работает она следующим образом.
Стык соединяемых деталей проливается расплавом, полученным при сгорании термитной смеси в тигле. Температура сгорания очень большая и позволяет быстро расплавить сталь.
Запал смеси происходит электрическим способом или же, если используется порошковая сварка, подрывом пиропатрона.
Технологически термитная сварка проводится в несколько приемов:
- В стык деталей.
- Литьем в промежутки (в промежуток между свариваемыми частями).
- Комбинированный.
- Дуплекс (два приема сразу).
Как работают эти приемы
Способ термитного сваривания встык, требует тщательной подготовки соединяемых поверхностей. Потом в зазоре устанавливается термитная пленка. Отдельно от деталей в тиглях готовится расплав, который заливают встык, сами заготовки при этом сжимаются для качественного соединения.
Литье в промежуток более простой прием. Расплав готовят путем сжигания термита в отдельной форме и его льют в зазоры между деталями.
Комбинированная технология применяется при сварке железнодорожных рельсов. Торцы сначала зачищают, потом между ними укладывают стальную пластину. При заливании рельсы сжимают и получают качественные соединения.
Дуплекс предусматривает использование термитного сваривания с прессованием соединяемых частей.
Особенности сварки проводов
Термитная сварка получила большое распространение и при соединении разного рода неизолированных кабелей.
При такой технологии главное — это точный расчет и соблюдение всех правил. В месте соединения провод увеличивается сечение провода, но при этом уменьшается электрическое сопротивление.
Для сваривания используют специальный термитный патрон, состоящий из листовой меди (толщина 1,25 миллиметра), медно-фосфорных вкладышей для заполнения зазора, и собственно термитной шашки для расплавления металла с дальнейшим соединением частей.
Оборудование термитной сварке
Технология отливки предусматривает наличие форм и матриц, позволяющих работать с расплавом. Формы бывают как одноразовыми, так и многократного использования. И, конечно же, понадобится оборудование фиксации и зажима.
Дополнительно при термитной сварке используется кислородный резак, горелка для подогрева и специальный запальник.
Термитные патроны
Термит может производиться в порошкообразном виде или же (чаще) в виде специальных патронов (карандашей).
Состоит такой карандаш из основы в виде проволоки, диаметр которой будет зависеть от толщины свариваемых деталей.

Термитный патрон
Основа покрыта термитным составом, состоящим из алюминиевых опилок и железной окалины. Соотношение состава 23% алюминия, а 77 — железо.
Также вместо алюминия в составе могут находиться и другие металлы, а их соотношение относительно окиси железа может варьироваться: магний (31%), кальций (43%), титан (31%), кремний (21%).
На конце патрона находиться затравка для поджигания.
Все патроны тщательно упаковываются и хранятся порциями необходимыми для проведения определенных работ.
Дозирование термита зависит от параметров свариваемых деталей и может колебаться от нескольких сотен грамм до десятков килограмм. Например, алюмотермитная сварка рельса стандартного профиля потребует 7-8 кг термитного состава.
Особенности применения в домашних условиях
Конечно, в бытовых условиях лучше всего воспользоваться более традиционными способами соединения металла — электродуговой или газовой сваркой. Но термит может позволить сделать мелкие ремонтные работы или использоваться для соединения строительной арматуры.
При бытовом использовании лучше всего использовать термитный состав с минимальной температурой горения в 1300 градусов, этого будет более чем достаточно.
Работы по сварке проводят, используя термитный карандаш, который при правильном соблюдении технологии позволит сделать прочное соединение.
Термитное сваривание металлов намного упрощает процесс производства и ремонта. Особенно ее применение актуально при крупногабаритных деталях, когда традиционные способы использовать затруднительно. При этом разнообразие составов позволяет добиться качества и прочности сварного шва.
Конечно, использовать такой вид в бытовых условиях просто нецелесообразно. Ведь в домашнем хозяйстве нет столь крупных конструкций, а мелкий ремонт можно провести за счет обычной электродуговой сварки. Это будет просто экономически выгодно. Да и просто безопаснее.
Безопасность при самостоятельных работах с использованием термитных патронов должна быть на очень высоком уровне. Во-первых, обязательно использование защиты для лица и открытых частей тела, а во-вторых — нужно защитить зрение, ведь горение термита сопровождается таким же ярким свечением, как и при дуговом разряде.
Часто можно увидеть видео на ютубе о самостоятельном изготовлении термита с целью резки металла. Это довольно таки бессмысленные поделки в домашнем хозяйстве не просто непрактичны (ведь обычная болгарка с отрезным кругом упрощает все операции), но и даже опасно. Использование самодельного термита чревато не просто сильным горением, а и взрывом.
А что вы думаете по этому поводу? Насколько практична термитная сварка в бытовых домашних условиях? Можно ли с помощью ее проводить ремонтные и сварочные работы? Если у Вас есть опыт такого применения, пожалуйста, поделитесь им в блоке комментариев к этой статье.
Термитная сварка ЭХЗ | Сварка и Контроль
Термитная сварка ЭХЗ
Трубопроводы, в грунте и идущие на поверхности, подвергается коррозии по по электрохимическому механизму, на поверхности металла образуются анодные и катодные зоны. Между ними образуется электрический потенциал, начинает течь ток, и происходит коррозионное разрушение.
 Термитная сварка выводов ЭХЗ
Термитная сварка выводов ЭХЗОдин из способов защиты трубопроводов от коррозии является электрохимическая защита. Защитные покрытия наносимые на трубы не обеспечивают достаточной защиты от коррозии. Поэтому нормативно-технические документы содержать требования обеспечивать нефтяные и газовые трубопроводы средствами электрохимической защиты ЭХЗ.
Наиболее технологичным и надежным способом крепления выводов ЭХЗ – является термитная сварка. Термитная сварка выводов ЭХЗ имеет следующие преимущества перед другими способами:
- удобство, применимость в любых местах;
- мобильность, не требуется источников электроэнергии;
- высокое качество сварного соединения.
Читайте также: Обозначения сварных соединений на чертежах
Сущность термитной сварки
Способ термитной сварки основан на получении тепла в процессе химической реакции, в результате свариваемые материалы нагреваются до температуры плавления и свариваются.
Для термитной сварки применяются порошкообразные горючие смеси металлов с окислами металлов, которые при сгорании выделяют большое количества тепла. Такими материалами в термитных смесях служат металлы с большой теплотой образования окислов, например алюминий и магний.
Для термитной приварки выводов ЭХЗ используется медный термит, в состав которого входят порошок алюминия, меди и из медная окалина.
Для запуска процесса сварки термитную смесь необходимо зажечь. Горение термитной смеси проходи довольно активно. Смесь сгорает за 5 — 10 сек с образованием большого количества тепла, температура может достигать 3000 градусов. Принцип термитной сварки выводов ЭХЗ основан на сжигании термитной смеси в специальной огнеупорной форме — тигле. По окончании процесса горения продукты реакции — жидкая медь и шлак разделятся на слои в зависимости от плотности. Жидкая смесь расплавляет мембрану в тигле и выливается на свариваемый металл, оплавляя его и образуя сварное соединение. Жидкий шлак служит в качестве защиты сварного соединения и сохраняет тепло для полного завершения процесса сварки.
В термитные смеси кроме основных компонентов, добавляют различные присадки и легирующие компоненты, для улучшению технологических свойств термита и приданию сварному соединению специальных свойств.
Оборудование и материалы для термитной сварки выводов ЭХЗ
Для термитной сварки электрохимической защиты трубопроводов используются:
- одноразовые или многоразовые тигель-формы;
- термитная смесь;
- термокарандаши;
- паяльно-сварочные стержни;
- специальные спички или устройство дистанционного зажигания.
Термитная смесь используется для сварки стальных и медных выводов ЭХЗ диаметром от 2-5 мм к стальным трубопроводам имеющим толщину стенки не менее 5 мм. Использовать термитную сварку на трубопроводах с толщиной стенки менее 5 мм запрещается, так как есть большая вероятность прожога. К хранения термитной смеси устанавливаются жесткие требования: в сухом помещении с влажностью до 80%, и температурой не более 30 градусов, вдали от нагревательных приборов.
Тигель-формы – выполняются как правило из графита и керамических материалов, имеющих высокою жаростойкостью, снабженные специальными креплениями для удержания на трубе во время сварки. Внутри тигель формы имеется мембрана отделяющая термитную смесь от свариваемой делали.
 Тигель-форма для термитной сварки
Тигель-форма для термитной сваркиТермитная смесь помещается внутрь тигель формы утрамбовывается и зажигается с помощью специальных спичек, которую вставляют в запальное отверстие крышки тигель-формы или с помощью термоподжига.
Спички термитные предназначены для зажигания термитной смеси и термитных патронов.
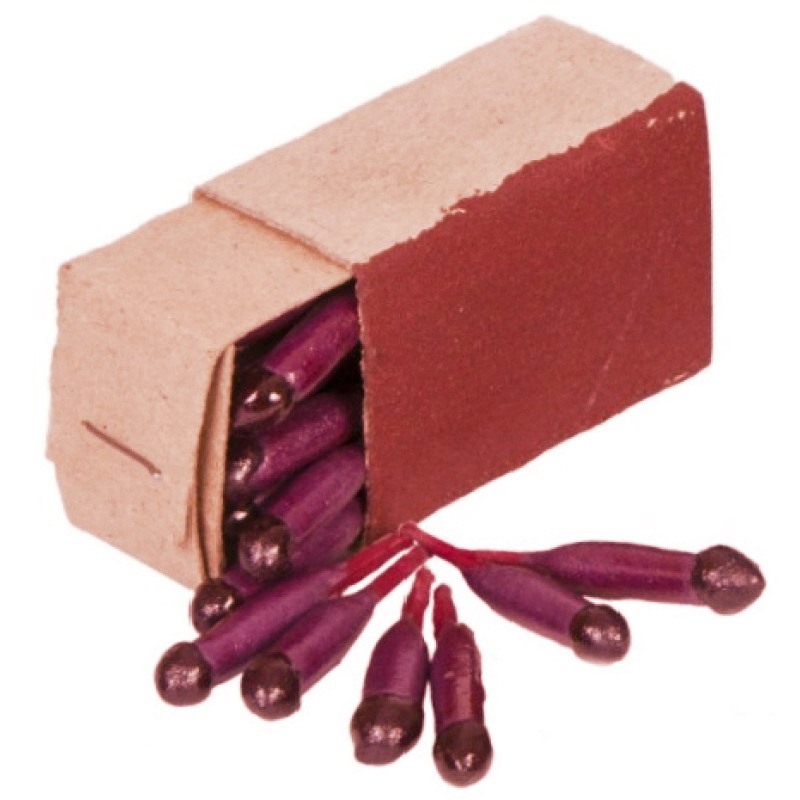 Спички для термитной сварки
Спички для термитной сваркиТермоподжиг изготавливают из огнепроводного шнура замедленного горения который поджигается обычными спичками либо проводов и воспламенителя, зажигание происходит на расстоянии. Поджиг может производится на расстоянии с помощью радиопередатчика и радиоприемника-коммутатора.
Паяльно-сварочные стержни представляют собой медные термитные смеси, упакованные в цилиндрическую оболочку из ламинированной бумаги Паяльно-сварочные стержни марки ЭХЗ-1150А предназначены для приварки ЭХЗ на трубах толщиной стенки от 3,5 до 10,0 мм, ЭХЗ-1150 — на трубах толщиной стенки от 4,0 до 10,0 мм, ЭХЗ- 1152 — на трубах толщиной стенки от 10,1 до 40,0 мм, применяются для приварки всех видов электрохимической защиты на трубопроводы диаметром до 1420 мм.
Термитный карандаш
Представляет собой изделие цилиндрической формы из термосмеси медной, в которое запрессован воспламеняющий элемент и шнур замедленного горения. Термокарандаш располагают в многоразовой тигель-форме из жаропрочного графита. Конец шнура выходящий из термокарандаша выводится в отверстие крышки тигель-формы. Зажигание производится обычными спичками, что выгодно отличает термокарандаши от обычной смеси. К тому же их удобней хранить не требуется дозировать смесь, прокаливать и перемешивать.
Технология термитной сварки выводов ЭХЗ
Поверхность трубы в месте приварки выводов ЭХЗ и на расстоянии не менее 50 мм от места сварки должна зачищается до металлического блеска и обезжиривается. На кабеле вывод ЭХЗ, удаляется изоляция на расстоянии 120 мм, выводы должны быть зачищены до металлического блеска.
Сварка выводов ЭХЗ с применением медых термитных смесей в многоразовой тигель-форме выполняется в следующей порядке:
1 До начала работ по термитной сварке выводов ЭХЗ нужно осмотреть тигель-форму. Использовать не исправные тигель-формы с трещинами, сколами, не допускается.
2 Для плотного прилегания тигель-формы к трубе производиться притирка на наждачной бумаге, на трубе такого же диаметра.
3 Тигель-форма устанавливается на зачищенный участок трубы
4 Конецы провода вывода ЭХЗ, заводятся в литниковую камеру тигель-формы
5 При применении для приварки выводов ЭХЗ медной термитной смеси с многоразовой графитовой тигель-формой из двух полутиглей предварительно на дно камеры сгорания устанавливается стальная или медная мембрана толщиной 0,3±0,02 мм. С целью исключения попадания термосмеси в полость тигель-формы мембрана должна устанавливаться ровно, без перекосов.
6 До вскрытия герметичной упаковки термитной смеси массой нужно произвести перемешивание упаковки путем встряхивания. Термитная смесь высыпается в центральный канал тигель-формы мерной емкостью (стаканом), входящей в комплект, соответствующей одной весовой порции (от 54 до 56 г), в два этапа с послойным уплотнением.
7 Паяльно-сварочные стержни устанавливаются в центральный канал графитовой оправки или тигель-формы.
8 Огнепроводный шнур для поджига термосмеси выводятся наружу через запальное отверстие крышки тигель-формы или через шлакоотводящий канал графитовой оправки.
9 Поджиг огнепроводного шнура замедленного горения производится спичкой, термоспичкой, либо посредством передатчика и приемника устройства дистанционного поджига.
10 После сварки выводов ЭХЗ и остывания, тигель-форму снимают с помощью пошатывания в разные стороны.
11 Производится зачистка места сварки до металлического блеска.
12 Прочность термитной сварки проверятся многократным изгибом приваренного вывода ЭХЗ.
Качество сварки зависит практически только от подготовки поверхности трубы и не зависит от квалификации сварщика.
Типичные дефекты термитной сварки выводов ЭХЗ
Дефекты | Причины образовании дефектов | Способы устранения дефектов |
I .Низкая прочность сварного соединения, вывод отрывается от трубы при сгибании или при удалении шлака. | Некачественная зачистка поверхности трубы и конца привариваемого вывода. В формирующуюся полость тигель- формы попала термитная смесь. | Тщательно зачистить место приварки и конец вывода. Сварку повторить. Проверить плотность соединения графитовых вкладышей тигель- формы и прилегание мембраны. |
2.Форма термитного контакта неправильная, недостаточное количество наплавленного металла, в тигель- форме образуется пробка из металла и шлака. | Плохо перемешана термитная смесь, расслоение состава. Термитная смесь отсырела. | Тщательно перемешать термитную смесь перед засыпкой тигель-форму. Термитную смесь просушить. |
3. Наплавленный металл пористый. | В тигель-форму попала влага. Влага на трубе или на привариваемом конце вывода. | Просушить тигель- форму. Удалить влагу со свариваемых элементов. |
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Термитная сварка с давлением
пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Термитная сварка с давлением Термитная сварка с давлением
Термитная сварка с давлением
- 5
- 4
- 3
- 2
- 1
Процесс сварки является уникальным способом соединять металлы на межатомном уровне, позволяющий деталям сращиваться друг с другом. Существуют разные способы это делать и один из них – термитная сварка с давлением. Суть термитной сварки заключается в нагреве свариваемого металла термитом, который состоит из порошкообразной смеси магния или алюминия, а также железной окалины. Пропорционально берут 37% алюминия и 37% оксида железа, при необходимости и больше. Эти металлы в момент возгорания создают большое теплообразование, а железная окалина служит в качестве источника кислорода. Смесь нагретого термита заливают в свариваемый зазор, выдерживают определенное время, в течение которого происходит рекристаллизация металлов. Термитная сварка с давлением обеспечивает очень прочное соединение металлов, которое способно выдерживать большие нагрузки. Данный вид сварки успешно применяют для соединения чугунных и стальных деталей, таких как железнодорожные рельсы, заварки трещин, труб, при ремонте путей наплавляют поверхности. Кроме того используется для оконцевания алюминиевых жил, их соединения в линиях электропередач.
Технология термитной сварки
Технология термитной сварки протекает следующим образом:
- свариваемая поверхность тщательно зачищается и подготавливается для точной стыковки;
- заформовывают огнеупорным материалом, который закрепляют струбцинами. Форма должна быть сухой, без влаги;
- нагревателем разогревают место стыковки металлов до 900 градусов Цельсия;
- после предварительного нагрева подсоединяется тигли, внутри которого находится термит;
- термит зажигается запальной смесью;
- нагретый термит до 3500 градусов заливается в подготовленную форму, полностью заполняя зазор между деталями обеспечивая надежное соединение;
- через несколько минут форма разбивается и сварочный наплыв зачищается.
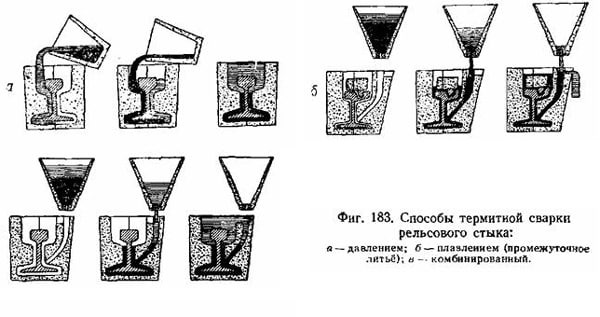 Такая технология термитной сварки позволяет достичь лучшего результата соединения металлов. Термиты могут обогащать ферросилицием и ферромарганцем, это улучшает его химический состав, повышает механические свойства, происходит раскисление. Чтобы увеличить выход термитной смеси, обычно добавляют мелкое железо примерно 10-15% от веса смеси термита. Технология термитной сварки алюминиевым термитом выполняют тремя способами:
Такая технология термитной сварки позволяет достичь лучшего результата соединения металлов. Термиты могут обогащать ферросилицием и ферромарганцем, это улучшает его химический состав, повышает механические свойства, происходит раскисление. Чтобы увеличить выход термитной смеси, обычно добавляют мелкое железо примерно 10-15% от веса смеси термита. Технология термитной сварки алюминиевым термитом выполняют тремя способами:
- Плавлением;
- Давлением;
- Комбинированным.
Есть много общего между этими способами. Комбинированный применяют при сваривании рельсов.
Сварка магниевым термитом протекает при плавлении оксида магния(28000С). Его применяют для сварки стальных телефонных и телеграфных проводов воздушных линий связи.
Обучение термитной сварке
Обучение термитной сварке включает в себя понимание методики соединения металлов и суть технологического процесса. Самостоятельное обучение многие получают в основном для того, чтобы научиться правильно выполнять сварку провода, а для этого необходимо:
- подготовить устройство для сварки ПТСП, термошашки, термопатроны ПАС – от 70 до 300 марки, термитные спички, асбест;
- специальные сварочные клещи готовят под нужный размер провода, который будут сваривать;
- концы этого провода заводят в трубки термитного патрона до упора вкладыша;
- трубка термитного патрона запечатывается четырьмя витками асбеста, чтобы не вытекал расплавленный металл;
- провода зажимаются и закрепляются;
- все готово, термитной спичкой зажигается термопатрон, который потом закрывается кожухом;
- через 1 или 2мин. клещи сжимаются и провода сближаются;
- когда провод остыл, удаляется шлак и освобождение из термопатрона;
- проверяется качество сварки на пережог и перегиб.
Обучение термитной сварке требует практической работы, что придает уверенности при использовании этого вида сварки.
Что такое термитная сварка. Технология и особенности процесса
Любое производство, связанное с металлом, не обходится без сварки. Однако традиционные способы не всегда рентабельны и применимы. Например, для создания прочного соединения деталей крупногабаритных конструкций требуется длительная подготовка, а в полевых условиях нет источников питания и газосварочного оборудования. Альтернативой в таких случаях является термитная сварка.

Технология термитной сварки
Соединение деталей этим методом осуществляется с помощью порошковых смесей из алюминия, магния, окислов железа, называемых термитами, при сгорании которых образуется много тепла. Под его воздействием свариваемые поверхности становятся полужидкими и, соединяясь с металлом смеси, сплавляются в единое целое. Для полноты понимания, что такое термическая сварка, следует упомянуть о способе поджога смеси. Для розжига необходима температура не менее 1350⁰C. Запал производится электрическим разрядом, пиропатроном, специальным шнуром.
Температура горения достигает 2400 — 2700⁰C. Этого достаточно для плавления большинства материалов. Для горения не нужен приток кислорода из атмосферы, так как его достаточно в смеси. Поэтому термит можно использовать в среде инертного газа.
Разновидности термитной сварки
В зависимости от материала и условий применения используется тигельный или муфельный вид сварки. Первый больше известен под названием алюминотермитная сварка. Её применяют при монтаже заземляющих контуров, металлоконструкций. Термит готовится из смеси окисла железа и алюминиевого порошка в пропорции 70:23. При его сгорании стыки деталей соединяются расплавленным железом, восстановленным из окалины.
Читайте также: Холодная сварка для труб
Алюмотермитная разновидность также применяется для ремонта повреждённых поверхностей методом наплавки. Её основным достоинством считается возможность сварки чугунных деталей без стыков. Однако наложение швов на алюминиевых изделиях с помощью этой технологии невозможно. Для их соединения пользуются муфельной сваркой.
Поскольку под действием высокой температуры алюминий испаряется, муфельная сварка производится с помощью термита на основе магния. Благодаря высокой температуре плавления он не растекается по поверхности, а впитывается в неё, создавая соединение без шва. При стыковке заготовок из алюминия используется специальный флюс для удаления окисной плёнки с места соединения.
Термитная сварка осуществляется четырьмя способами:
- Соединение встык требует предварительной подготовки. Свариваемые поверхности тщательно зачищаются. Для предотвращения температурной деформации стыкуемые детали оборачиваются термальной плёнкой. После сжигания термита полученный жидкий металл из тигля заливается в зазор стыка. Затем детали прижимают одна к другой.
- Технику промежуточного литья используют для соединения заготовок, закреплённых в требуемом положении. Считается самой простой, так как приготовленный из термитной смеси в тигле расплав сразу заливается в промежуток между деталями.
- Комбинированный метод объединяет две техники. Применяется для соединения рельс. После зачистки торцов между ними вставляется стальная пластинка. В зазор заливается расплав, рельсы сжимаются. После остывания соединение по периметру обваривается ещё раз.
- Дуплекс — это тоже тигельная сварка, но стык дополнительно спрессовывается.
Оборудование
Несмотря на простоту технологии для качественной термитной сварки необходимо оснащения. Во время её проведения потребуется:
- Тигель из керамики или тугоплавкого металла с устройством для безопасного слива расплава.
- Для создания отливок не обойтись без форм и матриц. Они могут быть одноразовыми или многократного использования. Чтобы расплав не растекался бесконтрольно по поверхности, используется глиняная обмазка для термитной сварки.
- Устройства фиксации и сжатия деталей (струбцины разного размера, тиски).
- Термитный карандаш, используемый в домашних условиях для сварки и резки металлов.
- Комплект инструментов, состоящий из кислородного резака, газовой горелки, ножовки по металлу, полоскового термометра.
- Для зачистки поверхностей и швов нужно запастись абразивным кругом, металлической щёткой.
 Оборудование для термитной сварки
Оборудование для термитной сварки
Особенности термитной сварки проводов
Этот способ применяется для сращивания неизолированных одно и многожильных проводов из алюминия и меди. В отличие от механического соединения (с помощью скрутки, болтов с гайками), термическая технология обеспечивает снижение электрического сопротивления на стыке за счёт увеличения сечения. Концы проводов перед сваркой очищаются от грязи, затем обезжириваются растворителем или бензином с обязательной просушкой.
Читайте также: Инструкция по применению холодной сварки для пластмассы
Соединение производится с помощью специальных термических патронов, состоящих из кокиля и вкладыша. Для соединения алюминиевых проводов, в том числе со стальным сердечником, используется стальной разъёмный кокиль и вкладыш из алюминия. У патронов для соединения медных проводов кокиль изготовлен из листовой меди толщиной до 1,5 мм, а вкладыш из медно-фосфорного сплава. Тепло, необходимое чтобы расплавить провод и вкладыш, создаётся термитной шашкой, напрессованной на кокиль. Для удаления окисной плёнки внутренность алюминиевого вкладыша необходимо перед применением почистить металлическим ёршиком.
 Термитная сварка проводов
Термитная сварка проводов
Особенности использования термитной сварки
Эта технология позволяет одинаково легко сваривать чёрные и цветные металлы без применения дополнительного оборудования. Востребованность термитной сварки обусловлена преимуществами в сравнении с другими видами:
- меньшим временем проведения работы,
- эстетической привлекательностью, высоким качеством швов,
- небольшими трудозатратами,
- не требуется высокая квалификация,
- термиты свободно продаются в специализированном магазине по невысокой цене,
- возможность использования на удалённых объектах и длительных поездках, так как электроэнергия или газовые баллоны не нужны.
К недостаткам следует отнести высокие требования к технике безопасности. Поскольку термитные смеси являются легковоспламеняющимися веществами транспортировать и хранить их нужно с особой осторожностью. При проведении работ необходимо исключить возможность попадания любой жидкости в горящую смесь, поскольку она может взорваться. По этой же причине запрещается поджигать шихту от дуги. Сварку разрешается проводить при температуре не ниже 10⁰C.
Термитная технология не так популярна как электродуговая сварка, однако её вполне достаточно для использования в небольшой домашней мастерской для мелкого ремонта и восстановления деталей. Ничего сложного для освоения нет, научиться для начала пользоваться термитным карандашом сможет любой. К рекомендациям по самостоятельному изготовлению термита не стоит прислушиваться, так как полученная смесь может взорваться.
 Загрузка…
Загрузка…что это такое, суть метода, где применяется, преимущества и недостатки
В зависимости от задач проекта, в строительстве, в других сферах промышленности и машиностроения применяются разные виды сварки.
Она прочно и надёжно соединяет детали и доступна для каждого.
Далее в этой статье мы детально рассмотрим весь процесс. Поехали!
Содержание статьиПоказать
Суть метода
Это процедура, где используется металл в виде порошка. Когда он горит, то даёт много тепловой энергии. Это термит. В его состав включены алюминий и железо.
При соединении этих элементов возникает катализатор. То есть, с помощью химического метода из оксида восстанавливается металл.
Как происходит процесс

Процедура термитного сваривания
Кромки деталей плавятся из-за расплавленного металла из термита и сильного жара. Поток этого тепла (его температура 2400-2700С) замещает количество тепла, которое возникает от горелки газосварки или электрода электродуговой сварки.
Термит-порошок самостоятельно загорается. Почему так происходит? Всё зависит от наличия кислорода, что появляется вследствие химической реакции. Поэтому, такой метод может использоваться в среде с негорючими газами.
Какие есть виды

Чтобы получился идеальный и долговечный шов применяются такие варианты термитного сваривания:
- промежуточное литье,
- впритык,
- дуплекс,
- комбинированный.
Давайте рассмотрим каждый из них.
- Промежуточное литье — технология, когда порошок стаёт жидким металлом. Такой метод применяется при монтаже заблаговременно закреплённых конструкций.
- Метод “впритык” употребляется для пластинчатых изделий, катодных и дренажных выводов.
- Комбинированная сварка соединяет первый и второй методы. Как всё происходит? Почти вся работа выполняется с помощью жидкого наплавления (промежуточного литья). Только в конце для кромок применяется вариант “впритык”.
- Суть техники “дуплекс” заключается в добавлении ещё одного шага к процессу — прессования оплавленного зазора конструкции.
Согласно другой классификации, термитная сварка бывает двух видов: тигельная (или алюминиево-термитная) и муфельная. В чём их отличие?
Тигельная подходит для скрепления маленьких электрических кабелей и чтобы создать заземлительные контуры. В составе смеси есть железо и алюминий.
Они соотносятся как 70 к 23. Как происходит процесс? Вначале сгорает дотла термит, потом образуется железо и соединяет стыки.
Главное задание такой сварки — сделать наплавку на изделии. Такой вид применяют в ремонте трамвайных рельс. Эта технология позволяет соединить чугун без стыков.
Но она не может создать шов на алюминиевых деталях. Тогда применяется муфельная сварка. При температуре плавления алюминиевые части соединений испаряются.
При муфельной сварке термитом служит магний в виде порошка.
Муфельная и тигельная технологии отличаются тем, что при первой из них не возникают жидкие продукты сварки. Магний при больших температурах не растекается, поэтому соединяет нужные детали без шва.
Как только приступим к работе, важно сразу на наш участок нанести флюс.
Достоинства и недостатки метода

Чем привлекает термитная сварка?
Вариант доступен также для новичков. Когда человек знает и придерживается всех правил, то может самостоятельно сделать работу. Довольно быстро. Даже при небольшом опыте.
Соединение получается прочным. Поэтому, служит долго.
При работе тратится немного энергии. Это влияет на конечную цену за проект.
Недостатки термитного метода:
- В начале обязательно нужно обработать изделия из металла и кабеля.
- Гарантировать идеальную работу невозможно. Поэтому, бесшовную технику используют только профессионалы.
Они знают все возможные нюансы, ведь разбираются и практикуются в теме не один год.
Помним о безопасности
Термитная сварка хоть часто применяется, но достаточно опасна. Все-таки при контакте с химическими элементами важно внимательно следить за всем процессом. На что обратить внимание?
- Храните порошок в сухом и тёплом помещении. Поскольку, влага и сырость отрицательно влияют на его состав.
- Начинать процедуру можно только тогда, когда температура больше 10С.
- Перед процессом не забудьте очистить, а если надо то обезжирить соединительные зоны.
Выполнить такую работу несложно. Важно придерживаться всех мер предосторожности. Тогда получится прочный высококачественный шов.