


из чего делают, чем заменить, для чего нужна
Электроприборы иногда перестают работать и их нужно ремонтировать. Причиной неисправности может стать вышедшая из строя микросхема, какая-либо деталь или отсоединившийся контакт. Очень часто проблемы можно решить в домашних условиях при помощи замены сломавшейся детали, спайки отошедшего контакта. Потребуются канифоль для пайки и паяльник.

Что такое канифоль
Канифоль (полное название колофонская смола) представляет собой стекловидное твердое вещество, похожее на янтарь, которое получают из очищенных особым способом смол хвойных деревьев. Она абсолютно не растворяется в воде, но легко растворима в спирте, ацетоне, бензине.
Помимо основного названия, к нему добавляют слова, по которым можно понять, каким способом ее получили: сосновая (гарпиус), таловая, экстракционная и т.д. От способа получения, исходного сырья и химических добавок в составе зависит температура размягчения и плавления канифоли (от 50 до 130 °C).
Получила свое название канифоль от античного города Колофон (Kolophon), где «смола для смычков» изготавливалась и продавалась в больших количествах. О применении канифоли при спайке речи не шло, тогда не было ни такого процесса, ни деталей, нуждающихся в подобном соединении. Канифоль активно использовалась в самых разных житейских ситуациях. Ею смазывали стрелы для лука и смычки музыкальных инструментов. Заполняли щели между досками и пропитывали корпуса кораблей, использовали при изготовлении смазочных материалов.
Из чего делают
Сосновую канифоль получают методом термической обработки живицы — сока хвойных пород деревьев, в основном сосны. Из нее выпаривают воду и скипидар, после термической обработки образуются твердые полупрозрачные куски, которые далее очищают химическим путем. В этой канифоли отсутствуют жирные кислоты, что бывает очень важно при выполнении определенных видов работ. Размягчается этот вид при 66-69 °C.
Экстракционная канифоль получается методом обработки растворителями, чаще всего бензином, измельченной древесины. Этот вид темнее всех остальных, в нем присутствует примерно 10 % жирных кислот, размягчается он при температуре 58-60 °C.
Таловую канифоль изготавливают методом перегонки таллового масла. Это масло является отходом целлюлозно-бумажной промышленности. Размягчается она при температуре от 56 до 60 °C.
По цвету канифоли можно определить ее качество. Если оттенок яркий и насыщенный, очистка проводилась не по технологии и в составе остались сторонние примеси. Они пагубно влияют на свойства и характеристики. Качественный состав имеет лимонный оттенок. Лучшей среди всех видов канифоли считается живичная.

Применение
Канифоль — это смесь смоляных кислот и их изомеров, представляющая собой флюс, т.е. вещество, удаляющее с поверхности металла оксидные пленки, жир, другие загрязнения и защищающее от окисления и коррозии. Зачем нужна канифоль для пайки?
Жало паяльника нагревает металлические контакты, на них мгновенно образуется оксидная пленка, не позволяющая припою соединить детали. Чтобы убрать эту преграду и нужна канифоль (или флюс). Ею обрабатывают поверхности, подготавливают их к нанесению припоя.
Процесс пайки
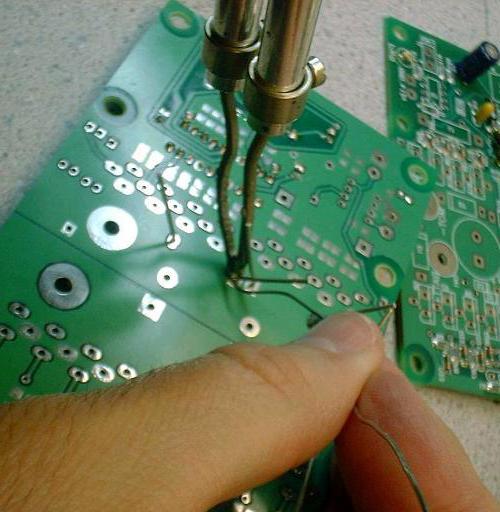
Если необходимо припаять, например, провод к плате, то:
- Сначала нужно прогреть провод, прикладывая к нему паяльник, максимально плотно его прижимая.
- Через несколько секунд провод вместе с жалом паяльника нужно опустить в канифоль, она закипит и равномерно распределится. Таким образом провод подготовлен к нанесению на него припоя.
- Жалом паяльника надо взять небольшую часть припоя и равномерно, тонким слоем нанести его на провод. При этом не должны образоваться катышки и капли. Не должно быть необработанных участков, получается этот же провод, но в олове.
- Далее нужно очистить жало паяльника с помощью металлической губки или тряпочки и, коснувшись канифоли, провести им по плате, создавая тончайший слой на ее поверхности. Поверхности к пайке готовы.
- Затем приложить провод к плате, обеспечивая максимальный контакт. Прижать к проводу жало паяльника с тонким слоем припоя и несколько раз «прогладить» место соединения для лучшего прогрева.
- Затем дать остыть и проверить соединение на прочность.
При правильном проведении пайки поверхность места соединения блестящая, это значит, что оно имеет максимальную прочность. Если же поверхность матовая и выглядит рыхлой, значит соединение непрочное.
Благодаря способности канифоли растворять при нагревании оксиды таких металлов как медь, свинец, олово, она эффективно справляется с этой задачей при температуре более 150 градусов. Канифоль используется в электротехнических работах как природный флюс. С его помощью, помимо удаления оксидной пленки, жира и загрязнений, улучшается растекание и нивелируется поверхностное натяжение вещества, используемого в качестве припоя. При этом быстрее заполняются швы и повышается качество соединения.
В домашних условиях припоем чаще всего выступает легкоплавкое олово. С тугоплавкими припоями использование канифоли невозможно. Ее температура кипения +250 °C, при которой канифоль испаряется, соответственно защитные и очистительные свойства флюса при воздействии на металл также исчезают.

Виды флюса
Для разных сфер применения канифоль выпускается в чистом и разбавленном виде. Существует три вида флюсов на основе колофонской смолы: твердый, жидкий и гелеобразный. Более дорогими и сложными в производстве являются флюсы жидкого и гелеобразного типов.
Допустимо применение флюсов на основе канифоли к узлам небольшого размера, определенного состава металлов. Для обработки больших соединений, сложных сплавов, редких металлов и в промышленных масштабах используются другие виды флюсов.
- Твердый флюс — это канифоль в чистом виде. Он является самым популярным и имеет как несомненные плюсы так и минусы. Основной недостаток — неудобство, неточность нанесения в труднодоступные места спайки.
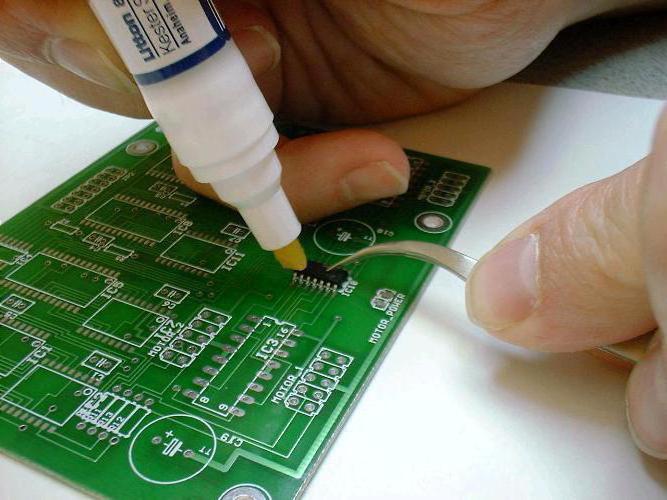
- Флюс на основе спиртового раствора, разводится в равных пропорциях спирта и твердой канифоли. Очень удобен при нанесении его кистью на поверхности деталей, которые будут соединяться с помощь спайки.
- Флюс из канифоли на основе геля. Вязкая консистенция позволяет точно дозировать наносимый состав, легко обработать самые сложные места соединяемых деталей. Гель высыхает дольше, по сравнению со спиртовым составом. Это дает некоторый запас времени для проведения спайки, он более пластичен и податлив, по сравнению с флюсом из твердой канифоли.
Жидкий или гелеобразный флюс наносятся кистью предварительно на места спайки и начинают работать без одновременного температурного воздействия.
Основные достоинства канифоли
Основные достоинства:
- Не проводит электричество.
- Невысокая стоимость, практически везде имеется в продаже.
- Сохраняет свои свойства при отрицательной температуре.
- Не подвержена воздействию влаги, не смывается водой
- Большой срок годности.
- Препятствует коррозии на металлических конструкциях, эффективно счищает оксидную пленку с поверхности обрабатываемого материала, обезжиривает изделие.

Чем можно заменить канифоль для пайки
Бывают ситуации, в которых нужно спаять детали, а канифоли под рукой нет. Заменить канифоль в таких случаях можно следующими веществами:
Аспирин
Можно заменить флюс на основе канифоли на флюс из кислоты. Взять из аптечки обычный аспирин (шипучий не подходит), или, как его еще называют, ацетилсалициловую кислоту, и с помощью таблетки этого препарата спаять необходимые детали. Таблетку можно растолочь, этот порошок растворить в спирте или воде, причем изготовить максимально высокую концентрацию кислоты.
Использовать раствор как жидкий состав для обработки поверхностей, также можно использовать сухую таблетку как твердый флюс при паянии. Необходимо учесть, что при использовании аспирина выделяется едкий дым с сильным неприятным запахом, поэтому помещение, в котором проводятся работы, должно хорошо проветриваться.
Паяльный жир
Также вместо флюса на основе канифоли можно использовать паяльный жир. Он очень хорошо растекается, обволакивая всю поверхность. С использованием паяльного жира легко соединить нужные контакты. Только после пайки необходимо промыть место соединения спиртом для удаления остатков жира. Если этого не сделать, то в дальнейшем может развиться коррозия. Также при проведении работ нужно проветривать помещение, нагревание паяльного жира провоцирует выделение специфического запаха.
Смола
Для пайки изделий можно использовать обычную смолу хвойных деревьев. Процесс пайки происходит так же, как с использованием твердого флюса. Смола отлично плавится. Она не агрессивна, поэтому при использовании смолы в качестве флюса, дополнительные меры защиты можно не применять.
Янтарь
Для пайки вместо канифоли можно использовать янтарь, он имеет схожие с ней характеристики и будет лучшей заменой. Но использовать его имеет смысл только в случае совсем уж крайней необходимости, так как янтарь достаточно дорогой материал и поэтому лучше рассмотреть другие варианты для замены.

Канифоль для музыкальных инструментов
Как хорошая альтернатива подойдет канифоль для музыкальных инструментов. Но нужно учесть, что этот вид стоит гораздо дороже обычной канифоли для пайки.
Все аналоги могут заменить канифоль, так как имеют схожие свойства. Но, перед их применением, необходимо изучить особенности каждого материала и нюансы его использования при пайке.
Изготовление в домашних условиях
Канифоль можно изготовить самостоятельно. Подходит смола всех хвойных деревьев, но лучше брать сосновую. Можно прогуляться по хвойному лесу, прихватив с собой емкость для смолы, скребок, ложку или нож.
Для добычи смолы годится только то дерево, которое достигло 30 см в диаметре. Известно, что взрослое дерево сосны вырабатывает не более двух литров смолы в год. Учеными было доказано что смола — это не сок, необходимый для нормальной жизнедеятельности растения, а средство для заживления его ран.
Достаточное количество смолы можно получить на лесозаготовках, где она выступает на спиленных деревьях и на пнях, или обратиться на пилораму. Смола часто появляется на свежих пиломатериалах. Смолу нужно соскрести скребком или ложкой в металлический котелок или банку.

Заполненную смолой емкость нужно поставить на огонь. Эту процедуру имеет смысл проводить на открытом воздухе так как смола при нагревании будет плавиться и кипеть, выделяя пары скипидара. Содержимое котелка нужно периодически помешивать, удаляя пену и мусор. Нагревать смолу нужно до тех пор, пока она не перестанет кипеть и не прекратится выделение паров.
После прекращения кипения в котелке останется густая прозрачная масса характерного желтого цвета, похожая на янтарь. Ее нужно разлить по формам и дать остыть. Формы лучше изготовить из картона или жесткой бумаги. Можно использовать и пластиковые емкости, но из картонной готовую канифоль проще доставать. Если в получившейся канифоли видны вкрапления мусора, то ее можно профильтровать через мелкую металлическую сетку.
Канифоль для пайки металла, ее производство, разновидности и свойства
Для паяния многих металлов и сплавов применяются флюсы. В их функции входит снятие оксидного покрытия с детали, ингибирование процессов окисления в процесс работы, обеспечение образования качественного соединения.
Канифоль для пайки – один из самых простых и доступных видов флюсовых материалов. Средство это успешно используется с давних пор по настоящее высокотехнологичное время.
Существует множество современных составов, но привычка использовать канифольный флюс у многих паяльщиков остается неизменной.
Что это такое
 Слово это у всех на слуху, но подробности о канифоли известны не многим. Постоянным пользователям полезно знать состав, свойства флюса из канифоли, чтобы пайка была успешной.
Слово это у всех на слуху, но подробности о канифоли известны не многим. Постоянным пользователям полезно знать состав, свойства флюса из канифоли, чтобы пайка была успешной.
Канифоль – это вещество, внешне похожее на стекло. Она может иметь все оттенки бежевого, желтого, коричневого цветов. Хорошо растворяется в чистом спирте и бензоле, хуже – в бензине и керосине, совсем не растворяется в воде.
Главный действующий компонент – смоляные кислоты, концентрация которых может достигать 80- 92 %. Заметно количество высших жирных кислот, массовая доля которых варьируется от 0,5 % до 12 %.
Методы получения
 Канифоль содержится в соснах, кедрах, лиственницах. Ее получают из этих деревьев или древесного сырья. Производство канифоли проводится по двум основным технологиям, которые определяют разновидности природного флюса для пайки. Состав и характеристики обоих продуктов контролируются государственными стандартами.
Канифоль содержится в соснах, кедрах, лиственницах. Ее получают из этих деревьев или древесного сырья. Производство канифоли проводится по двум основным технологиям, которые определяют разновидности природного флюса для пайки. Состав и характеристики обоих продуктов контролируются государственными стандартами.
Сосновую канифоль получают отгонкой летучей фракции живицы – жидкости, которая выделяется из надрезов на коре хвойных деревьев. Параллельно в приемниках собирается скипидар, массовая доля которого составляет 1/3 часть от суммарного продукта.
Помимо этого существует метод получения канифоли из отходов мелко порубленной древесины. Такой продукт называют талловым. Отдельную группу натуральной смолы, выделяемую из старых пней и корней, называют экстракционной канифолью.
В качестве экстрагента в производственном процессе используют бензин. Такой продукт имеет небольшое распространение вследствие трудоемкости получения сырья, которое называется пневым осмолом.
Пни нужно собирать только через 10 или даже 15 лет после вырубки леса. С трудом можно представить детали организации такого производства в больших объемах, требуемых для пайки.
При производстве бумаги накапливается в качестве отхода талловое масло, из которого отгоняют талловую канифоль.
Свойства
 Все виды канифоли для пайки поступают в продажу в трех сортах: «высшем», «первом» и «втором».
Все виды канифоли для пайки поступают в продажу в трех сортах: «высшем», «первом» и «втором».
Талловая канифоль размягчается в диапазоне температур от 56 ℃ у образцов второго сорта до 60 ℃ у образцов высшего сорта. Максимальное содержание золы может достигать 0,06 %, механических примесей – 0,03 %.
Талловая канифоль хорошо горит. При хранении она не должна нагреваться больше, чем до 80 градусов. При температуре около 400 градусов она может самовоспламеняться.
Важной характеристикой многих композиций является кислотное число, которое отображает количество свободных кислот в продукте. Измеряется оно в мг КОН, требуемых для нейтрализации.
Кислотное число талловой канифоли укладывается в диапазон 154 – 165 мг КОН на 1 г продукта.
Сосновая канифоль может содержать примеси воды в количестве, достигающем 0, 2 % от общей массы. Это объясняется тем, по-видимому, что добывают ее из живицы.
Золы в сосновом продукте содержится максимум 0,04 %, механических примесей – также не более 0,04 %. Кислотное число сосновой канифоли варьируется от 166 до 169 мг КОН, требуемых для нейтрализации 1 г продукта.
Следовательно, канифоль из живицы сосны имеет немного более кислый характер, чем талловый продукт.
Интервал температуры размягчения сосновой канифоли варьируется от 66 у образцов второго сорта до 69 ℃ у образцов высшего сорта. Температура, при которой масса может воспламениться сама, составляет 321 °С. Хранить канифоль для пайки нужно при комнатной температуре.
Экстракционная канифоль встречается редко. Ее технические характеристики оставляют желать лучшего. Так, содержание основных смоляных веществ составляет только 75 %. Это почти на 20 % меньше, чем у других видов канифоли.
Как паять
 Существует ряд обязательных стадий при проведении пайки. Прежде всего, поверхность металлических деталей нужно механически очистить от грязи, оксидов, примесей.
Существует ряд обязательных стадий при проведении пайки. Прежде всего, поверхность металлических деталей нужно механически очистить от грязи, оксидов, примесей.
Затем канифоль для пайки нужно хорошо разогреть. Несмотря на то, что флюс начинает плавиться при температуре меньше 70 ℃, прогреть его нужно с большим запасом.
Можно довести температуру до +130. Разогретое жало паяльника должно легко входить в канифольную массу. Обычно при этом выделяется легкий дымок.
Следующий этап пайки зависит от типа предстоящей работы. Если спаять нужно тонкие проводки, то можно сразу приступать к работе. При большей площади рабочей зоны, ее необходимо предварительно прогреть.
Если наносить припой и флюс на холодную поверхность, температура будущего шва резко понизится. Для пайки больших деталей требуется предварительное нагревание рабочей зоны, после которого паяльная масса хорошо распределится по всей поверхности.
Жало паяльника должно быть чистым и прогретым. Если оно долго не использовалось перед пайкой можно наконечник зачистить щеткой или наждачной бумагой. Затем на жало наносят олово.
Процесс называется лужением наконечника. Если жало недавно использовалось, и на нем еще присутствует немного припоя, это хорошо. Его можно сразу окунать в канифоль и приступать к пайке.
Главная стадия – фиксирование деталей, подлежащих спайке; нанесение в зону будущего шва сначала флюса, затем – припоя. Всю расплавленную массу нужно равномерно распределить жалом паяльника. После остывания пайка закончена.
Преимущества применения
Применение канифоли удобно, благодаря следующим достоинствам:
 доступности флюса в продаже;
доступности флюса в продаже;- приемлемая цена;
- невысокая температура размягчения;
- возможность использования для многих видов пайки;
- простота применения в домашних условиях;
- длительный срок возможного хранения;
- безвредность.
 доступности флюса в продаже;
доступности флюса в продаже;Натуральный продукт обеспечивает удаление оксидных примесей, ингибирует окисление в процессе проведения пайки, создает предпосылки для образования качественного и прочного шва.
Спиртовой состав
В некоторых ситуациях при пайке труднодоступных мест в качестве расходного применяют не твердую канифоль, а готовый спиртовой раствор натурального продукта.

Чистого спирта во флюсе, известном под сокращением СКФ, содержится 60 %.
Остальную часть массы занимает непосредственно канифоль. Вместо спирта можно взять ацетон. Правда, запах у него менее приятен.

Жидкий флюс стоит недорого, обладает хорошим техническими характеристиками. Его консистенцию можно легко менять увеличением количества растворителя. Так, при работе применяют более жидкие составы, имеющие консистенцию раствора.
Для пайки обычных деталей массу делают в виде вязкой кашицы. Любую работу с растворителями нужно проводить при хорошей вентиляции. Вдыхание выделяющихся паров, возгоняющихся частичек флюсовой массы вредно для дыхательных путей мастера.
Пайка трубчатыми припоями
 В продаже имеются расходные материалы, представляющие собой прутки из олова и свинца. Внутри по всей длине размещена флюсовая канифоль. Такой присадочный материал применяют при многих видах пайки.
В продаже имеются расходные материалы, представляющие собой прутки из олова и свинца. Внутри по всей длине размещена флюсовая канифоль. Такой присадочный материал применяют при многих видах пайки.
Пользоваться им легко и удобно. В рабочую зону вносят конец прутка. Она расплавляется, обеспечивает попадание в зону шва одновременно флюса и расплавленного припоя. Так проводится пайка, не требующая тщательной подготовки поверхности перед началом работы.
Выбирая материалы для пайки, следует обратить внимание на информацию о производителях. Вся продукция должна соответствовать ГОСТам.
Для чего нужна канифоль при пайке? Как ею пользоваться?
Канифоль используется в качестве флюса в пайке. Как деоксидант припоя. При нагревании припоя (сплава свинца-олова) , припой покрывается тонкой окисляющейся пленочкой (на вид — матовость) , тоже самое и на спаиваимых концах происходит, канифоль просто разрушает эту пленку и позволяет проникнуть атомам припоя к атомам спаиваемых концов (меди) минуя оксидную составляющую, чем достигается прочная спайка…
+ Nosignal. тыкнуть паяльником в канифоль, затем в припой пойдёт дым и всё припаяецца 🙂
Канифоль нужна для предварительного обезжиривания поверхности.
Без канифоли фиг что сделаещь….
Все выше перечисленные ответы верны. добавлю ещё то, что с канифолью припой ложится гораздо ровнее и меньше шансов сделать короткое замыкание между токо проводящими дорожками на плате
Да, это жостко
Припой с канифолью или без что лучше


При выполнении пайки металла неизменно возникает необходимость использования припоя, качество которого напрямую влияет на долговечность выполненного соединения металлических деталей. Следует сказать, что припой относится к расходным материалам и изготавливается из различных сплавов. Производители постоянно усовершенствуют такой материал, что обеспечивает качественное соединение и упрощает выполнение пайки. Канифольный припой — это недорогой и одновременно качественный материал, который отличается универсальностью и может использоваться для пайки различных металлов.
Этот припой содержит канифоль, что избавляет от необходимости приобретать и использовать дополнительные материалы. Канифоль упрощает расплавление наплавочного материала, что в свою очередь повышает качество выполненного соединения. Еще одним неизменным преимуществом такого припоя является его низкая температура плавления, а это в свою очередь позволяет избежать изменения структуры основного соединяемого металла.
Флюс в припое находится в виде канифоли, поэтому дополнительно использовать его не требуется. Подобное существенно упрощает процедуру пайки, что по достоинству оценят профессионалы и обычные домовладельцы. Отметим, что процентное соотношение канифоли находится в оптимальном количестве, тогда как, используя ее отдельно, существует опасность взять большее и меньшее количество материала. Все это положительно сказывается на качестве выполняемых сварочных работ.

Разновидности канифольного припоя
В настоящее время такой припой с канифолью изготавливается в нескольких вариантах. Принято различать такой присадочный материал в зависимости от содержания канифоли, толщины проволоки и ряда других особенностей. Имеется возможность выбора материала, как для домашнего использования и пайки в промышленных масштабах. Изготавливается такой припой в виде:
- В катушках. Это универсальный вариант наплавочного материала, который может использоваться как профессиональными сварщиками в мастерских и обычными домовладельцами для пайки дома. Толщина проволоки может колебаться от 0,8 до 2 миллиметров. Отметим, что пользоваться такими катушками чрезвычайно удобно. Необходимо лишь подобрать соответствующую марку припоя и толщину проволоки.
- В тубусе. Такая разновидность припоя изготавливается исключительно для домашнего использования. В таком тубусе содержится минимум материала, поэтому при необходимости больших объемов следует покупать либо сразу большое количество тубусов или же выбирать припой в катушке.
- В бухтах. Применяется большое количество материала, поэтому такое исполнение предназначено в большей степени для промышленного использования. Толщина проволоки может выполняться различной, в зависимости от конкретных потребностей покупателей. Сами бухты могут выполняться различного размера, что несколько упрощает их использование.
Физико-химические свойства используемого припоя
Классическим составом такого припой с канифолью считаются оловянно-свинцовые мягкие сплавы. Содержание олова составляет 60% и свинца 40%. Соответственно, такой состав наделяет подобный припой определенными физическими свойствами. Наличие канифоли позволяет обеспечить отличную гибкость, в результате чего перед сваркой вы сможете подобрать нужное количество такого материала и правильно его расположить в шве. Необходимо учитывать, что подобный состав имеет низкую температуру плавления, поэтому применять его для соединения тугоплавких металлов не представляется возможным. В то же время отметим, что такой припой проникает в жидком состоянии во все полости и неровности, что позволяет обеспечить прочность соединения. Но при этом проникновения такой присадки в основной материал не происходит.
Низкие показатели температуры плавления позволяют гарантировать легкость самой пайки. Свинец добавляет материалу текучесть, но при этом следует учитывать тот факт, что в свинце могут содержаться ядовитые испарения, поэтому лучше всего пайку выполнять в проветриваемом помещении. Более каких-либо дополнительных мер предосторожности соблюдать при пайке не требуется.

Как правильно выбирать припой
Выбирая ту или иную разновидность такого материала, следует учитывать удобства выполнения работы. В том случае, если выполняются стандартные работы, то можно использовать припой с любой оптимальной маркой канифоли. Если же вы выполняете работу с так называемыми ПОС материалами, лучше всего выбирать припой, компонентами которого является серебро. Это и позволит вам обеспечить высокую значимость, мягкость и последующую прочность соединения.
В каждом конкретном случае в зависимости от используемых металлических сплавов в припое его температура плавления может существенно различаться. Выбор в данном случае необходимо выполнять исключительно в зависимости от характеристик соединяемых вами основных металлических деталей. Все это и позволит гарантировать долговечность выполненной пайки и качество такого соединительного шва.
Обратите внимание также на температуру плавления у припоя и металла. Чем выше такая температура основного металла, соответственно тем выше этот же показатель должен быть и у припоя. Кроме марки такого материала вам необходимо также определиться с толщиной проволоки. В данном случае выбор необходимо делать исходя из толщины самих изделий и имеющейся толщины сварного шва. Если вы работаете паяльником, то наплавить необходимую по размеру каплю флюса вы сможете из проволоки с любой толщиной. Если же вы используете газовую сварку, то вам следует использовать проволоку толщиной от 0.8 до 1.5 миллиметров. Однако отметим, что состав материала куда более важная характеристика, чем его толщина.

Особенности использования
Правильно определив и выбрав используемый припой с канифолью, можно выполнять саму пайку. Данная работа не представляет особой сложности. Необходимо выполнить соответствующую подготовку поверхности, для чего основной металл зачищают от имеющихся загрязнений и всех отстаивающихся частей.
При подготовке поверхности к пайке ее необходимо разогреть и расплавить припой. Помните, что большой разницы в температурах между металлическими сплавами и припоем быть не должно, в последующем это отрицательно сказывается на качестве соединения. Перегревать основной металл не требуется, в последующем припой может разливаться по такой горячей поверхности, длительное время остывая и не затвердевая в течение 10 минут и более. Наличие канифоли существенно упрощает пайку, и припой быстро затвердевает, обеспечивая механическую прочность соединения. При этом обеспечивается необходимая защита соединения от коррозии.
В настоящее время в продаже можно найти припой с канифолью от различных производителей. Это могут быть как отечественные компании, так и иностранные производители. Следует сказать, что какой-либо существенной разницы между отечественными и иностранными производителями нет. Поэтому в первую очередь ориентируйтесь на состав материала, его марку и толщину проволоки. Приобретая припой от отечественных производителей, вы сможете существенно сэкономить. При этом вы можете быть полностью уверены в качестве и долговечности выполненных паяных соединений металлических элементов.
Припой относится к основным расходным материалам, используемым во время пайки. данный процесс существует достаточно давно и производители постоянно работают над его совершенствованием. Улучшение касается и расходных материалов. Припой с канифолью является одним из продуктов такой модернизации, который существенно упрощает процесс спаивания, так как для него требуется меньшее количество материалов. При стандартном проведении процедуры нужно использовать не только сам припой, но еще и канифоль в качестве флюса. Она необходима для того, чтобы упростить расплавление наплавочного материала, а также улучшить связь между ним и основным металлом. С учетом того, что сам процесс проводится при относительно низких температурах и не влияет на структуру основного металла, то смачиваемость выступает очень важным фактором.

В данном случае флюс содержится в припое, так что ничего дополнительного применять не нужно. Такой способ удобен, как для новичков, так и для профессионалов. Стоит отметить, что в марках, которые относятся к данному типу, хорошо соблюден баланс. При использовании канифоли отдельно всегда есть риск, что ее можно взять меньше или больше. Если же применяется марка с содержанием канифоли, то там она будет подобрана в оптимальном количестве согласно взятому размеру проволоки. Данные изделия производятся согласно ГОСТ 21931-76.
Разновидности припоя с канифолью

Припой для пайки с канифолью выпускается в нескольких вариантах. Они зависят от толщины проволоки, ее количества, а также прочих особенностей, которые вкладываются производителем. Среди них встречаются следующие разновидности:
- В тубусе – данный вид припоя выпускается для частного использования, так как здесь находится минимальное количество самого материала. По общей емкости и весу тубу уступает остальным. В остальных параметрах они остаются практически одинаковыми, в соответствии с особенностями своей марки.
- Катушки – это уже несколько больший вариант, который может применяться как в частной сфере, так и в ремонтных мастерских, где расход материала значительно больше. Толщина проволоки тут может меняться, в пределах 0,8-2 мм. Главное только подобрать подходящую марку, так как пользоваться катушками весьма удобно.
- Бухты — в данном случае применяется наибольшее количество материала. Данная разновидность рассчитана преимущественно на промышленное использование, так как подобные поставки можно оценить как оптовые. Толщина проволоки может быть любой, в зависимости от потребностей покупателей.
Состав и физико-химические свойства
Классическим составом припоя с канифолью является обыкновенный мягкий оловянно-свинцовый. Содержание свинца в нем составляет 40%, а олова – 60%. К таким припоям можно отнести ПОС 60 или близкую к нему марку ПОС 61.
Благодаря этому он приобретает особые физические свойства. Припой с канифолью и без с таким составом обладает особой гибкостью, что помогает подобрать нужное положение перед спаиванием. Данный состав характеризуется относительно низкой температурой плавления, что не позволяет применять припой для пайки тугоплавких металлов. Тем не менее, он хорошо проникает во все неровности, когда находится в жидком состоянии. Это обеспечивает максимально высокую степень сцепления. Хоть здесь и не происходит проникновения в структуру основного металла, такое свойство дает возможность охватить как можно большую площадь скрепления.
Относительно низкая температура плавления обеспечивает легкость использования. Наличие свинца добавляет текучести материалу. При использовании лучше делать все в хорошо проветриваемом помещении, так как свинец дает вредные для здоровья человека испарения.
Технические характеристики припоя с канифолью
Среди всех марок есть те разновидности. Которые применяются чаще всего. Их технические характеристики обеспечивают удобство использования и делают практически универсальными для большинства процедур.
| Марка | Технические характеристики | |||||
| Температура плавления, °C | Плотность, грамм/см квадратный | Теплопроводность | Сопротивление на разрыв | Удлинение относительное, % | ||
| Начальная | Конечная | |||||
| ПОС 61 | 183 | 189 | 8,5 | 0,12 | 4,3 | 46 |
| ПОС 60 | 185 | 192 | ||||
| ПОС 90 | 183 | 189 | 47 МПа (или 4,9 кгс/мм квадратный) | 58 | ||
Особенности выбора
Выбирая что лучше, припой с канифолью или без, в первую очередь стоит ориентироваться на удобство выполнения пайки. Если вам предстоят стандартные процедуры, режимы которых вполне известны, то можно выбирать припой с содержанием канифоли любой подходящей марки. Чаще всего выбор падает на материалы серии ПОС, в которых основными компонентами становятся серебро и олово. Это позволяет достичь мягкости и высокой смачиваемости за счет меньшей крепости соединения.
Если вам предстоит соединять тугоплавкие металлы, то лучше использовать специальные виды припоев, которые могут и не содержать в себе флюс.»
Чем выше температура плавления основного металла, тем выше должна быть температура плавления припоя. Это основной показатель, по которому ориентируются специалисты. Помимо состава марки нужно определиться еще с толщиной проволоки. Здесь уже легче, так как все зависит от толщины самого изделия. При работе с паяльником всегда можно наплавить каплю нужного размера из проволоки любой толщины, так что здесь не будет особой разницы. Для работы с газом уже нужно подобрать подходящий по толщине вариант. В своем арсенале стоит иметь как минимальные значения, от 0,8 мм, так и более крупные на 1,2 и 1,5 мм. Но состав материала всегда буде более важным, чем толщина.

Особенности применения
Определившись, какой припой лучше, с канифолью или без, а также подобрав соответствующую марку, можно приступать непосредственно к пайке. Как и при работе с простым припоем, первым делом идет подготовка поверхности основного металла, его требуется очистить.
Несмотря на более легкое проведение процесса, наличие канифоли не снимает большинство негативных факторов, влияющих на качество спаивания.»
После подготовки нужно разогреть его поверхность до нужной температуры и начать использоваться припой. Это требуется, чтобы не было большого контраста между температурами расплавленного припоя и основного металла, так что перегревать сильно также не стоит. После того как расплавленный припой разольется по поверхности, ему нужно дать остыть. Таким образом, проведение пайки данной разновидности имеет лишь одну важную отличительную особенность, так как здесь не нужно использовать флюс дополнительно. Его наличие в составе делает процесс таким же легким, как и при добавлении канифоли отдельно.
Популярные производители
На отечественном рынке можно встретить следующих производителей данной продукции:
- КиевЦветМет;
- Solder;
- Вадис-М;
- Техноскрап;
- Manwell;
- «Технологические Линии»;
- Укр-Спецсплав;
- Арсенал;
- УкрИнтерсталь.
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден будет взять в руки паяльник и попробовать. Качество выполненных работ и даже работоспособность изделия будут напрямую зависеть от множества факторов, знать о которых обязательно нужно, прежде чем начинать работу.
Правильная работа с паяльником
Несмотря на кажущуюся простоту работы паяльником, очень желательно иметь начальные навыки качественной работы и уметь правильно использовать припой с канифолью.

Паяние производится с помощью разнообразных припоев. Так называемый припой в катушке с канифолью, пожалуй, самый популярный. При выполнении работ, связанных с пайкой, применяют припой. Количество содержащегося в нем олова и свинца — 60 и 40 % соответственно. Этот сплав плавится при 180 гр.
Что необходимо для работы с паяльником:
Нагретый припой создает достаточное внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнить следующие условия:
- Поверхности деталей должны быть зачищены от окислов.
- Деталь в месте пайки прогревают сильнее температуры плавления самого припоя.
- Во время работы место пайки требуется защитить от воздействия кислорода, для этого применяются различные флюсы. Они создают защитную пленку непосредственно над местом пайки.
Книгу о том, как паять, можно прочитать и понять, но навыки пайки можно получить только на практике.
Хитрости и секреты работы с паяльником
После того, как припой начал плавиться, им уже можно паять. Для этого нужно покрыть жало паяльника нетолстым слоем припоя, а затем хорошенько вытереть его о влажную губку. Так удаляют оставшийся от работы припой с канифолью. Не будет лишним взять в привычку протирать жало о мокрую губку каждый раз после пайки.
Перед тем как начать паять радиодеталь, ее нужно подготовить. Следует согнуть ее выводы таким образом, чтобы деталь свободно входила в предназначенные для нее отверстия.

Новички без опыта работы часто касаются места пайки кончиком жала паяльника. А нужно держать паяльник так, чтобы между ним и местом пайки площадь контакта была как можно больше, иначе то место, в котором нужно произвести пайку, нагревается недостаточно для скрепления деталей.
Как вычистить жало паяльника
При паянии часто на паяльнике появляется нагар. Его можно убрать простой водой. Если провести паяльником по влажной ткани, то окалина останется на ней, а жало станет снова чистым. Периодически нужно это проделывать во время работы с паяльником. Если ткань не помогает, можно использовать жесткую губку.
Классы паяльных жал
- Жала съемные с покрытием из никеля.
- Жала медные.
Паяльные жала первого класса обычно используют в сложных паяльниках, в которых есть возможность регулировать температуру.
Жала второго — самые распространенные.
Виды паяльных жал никелированных
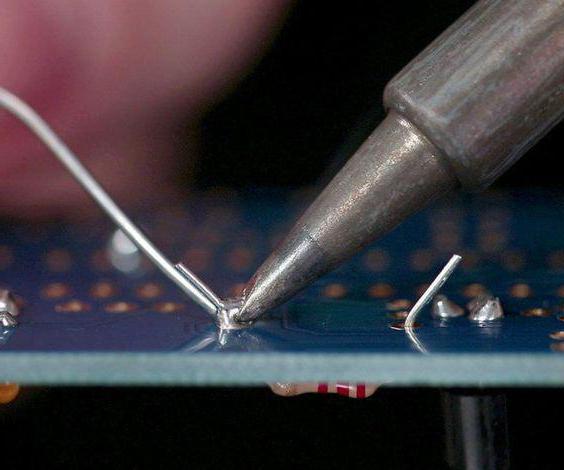
- Жало в форме иглы — им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка — применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли — им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой — чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой. Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.

Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Как охладить место пайки
Пинцет из металла, которым придерживают радиодеталь, в процессе пайки работает еще и как теплоотвод. Можно для этой цели использовать и специальный зажим «крокодил».
Секреты пайки паяльником
Для получения хорошего результата при пайке обязательно нужно правильно применять припой с канифолью и флюсом. Это легкоплавкий сплав особого металла, которым спаивают выводы деталей и провода.
- Лучший припой — это олово в чистом виде. Но такой металл стоит слишком дорого, чтобы использовать его при паянии. Поэтому при работе с радиодеталями применяют так называемые свинцово-оловянные припои.
- Свинец с оловом. По прочности пайки эти припои не хуже чистого олова. Плавятся они при температуре 170-190 градусов. Принято обозначать такие припои аббревиатурой «ПОС» — припой оловянно-свинцовый. Стоящая после этих букв в обозначении цифра значит долю олова, выраженную в процентах. Лучше пользоваться припоем «ПОС-6О».
- Флюсы — это вещества, которые обладают противоокислительными свойствами. Их применяют для предотвращения окисления места пайки. Если не применять флюс, то припой просто не прилипнет к поверхности металла.
Виды флюсов
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется «паяльная кислота». Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой. При этом есть нюанс — для работы с печатными платами флюс должен быть более жидким. Для труднодоступных мест можно также применять припой проволочный с канифолью, что намного удобней.
При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, — очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
Как паять припоем с канифолью
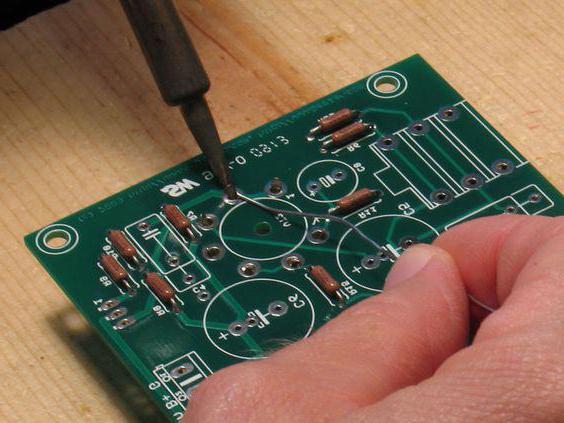
Немаловажным условием удачной пайки является и соблюдение чистоты поверхностей, которые требуется спаять. Обязательно следует места пайки зачистить до блеска. Затем детали нужно положить на кусочек канифоли и прогреть. Расплавленная канифоль поможет припою равномерно растечься по проводнику или детали, которую требуется припаять. Можно аккуратно поворачивать деталь, водя при этом по ней жалом паяльника, чтобы припой растекся ровным слоем по поверхности.
Если нужно залудить проводник, который впаян в плату, то после зачистки места пайки шлифовальной бумагой или ножом нужно поднести кусочек канифоли, после чего плавно распределить припой как можно равномерней, проводя паяльником.
На качество пайки влияет и то, насколько правильно соединены при пайке провода или контакты деталей. Их следует плотно прижать между собой и после этого поднести паяльник к подготовленным проводникам, касаясь его. После того, как разогретый припой растечется по поверхности, залив даже небольшие промежутки между ними, паяльник следует убрать.
Время непрерывной пайки должна быть не более пяти секунд. После этого промежутка времени припой затвердеет и детали окажутся прочно скреплены. Однако, чтобы пайка не разрушилась, детали нельзя сдвигать в течение 10-15 секунд после окончания пайки. Иначе соединение будет непрочным.
Если работа производится с транзисторами, то их выводы необходимо беречь, чтобы не перегреть. Лучше держать их либо плоскогубцами, либо пинцетом, выполняя этим отвод тепла.
При выполнении пайки радиодеталей ни в коем случае не стоит скручивать концы деталей. Если требуется перепаивать детали или заменять проводники, то необходимо заранее подумать об этом, до начала монтажа. Концы деталей правильнее всего паять на небольшом расстоянии друг от друга, а не в одном месте.
Припой с канифолью
При выполнении пайки металла неизменно возникает необходимость использования припоя, качество которого напрямую влияет на долговечность выполненного соединения металлических деталей. Следует сказать, что припой относится к расходным материалам и изготавливается из различных сплавов. Производители постоянно усовершенствуют такой материал, что обеспечивает качественное соединение и упрощает выполнение пайки. Канифольный припой — это недорогой и одновременно качественный материал, который отличается универсальностью и может использоваться для пайки различных металлов.
Этот припой содержит канифоль, что избавляет от необходимости приобретать и использовать дополнительные материалы. Канифоль упрощает расплавление наплавочного материала, что в свою очередь повышает качество выполненного соединения. Еще одним неизменным преимуществом такого припоя является его низкая температура плавления, а это в свою очередь позволяет избежать изменения структуры основного соединяемого металла.
Флюс в припое находится в виде канифоли, поэтому дополнительно использовать его не требуется. Подобное существенно упрощает процедуру пайки, что по достоинству оценят профессионалы и обычные домовладельцы. Отметим, что процентное соотношение канифоли находится в оптимальном количестве, тогда как, используя ее отдельно, существует опасность взять большее и меньшее количество материала. Все это положительно сказывается на качестве выполняемых сварочных работ.
Разновидности канифольного припоя
В настоящее время такой припой с канифолью изготавливается в нескольких вариантах. Принято различать такой присадочный материал в зависимости от содержания канифоли, толщины проволоки и ряда других особенностей. Имеется возможность выбора материала, как для домашнего использования и пайки в промышленных масштабах. Изготавливается такой припой в виде:
- В катушках. Это универсальный вариант наплавочного материала, который может использоваться как профессиональными сварщиками в мастерских и обычными домовладельцами для пайки дома. Толщина проволоки может колебаться от 0,8 до 2 миллиметров. Отметим, что пользоваться такими катушками чрезвычайно удобно. Необходимо лишь подобрать соответствующую марку припоя и толщину проволоки.
- В тубусе. Такая разновидность припоя изготавливается исключительно для домашнего использования. В таком тубусе содержится минимум материала, поэтому при необходимости больших объемов следует покупать либо сразу большое количество тубусов или же выбирать припой в катушке.
- В бухтах. Применяется большое количество материала, поэтому такое исполнение предназначено в большей степени для промышленного использования. Толщина проволоки может выполняться различной, в зависимости от конкретных потребностей покупателей. Сами бухты могут выполняться различного размера, что несколько упрощает их использование.
Физико-химические свойства используемого припоя
Классическим составом такого припой с канифолью считаются оловянно-свинцовые мягкие сплавы. Содержание олова составляет 60% и свинца 40%. Соответственно, такой состав наделяет подобный припой определенными физическими свойствами. Наличие канифоли позволяет обеспечить отличную гибкость, в результате чего перед сваркой вы сможете подобрать нужное количество такого материала и правильно его расположить в шве. Необходимо учитывать, что подобный состав имеет низкую температуру плавления, поэтому применять его для соединения тугоплавких металлов не представляется возможным. В то же время отметим, что такой припой проникает в жидком состоянии во все полости и неровности, что позволяет обеспечить прочность соединения. Но при этом проникновения такой присадки в основной материал не происходит.
Низкие показатели температуры плавления позволяют гарантировать легкость самой пайки. Свинец добавляет материалу текучесть, но при этом следует учитывать тот факт, что в свинце могут содержаться ядовитые испарения, поэтому лучше всего пайку выполнять в проветриваемом помещении. Более каких-либо дополнительных мер предосторожности соблюдать при пайке не требуется.
Как правильно выбирать припой
Выбирая ту или иную разновидность такого материала, следует учитывать удобства выполнения работы. В том случае, если выполняются стандартные работы, то можно использовать припой с любой оптимальной маркой канифоли. Если же вы выполняете работу с так называемыми ПОС материалами, лучше всего выбирать припой, компонентами которого является серебро. Это и позволит вам обеспечить высокую значимость, мягкость и последующую прочность соединения.
В каждом конкретном случае в зависимости от используемых металлических сплавов в припое его температура плавления может существенно различаться. Выбор в данном случае необходимо выполнять исключительно в зависимости от характеристик соединяемых вами основных металлических деталей. Все это и позволит гарантировать долговечность выполненной пайки и качество такого соединительного шва.
Обратите внимание также на температуру плавления у припоя и металла. Чем выше такая температура основного металла, соответственно тем выше этот же показатель должен быть и у припоя. Кроме марки такого материала вам необходимо также определиться с толщиной проволоки. В данном случае выбор необходимо делать исходя из толщины самих изделий и имеющейся толщины сварного шва. Если вы работаете паяльником, то наплавить необходимую по размеру каплю флюса вы сможете из проволоки с любой толщиной. Если же вы используете газовую сварку, то вам следует использовать проволоку толщиной от 0.8 до 1.5 миллиметров. Однако отметим, что состав материала куда более важная характеристика, чем его толщина.
Особенности использования
Правильно определив и выбрав используемый припой с канифолью, можно выполнять саму пайку. Данная работа не представляет особой сложности. Необходимо выполнить соответствующую подготовку поверхности, для чего основной металл зачищают от имеющихся загрязнений и всех отстаивающихся частей.
При подготовке поверхности к пайке ее необходимо разогреть и расплавить припой. Помните, что большой разницы в температурах между металлическими сплавами и припоем быть не должно, в последующем это отрицательно сказывается на качестве соединения. Перегревать основной металл не требуется, в последующем припой может разливаться по такой горячей поверхности, длительное время остывая и не затвердевая в течение 10 минут и более. Наличие канифоли существенно упрощает пайку, и припой быстро затвердевает, обеспечивая механическую прочность соединения. При этом обеспечивается необходимая защита соединения от коррозии.
В настоящее время в продаже можно найти припой с канифолью от различных производителей. Это могут быть как отечественные компании, так и иностранные производители. Следует сказать, что какой-либо существенной разницы между отечественными и иностранными производителями нет. Поэтому в первую очередь ориентируйтесь на состав материала, его марку и толщину проволоки. Приобретая припой от отечественных производителей, вы сможете существенно сэкономить. При этом вы можете быть полностью уверены в качестве и долговечности выполненных паяных соединений металлических элементов.