


что требуется для пайки с использованием канифоли
 Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.
Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.
Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала — припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
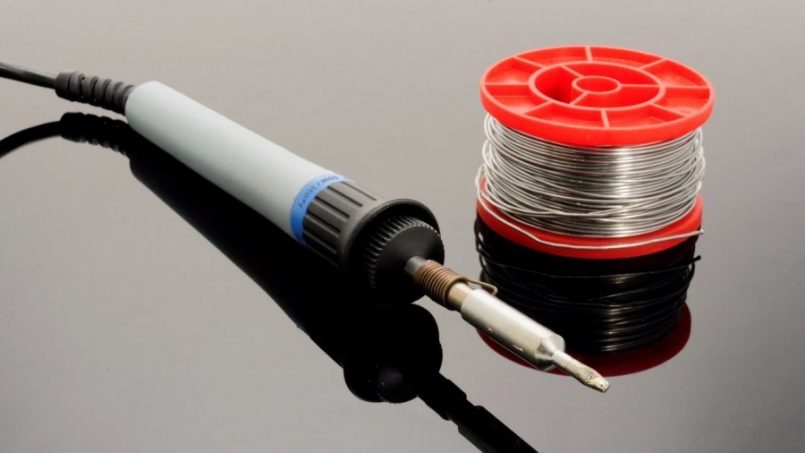
 Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.- Обязательно потребуется припой, который очень важно грамотно подобрать. Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
- При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
- Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
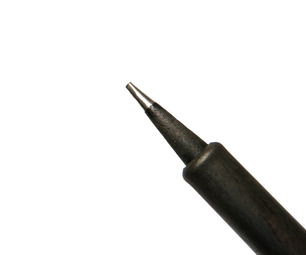
- Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара.
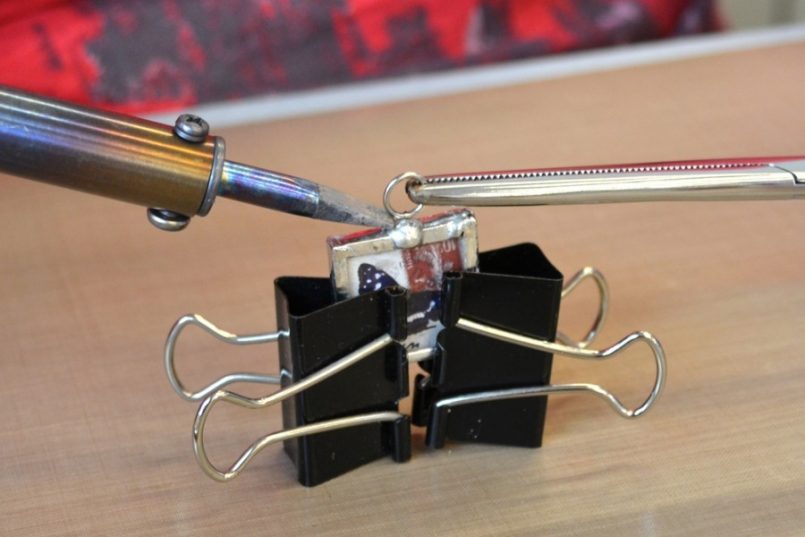
- Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
- По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.
 Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт. Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
Как правильно паять паяльником с канифолью
 Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.

Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
- Вначале подготовить провода. Для этого концы проводов, которые нужно припаять, предстоит хорошенько зачистить от изоляции. Все сращиваемые между собой проводки, как правило, изолируются посредством специальной термоусадочной трубки. Если такая трубка присутствует, то её нужно обрезать при помощи острого ножа таким образом, чтобы длина выходила на 2−7 мм за пределы всех швов. Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
- Затем соединяемым концам проводов нужно обеспечить качественное механическое соединение. Для этого два конца провода перекручиваются между собой так, чтобы их центры плотно пересекались друг с другом. После этого конец одного провода следует скрутить вдоль длины кабеля. Туже самую манипуляцию следует проделать и со вторым концом другого провода.
- Затем нужно поставить нагреваться паяльник, чтобы вначале залудить провода, а затем прогреть их. Для этого нагретый паяльник опускается в канифоль и берётся немного припоя, после чего прибором проводится пару-тройку раз по концам провода. В ходе лужения провод следует поворачивать и прогревать, что поможет обеспечить равномерное покрытие канифолью.
- По окончании работы готовый провод следует заизолировать. Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.
 Вначале подготовить провода. Для этого концы проводов, которые нужно припаять, предстоит хорошенько зачистить от изоляции. Все сращиваемые между собой проводки, как правило, изолируются посредством специальной термоусадочной трубки. Если такая трубка присутствует, то её нужно обрезать при помощи острого ножа таким образом, чтобы длина выходила на 2−7 мм за пределы всех швов. Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
Вначале подготовить провода. Для этого концы проводов, которые нужно припаять, предстоит хорошенько зачистить от изоляции. Все сращиваемые между собой проводки, как правило, изолируются посредством специальной термоусадочной трубки. Если такая трубка присутствует, то её нужно обрезать при помощи острого ножа таким образом, чтобы длина выходила на 2−7 мм за пределы всех швов. Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное — не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
 Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Подводя итоги
 Паяльник — это универсальный инструмент, при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности.
Паяльник — это универсальный инструмент, при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности.
Простота эксплуатации прибора позволяет любому мужчине научиться им пользоваться в кратчайшие сроки.
И что немаловажно: для работы с паяльником не требуется наличие каких-либо профессиональных навыков.
Как правильно паять провода?
Пайка медных проводов паяльником является распространенной методикой соединения компонентов электрических цепей. При выполнении работ необходимо соблюдать технологию подготовки поверхности и нанесения припоя. При нарушении правил стыка кабелей не обладает достаточной прочностью и оказывает негативное влияние на работу электротехнического оборудования.
Что потребуется для пайки
Для соединения кабелей припоем потребуется электрический паяльник, мощность устройства зависит от сечения и материала провода. Для повышения качества работы жало очищается от нагара и следов канифоли абразивным инструментом. В бытовых условиях для чистки применяется напильник или наждак на плотной основе. Напильник позволяет удалить грубые наросты нагара, наждачная бумага предназначена для финишной обработки рабочей поверхности жала.

При пайке медных проводов потребуются дополнительные приспособления для обрезки и удаления изоляционного слоя. Кабели подгоняются под требуемый размер электротехническими кусачками, рекомендуется использовать инструмент с изолированными рукоятками. Для удаления изолятора применяется канцелярский нож или специальные клещи, позволяющие равномерно зачищать кабель.
Дополнительные приспособления, используемые при пайке:
- Основание, предназначенное для хранения паяльника и дополнительных принадлежностей. Устройство изготовлено из металла или термостойкого пластика.
- Подставка, позволяющая корректно позиционировать соединяемые детали. При удержании толстых кабелей рукой детали будут разъезжаться в стороны, что ухудшает качество соединения. Встречаются подставки с дополнительными зажимами, увеличительным стеклом и подсветкой. Оборудование предназначено для пайки малогабаритных деталей.
- Металлическая сетка, позволяющая убрать из линии стыка излишки припоя.
- Пинцеты или зажимы, предназначенные для облегчения процедуры соединения деталей припоем.
Выбор правильных материалов
Для очистки поверхности медной проводки от окислов, препятствующих нанесению припоя, используются активные вещества, способные удалить посторонние налеты. Базовым средством является канифоль, вещество не относится к категории агрессивных и не требует дополнительной промывки поверхности. Канифоль применяется для соединения тонких проводников или монтажа компонентов на печатных платах.
Если планируется подсоединить провода к луженым элементам, то применяется раствор канифоли в органическом растворителе или специальный флюс в виде пасты. Флюс наносится на место соединения, после нанесения припоя удалять остатки вещества не требуется. Для припаивания тонких проводников применяется активированный флюс на основе канифоли (например, ЛТИ 120). Допускается использование глицерин-гидразиновой пасты, после обработки место стыка обезжиривается.
Кислотные флюсы применяются при монтаже деталей с увеличенными габаритами. Остатки агрессивного вещества требуется удалить раствором соды. Для соединения алюминиевых проводников рекомендуется использовать специальные флюсы (например, Ф 64), обеспечивающие контакт металлических деталей. Поскольку в состав реагента входят ядовитые составляющие, то работа выполняется в проветриваемом помещении или под вытяжным зонтом.
Необходимо подготовить припой, который будет использоваться для соединения. Существует несколько разновидностей свинцово-оловянных материалов, отличающихся пропорцией компонентов. От процентного соотношения свинца и олова зависит температура плавления сплава. Материал поставляется в виде сплошных прутков или проволоки с наполнителем из канифоли.
Подготовка
Перед началом соединения кабелей необходимо провести подготовительные работы:
- Заточить жало паяльника наждачной бумагой для получения гладкой поверхности с металлическим блеском. Передняя кромка жала затачивается под углом 45-60°, в результате инструмент приобретает конфигурацию жала плоской отвертки. На части изделий используется необгораемое жало, которое очищается от окалины специальной губкой. Заточка подобного инструмента запрещается.
- Включить устройство в бытовую сеть и дождаться прогрева. Если оборудование оснащено регулятором температуры, то требуется выставить желаемый параметр.
- Несколько раз окунуть жало в канифоль или флюс, а затем приложить к припою. Манипуляции продолжаются до момента покрытия зачищенного участка медного жала припоем. По мере появления нагара в процессе работы проводится повторное лужение поверхности. Паяльное оборудование с регулятором температуры менее подвержено образованию нагара.
- Очистить основу кабелей от слоя изолятора, а затем выполнить обработку токопроводящих жил. Если производится пайка многожильного провода, то металлические элементы предварительно скручиваются. Затем скрутка прогревается паяльником, наносится слой флюса и припоя. При соединении многожильных кабелей рекомендуется применять жидкий флюс, который проникает в выемки и зазоры между жилами.
Процесс пайки паяльником
Предварительно облуженные детали соединяются вместе, для повышения прочности стыка допускается скручивание медных жил плоскогубцами. Затем в зону соединения вносится припой, который переносится на жале паяльника. Допускается использовать специальную проволоку с канифолью внутри, которая подается к месту соединения проводов. Разогретое жало паяльного оборудования расплавляет свинцово-оловянный материал, который заполняет пустоты между соединяемыми деталями. Излишки припоя удаляются металлической сеткой.
У начинающих монтажников возникает вопрос, как правильно паять провода, изготовленные из разнородных материалов (например, меди и алюминия). Существуют специальные флюсы, обеспечивающие смачивание припоем поверхностей. Но не рекомендуется соединение подобных деталей методом пайки, поскольку в стыке начинаются процессы электрохимической коррозии. Для соединения разнородных металлических деталей используются специальные муфты, исключающие коррозию и разрушение проводников.
Меры предосторожности
Правила техники безопасности, которые необходимо соблюдать при работе с паяльным оборудованием:
- Поскольку при пайке свинцово-алюминиевыми припоями используются металлические детали, разогретые до 250-300°С, то возникает риск термических ожогов. Организация рабочего места и проведение работ без спешки снижают риск получения травм.
- При работе жало паяльника располагается на удалении от кабеля питания, поскольку разогретый элемент разрушит изоляцию. Для удержания инструмента рекомендуется применять специальную подставку.
- Запрещается прилагать физические усилия к паяльнику. Дополнительное давление не способствует ускорению процедуры соединения. Чтобы расплавить каплю припоя, необходимо прогреть точку до требуемой температуры. Жало прикладывается к этому месту, а затем необходимо выждать несколько секунд, пока место стыка не прогреется до температуры плавления припоя. При излишнем давлении возникает риск соскальзывания жала и травмирования кистей рук раскаленным инструментом.
- При работе с кислотными флюсами рекомендуется использовать защитные очки. При соединении деталей в неудобном месте (например, в распаечных коробках в помещении) очки используются и при применении канифоли. Защитные приспособления снижают риск травмирования брызгами припоя.
- Поскольку пары припоя и флюсов ядовиты, то все работы выполняются в проветриваемом помещении или под специальной вытяжкой с электрическим вентилятором.
Распространенные ошибки
Распространенной ошибкой при пайке медных проводов является нарушение температурного режима в месте соединения. При недостаточном прогреве припой не заполняет воздушные промежутки между деталями. Соединение не обладает прочностью, при малейшем приложении нагрузки кабели отходят друг от друга. Перегрев поверхностей приводит к выгоранию флюса и образованию на поверхности проводки слоя окислов и окалины, препятствующего соединению элементов припоем.
При соединении кабелей припой подается с одной стороны сопрягаемых деталей. Стык является корректным, если материал вытек с противоположной стороны элементов. При недостаточном количестве припоя и снижении температуры образуются зоны, лишенные контакта. Начинающие монтажники прогревают зону концом жала паяльника, рекомендуется использовать всю рабочую поверхность инструмента.
Пауза между расплавлением припоя и нанесением материала на линию стыка приводит к выгоранию флюса. Для обеспечения качественного соединения необходимо одновременно подносить жало и подавать припой. Навыки правильного обращения с паяльным оборудованием приходят только с опытом, поэтому начинающим монтажникам не рекомендуется выполнять ответственные работы.
Рекомендации как правильно паять паяльником
Любой мужчина хотя бы раз в жизни брал в руки паяльник и соединял провода, восстанавливал обрывы в электросхемах радио, телевизоров и даже на автомобилях и мотоциклах.

В семьях хранятся ещё советские электрические паяльники на 60, 90 ватт мощности.

Краткое содержимое статьи:
Краткая история пайки металлов
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.

Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.

Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.
Пайка медью началась несколько позже, и только десять столетий назад – латунью.
Европа-старушка присоединилась позже других континентов – ближе к научным основам этих технологических процессов (температурные режимы, составы припоев и так далее).


Как правильно паять паяльником с припоем, канифолью и кислотой: основы для чайников
 Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
 После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
 Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью
 Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
Как правильно паять паяльником провода, радиоэлементы и детали
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».

Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.

Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.

Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.

Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.

С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры. Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.

Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).

Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.

Вот такими стали медные провода после лужения.

Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.

Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.

Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.

С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.

Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.

Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третье
Основы пайки — как правильно паять паяльником
Базовые принципы пайки намного легче, чем вы думаете. В этой статье вы узнаете, как правильно паять и что нужно, чтобы припаять провод к плате. Этот навык пригодится при пайке электросхем.

Шаг 1: Припой
Что нужно для паяния проводов? В простейшей робототехнике используется в основном трубчатый припой 0,8 мм 60/40. Можно использовать припой и другого диаметра, чуть больше или чуть меньше. Однако соотношение олова и свинца должно быть 60/40.
Так как в припое содержится свинец, примите меры предосторожности:
- Всегда мойте руки с мылом после использования припоя, чтобы смыть все остатки свинца.
- Не прикасайтесь к глазам и слизистым покровам во избежание попадания на них свинца.
Шаг 2: Включаем паяльник

Прежде чем приступить к пайке, включите паяльник и дайте ему нагреться до нужной температуры. Если у вашего прибора есть регулятор температуры, выставьте его на 300-350°С, в этом диапазоне происходит пайка большинства сплавов.
Если ваш паяльник не обладает возможностью регулировать температуру, просто дайте ему нагреться в течение пяти минут, а затем можете попробовать паять.
Шаг 3: Учимся держать ручку


Всегда держитесь за изолированную рукоятку! Металлическое жало чрезвычайно горячее, и прикосновение к нему вызовет тяжелые ожоги.
Очень часто рекомендуют держать ручку паяльника как ложку, однако мне удобнее держать ее как пишущую ручку. Попробуйте сами и решите, как вам удобнее.
Шаг 4: Всегда ставьте паяльник на подставку

Всегда ставьте прибор на подставку, если вы закончили работать с ним на данный момент.
Просто отложенный в сторону паяльник может стать причиной катастрофы, поэтому возьмите себе за правило всегда возвращать его на подставку.
Поскольку вы собрались творить, а не разрушать, приучите себя всегда быть на чеку во время работы с паяльником, вплоть до его полного остывания. И никогда не отвлекайтесь, если держите паяльник в руке.
Шаг 5: Лужение наконечника

Если вы используете новый прибор, вам нужно будет покрыть тонким слоем олова – залудить его. Этот слой облегчит работу с припоем при пайке.
Шаг 6: Оголяем провода
Чтобы спаять провода вместе нужно сначала снять с них изоляцию.
Шаг 7: Скручиваем провода
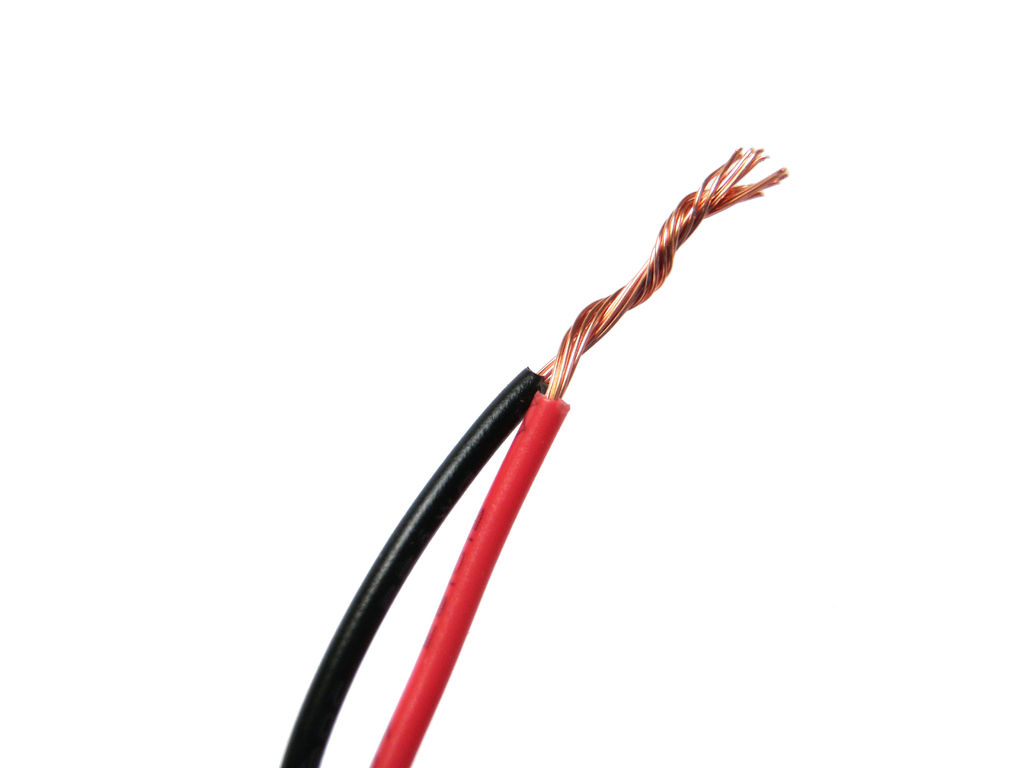
Оголенные концы двух проводов скрутите вместе.
Шаг 8: Припой
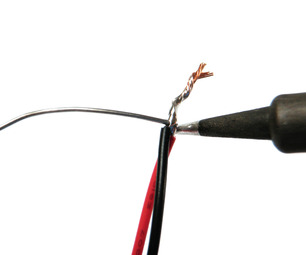
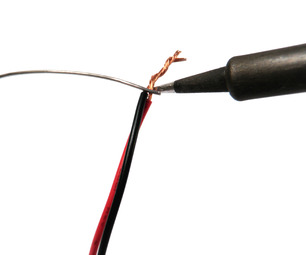
Прикоснитесь жалом к скрутке, чтобы провода нагрелись. Прижимайте припой к скрутке до тех пор, пока он не расплавится, и они не спаяются вместе. Как только припой и провода сплавятся вместе, уберите припой и паяльник.
Шаг 9: Отрезаем лишнее

Отрежьте лишнюю длину спаянной скрутки. Вам нужно лишь основание паяного соединения, где два провода становятся единым целым.
Шаг 10: Чистим паяльник
Теперь вы знаете как правильно пользоваться паяльником, и помните, что после любой пайки жало нужно почистить. Для этого просто проведите жалом по специальной чистящей подушке. Если у вас ее нет, воспользуйтесь слегка влажной губкой.
медные провода, скрутка, инструмент и припой
Содержание статьи:
Все без исключения электромонтажные схемы предусматривают наличие разветвления и соединения кабелей и проводов. Для этого требуется дополнительно устанавливать распределительную коробку, которую изготавливают из металла или полимерных материалов. Однако установить конструкцию недостаточно, важно знать технологию пайки скруток проводов в распредкоробке.
Для чего нужны распределительные коробки

Коробка для коммутации проводов
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Общие правила коммутации
Реализация метода пайки напоминает сварочные работы, только используется обыкновенный паяльник, а не инверторный аппарат с электродами. Перед скруткой жилы нужно залудить. Для этого разогревается паяльник, погружается в канифоль и проводит по зачищенным от изоляции местам несколько раз до появления рыжеватого оттенка.
Для качественного выполнения работ нужно предварительно проверить жало паяльника. Важно, чтобы оно было чистым. Если поверхность неровная, на ней скопились загрязнения, сделать качественный припой будет невозможно. Загрязнения удаляются с помощью напильника, далее его конец повторно лудится.
Преимущества пайки в сравнении с другими способами соединения

Инструмент для снятия изоляции с проводов – стриппер
Существует несколько способов соединения проводов в распределительной коробке, однако минимальным переходным сопротивлением и монолитным соединением отличается только пайка и сварка. Спаять провода в домашних условиях может каждый желающий. Для сварки потребуется опыт и наличие специального сварочного аппарата.
Для проведения работ потребуется следующий набор инструментов:
- флюс;
- нож, предназначенный для удаления изоляционного материала;
- припой;
- бокорезы;
- паяльник;
- плоскогубцы или пассатижи;
- наждачная бумага.
Предварительно не подготовив весь необходимый инструмент и расходные материалы, приступать к работе нельзя.
Пайка проводов

Снятие изоляции с провода
Лужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки. По окончании работ их укладывают любым желаемым способом.
Пайка проводов в распределительной коробке запрещена в натяг. Запас в данном случае также неуместен.
Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.
Основные виды соединения проводов под пайку
Провода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Выбор мощности паяльника
 Для качественного выполнения работ требуется использовать довольно мощные паяльники, не менее 65 Вт. Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки. Если мощности устройства недостаточно, это может привести к «холодной пайке» – припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Для качественного выполнения работ требуется использовать довольно мощные паяльники, не менее 65 Вт. Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки. Если мощности устройства недостаточно, это может привести к «холодной пайке» – припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Устройство должно оптимально прогревать место в течение 1 минуты и не более, поверхность припоя по окончании работ должна быть гладкой, иметь равномерный блеск.
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70 Олово – 30 | 3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец – 60 Олово – 40 | 3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10 Олово – 90 | 4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2 Свинец – 37 Олово – 61 | 4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39 Олово – 61 | 4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3 Свинец – 33,3 Олово – 33,3 | – | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50 Свинец – 25 Олово – 50 | – | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3 Свинец – 45,1 Олово – 6,9 | – | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5 Висмут – 50 Свинец – 25 Олово – 12,5 | – | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Последние три марки обладают низкой температурой плавления и невысокой прочностью сплава.
Защита места пайки от окисления

Флюс для пайки
Для защиты места пайки от окисления кислородом используется флюс. При работе с медью чаще всего применяются:
- Канифоль, в ее состав входит только сосновая канифоль.
- ЛТИ-120 включает в себя триэтаноламин (1-2%), солянокислый анилин (3-7%), этиловый спирт (66-73%), канифоль (20-25%).
- В состав спиртоканифоли входит этиловый спирт (60-70%) и канифоль (30-40%).
Самый простой, бюджетный и при этом распространенный вариант флюса – обычная канифоль. Единственная трудность, которая может возникнуть при работе с веществом – твердое агрегатное состояние.
Технология пайки и лужения

Простой способ лужения
Приступая к пайке или лужению проводов, важно последние разместить горизонтально таким образом, чтобы жало паяльника беспрепятственно касалось всех сторон. Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться.
Перед облуживанием провода нагревают паяльником и параллельно касаются места нагрева кусочком канифоли до тех пор, пока она не начнет плавиться. Если используется жидкий флюс, его наносят предварительно еще до начала нагрева. После лужения провода скручиваются.
Технология пайки немного отличается, поскольку здесь требуется большее количество припоя. На токопроводящие жилы наносится флюс и паяльником прогревается до равномерного распределения расплавленной капли. В случае необходимости процедуру можно повторить.
Пайка с помощью горелки и тигля

Приспособление для спайки проводов
Если предстоит большой фронт работ, целесообразно использовать тигли, представляющие собой полый металлический цилиндр, оснащенный ручкой для заполнения расплавленным припоем. Это устройство может нагреваться с помощью газовой горелки или же применяться в качестве насадки на мощный паяльник.
Емкость вмещает в себя небольшое количество расплавленного припоя, пока он застывает, человек успевает сделать несколько скруток.
Меры предосторожности
Во время выполнения работ следует проявлять осторожность, поскольку расплавленный припой может оставить сильные ожоги при попадании на кожные покровы. Во всех марках припоев содержится свинец, пары которого токсичны для человека. Чтобы предотвратить отравление, работать нужно в респираторе.
При пайке проводов запрещается применять кислотосодержащие активные флюсы, поскольку после завершения работ они требуют полного удаления. Остатки флюса оказывают разрушающее действие на все материалы, особенно для меди агрессивны паяльная кислота и хлористый цинк.
В целом работа не должна вызвать сложностей, главное заранее ознакомиться с технологией выполнения, подготовить весь расходный материал и инструментарий.