


Вопрос: Как паять алюминий? — Дом и сад
Содержание статьи:
Как обычной турбогорелкой паять алюминий.
Видео взято с канала: Glavnyiy Mehanik
✔️КАК ПАЯТЬ ЗАЛУДИТЬ АЛЮМИНИЙ | ЛЕГКИЙ СПОСОБ | ПАЙКА ЛУЖЕНИЕ АЛЮМИНИЯ паяльником БЕЗ ГОРЕЛКИ
Видео взято с канала: Evseenko Technology
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
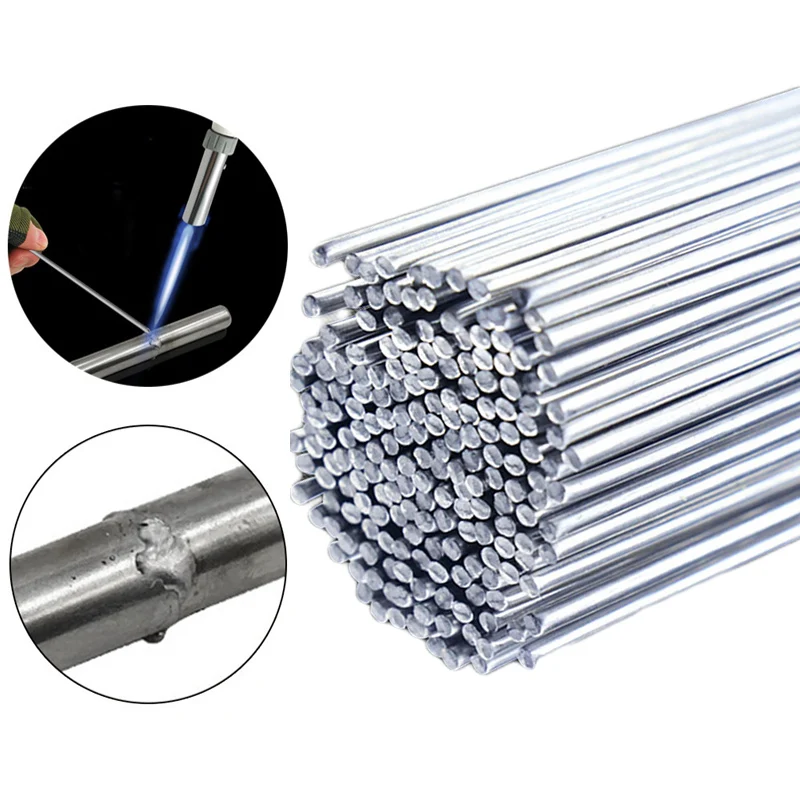
Показать описание⇒ Нашел припой на Алиэкспресс, 20шт: http://ali.pub/4516ly еще 10-20-50шт: https://ali.ski/BlSC7.
ВНИМАНИЕ! На Али есть лоты дешевле 2-3 доллара, но это продают просто проволоку без флюса!
Привет друзья! В этом видео покажу как можно просто и дешево паять алюминий без использования аргона. Шов получается прочный, аккуратный и герметичный..
В видео используется припой марки CASTOLIN 192, еще можно использовать HTS-2000. Припой продается в магазинах с медными трубками и радиаторами..
Покупал тут: “Магазин медных труб”, Московская обл, г.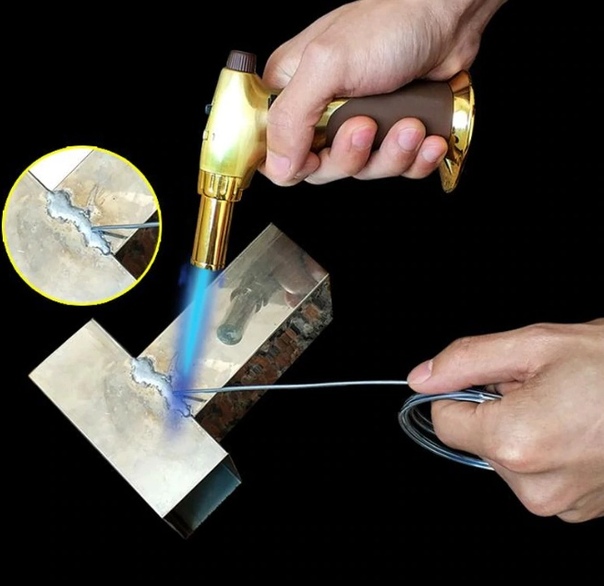 Реутов, шоссе Энтузиастов, владение 19. Торговый комплекс ‘Владимирский Тракт’, пав. 28Ф, сайт: http://eurometalgroup.ru (звонить им смысла нет, просто приезжаете в точку продаж и покупаете, на сайте несколько адресов).
Реутов, шоссе Энтузиастов, владение 19. Торговый комплекс ‘Владимирский Тракт’, пав. 28Ф, сайт: http://eurometalgroup.ru (звонить им смысла нет, просто приезжаете в точку продаж и покупаете, на сайте несколько адресов).
⇒ Скидка от 5% на все товары Алиэкспресс: http://voltnik.ru/cashback.
⇒ Видео о том как работает скидка: https://youtu.be/D959at2-ChY.
⇒ Мобильное приложение EPN cashback: http://voltnik.ru/cash-mobile.
♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦.
Мой профиль на ThinkerCAD: https://goo.gl/ee2ExZ.
ALIEXPRESS: http://voltnik.ru/aliexpress.
BANGGOOD: http://voltnik.ru/bngd.
GEARBEST: http://grbe.st/XBBp5O.
♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦.
✔ Группа ВК: https://vk.com/voltnik.
✔ Сайт канала: http://voltnik.ru/.
#voltnikИнструменты
Видео взято с канала: voltNik
ПАЙКА АЛЮМИНИЯ БЕЗ АРГОНА! В домашних условиях.
Видео взято с канала: Сам себе КОЛХОЗНИК
как запаять алюминий оловом
Видео взято с канала: АС МАСТЕР ремонт авто в омске
Паять алюминий? Легко!
Видео взято с канала: MotoDalnoBoy
Как припаять к алюминию? Легко.
 Нужен только паяльник! Без флюсов, без горелки!
Нужен только паяльник! Без флюсов, без горелки!Видео взято с канала: Lithium Master
Как паять алюминиевую проволоку
Для опытного мастера не вызовет труда пайка проводов и деталей из меди, латуни или стали, но возникнут трудности с пайкой проводов из алюминия или деталей из данного металла.
Решение такой проблемы стоит за использованием особых припоев. Мы рассмотрим предмет припоя, в качестве которого выступит проволока АК5.
Зачем нужен
- На поверхности детали из алюминия при контакте с воздухом образуется окисная пленка она же оксидная, в результате пленка создает препятствие процессу нанесения тонкого расплавленного слоя олова на металл;
- Пайка усложняется тем, что температура плавления алюминия равна 660 градусам, а температура плавления сплавов от 500 до 640 °C.

Рассмотрение выше приведённых аргументов говорит о том осуществить пайку без специального оборудования, в самом деле, невозможно.
Какой выбрать припой
В качестве особо плавкого припоя можно использовать олово, свинец, кадмий и цинк. Для пайки алюминиевых элементов выбирают такой припой, как серебро, алюминий и еще ряд легкоплавных металлов.
Алюминиевая проволока используется в сварочных и электромонтажных работах. Проволока имеет довольно высокую проводимость тока, износостойкая и не подвергается коррозии, обладает высокой устойчивостью к агрессивной среде.
Преимущества алюминиевой проволоки:
- достаточно легкая;
- проводимость тепла и тока;
- устойчивость к коррозии;
- пластичность.
Область использования алюминиевой проволоки и где купить
Чаще всего алюминиевую проволоку применяют в судостроении, авиастроении и машиностроении, а также в строительстве промышленных и жилых зданий, для изготовления сувенирных изделий, предметов интерьера.
Проволока также применяется в оформлении загородных беседок, при производстве проводов для высоковольтных станций. Для конструкций, которые все свое существование контактируют с почвой или влажной средой, при сварке используется алюминиевая проволока.
Алюминиевую проволоку можно приобрести в специализированных магазинах, заказать на заводе, где ее изготавливают или воспользоваться интернет-ресурсами, занимающимися реализацией подобного товара.
Пайка алюминия [Архив] — LASERS.FONAREVKA.RU
Просмотр полной версии : Пайка алюминия
Hobbi TV
23.10.2011, 18:50
Кто-нибудь пробовал паять алюминий? Как его паять надо? Перепробовал множество рецептов из инета — не лудится.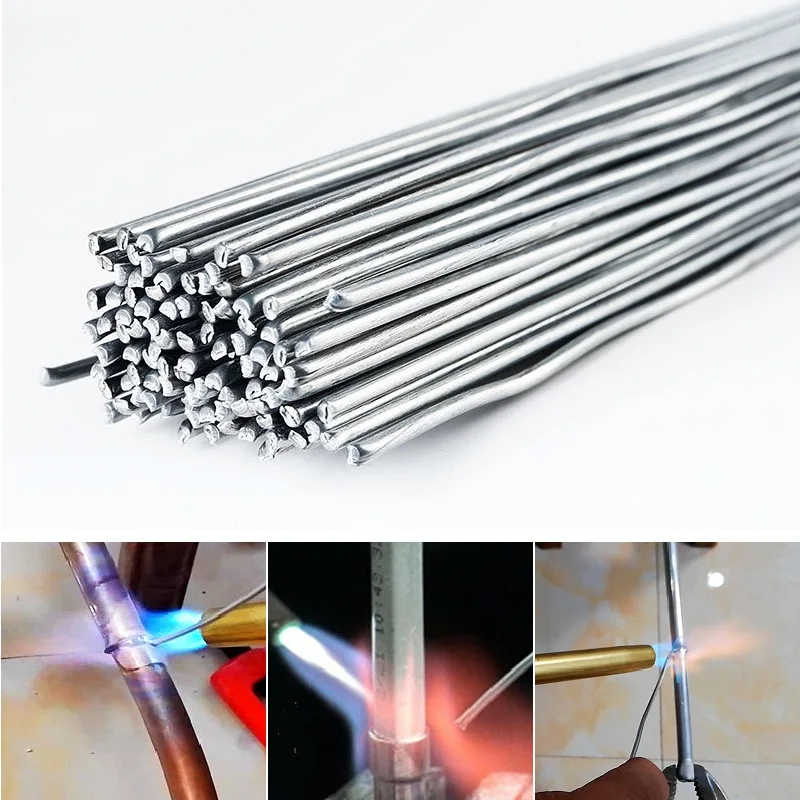
Убил 2 дня на эксперименты, чтобы хоть какой-то результат получить. Но, пока он далек от идеала.
у меня дето валялся спец флюс ккак раз для пайки алюминия но я не тестил честно говоря, а по нормальному делают гальванику(наносят медь) и потом пояют вроде как…
Hobbi TV
23.10.2011, 19:14
я не тестил честно говоряЭто главный момент.
Я уже кое-что протестил. Оксидную пленку не берут:
1. паяльная паста
2. спец. флюс ф59а
3. спец. флюс, который нахваливают в инете (без названия)
4. асперин
5. паяльная кислота
6. канифоль
При этом, царапание поверхности тоже не помогает.
chem_kot
23.10.2011, 19:18
Пайка алюминия в любом случае будет непрочной. Практически всегда на поверхности будет оксидная пленка. Но даже если удастся припаяться, место спая будет ненадежным вследствие образования гальванической пары
Оксидную пленку разъедает щелочь. И то со временем…
я зачищаю поверхность, потом царапаю, и грею.
 только потом наношу флюс:
только потом наношу флюс:http://pripoi.ru/images/goods/flux-lo/alum.jpg
так и паяется. Остальное бесполезно. Ф59, аспирин, канифоль, кислота, всё тоже проверял. только этот флюс вступает в бурную реакцию, пузырясь на алюминии. а если разогреть, то «эффект» будет лучше.
о вот такой флюс и у меня)
Technic47
23.10.2011, 20:13
Al2O3 съедает серная кислота более 80%. Более никак. У него 1-ая группа механической прочности. То есть физически если только шкуркой. А химически он очень стоек.Щёлочь разъест, если доберётся до самого алюминия. То есть если расцарапать, то можно съесть. К примеру я травил дюраль от любой плёнки в KOH и потом в азотной кислоте. После этого на поверхности чистый алюминий. Но это очень сильные щёлочь и кислота. Более 90%.
Согласен. Но у меня таких адовых концентраций нет, и я просто повышаю температуру алюминиевой детали.
 Чтобы флюс прокипел.
Чтобы флюс прокипел.да, соединение нельзя назвать надёжным, но оно удовлетворительное уж точно… гнул милиметровый облуженный МГТФ, и пайка не отвалилась. А сколько под ней осталось оксида… Тут уж как повезёт…
Вот ↓ Анодированный радиатор. Шкрябал только точку нагрева. остальное флюс пожрал.
Hobbi TV
23.10.2011, 21:14
греюА чем ты ее греешь? У меня ни паяльник, ни печка с этим флюсом не сработали. А вот в паяльной ванночке этот флюс схватился.
Но, у него проблема — повышенное газообразование. В результате припой начинает бурлить и не на всем протяжении детали схватывается. Кстати, в паяльной ванночке надо его использовать только в защитных очках — легко можно без глаз остаться.
Добавлено через 3 минуты
Насколько я вычитал, самый мощный флюс из придуманных для алюминия — ф-69. А также, припой нужен с содержанием олова не менее, 60 процентов. А лучше, цинк. Вот только, где чистый цинк найти, я пока не понял.
Ф-69 нашел в продаже — завтра в магазин заеду. Заодно и припой в ванночке заменю, а то у меня там «дедушкин». Понятия не имею, сколько в нем олова.
Заодно и припой в ванночке заменю, а то у меня там «дедушкин». Понятия не имею, сколько в нем олова.
Грею зажигалкой либо стоватным паяльником. Бурлит сильно. но наношу раза 2. успевает всё объесть. Дым просто сдуваю от себя 🙂 И как я уже говорил, я сам не знаю насколько равномерно схватывается поверхность под припоем.
Hobbi TV
23.10.2011, 21:22
Этот флюс почему-то может иметь оттенок от жёлтого до коричневого.
Ага, я тоже внимание обратил. У тебя светлый, а у меня темный.
это фото с поисковика 🙂
chem_kot
23.10.2011, 22:48
Цинк можно содрать с новых солевых батареек (не алкалиновых) — стаканчик
Hobbi TV
23. 10.2011, 22:57
10.2011, 22:57
кислотами/щелочами удалять оксид алюминия бесполезно
Флюс же тоже не просто так придумывали.
Lum1noFor
23.10.2011, 23:06
Не смотря на все потуги разработчиков флюсов и т.д. алюминий нормально не паяется ничем. Немного схватывает, но при первой же нагрузке все отвалится. Сам раньше интересовался этой темой, а потом забросил, т.к. решения так и не нашел.
chem_kot
23.10.2011, 23:41
Флюс же тоже не просто так придумывали.Как правило, такие флюсы не на водной основе 😉 тот же глицерин…
А о невозможности нормальной пайки я писал на прошлой странице…
Есть специальный припой для пайки аллюминия. Паяет намертво и без всякого флюса. Правда достаточно высокотемпературный. В чип и дипе покупал, кажись этот: http://www.chipdip.ru/product0/79927976.aspx.
Hobbi TV
24.10.2011, 12:36
Есть специальный припой для пайки аллюминия.К сожалению, мне он не подходит. 🙁
Скорее всего, он на основе алюминия. А мне надо не алюминий с алюминием спаять, а разъем к алюминию припаять. Материал разъема без проблем лудится пастой. Подозреваю, что специализированный припой его не возьмет.
А мне надо не алюминий с алюминием спаять, а разъем к алюминию припаять. Материал разъема без проблем лудится пастой. Подозреваю, что специализированный припой его не возьмет.
Если нагреть алюминий, и расплавить на нем припой, а потом под припоем царапнуть его то должно схватится, еще его термитным карандашом сплавляют))
А ещо можно ртутью покрыть, на амальгаме оксидная пленка не держытся, а затем паять, но он будет быстро окислятся на воздухе (сам проверял)
Паять с ртутью? Ну вы извращенец 🙂 Поделитесь противогазами.
Паять с ртутью? Ну вы извращенец 🙂 Поделитесь противогазами.
ну если безвыходная ситуация то можно и со ртутью, причем образуется амальгама алюминия, из ее ртуть не должна испарятся(ею зеркала раньше покрывали), и еще малые количества ртути безвредны, и отравление ею наступает при вдыхании ее паров на протяжении 1-2 недель, в количестве из двух градусников;)
и воще я привел это как просто еще один безотказный вариант, и ни кто вас паять с ней не заставляет
Я сначала лужу алюминий припоем «Авиа-1», а затем паяю.
Hobbi TV
24.10.2011, 22:59
Если нагреть алюминийСудя по всему, это одна из главных проблем. Причем, не решается тривиально.
расплавить на нем припой, а потом под припоем царапнуть его то должно схватится
Куплю скальпель — попробую еще раз. Если просто паяльником царапать — ноль эффекта.
А ещо можно ртутью покрыть
Не, больничка у меня пока в планы не входит. 🙂
Добавлено через 1 минуту
Я сначала лужу алюминий припоем «Авиа-1»
Его еще достать надо умудриться — нет даже в Ч&Д. 🙁
Hobbi TV
24.10.2011, 23:08
В процессе экспериментов стало понятно только одно: прежде, чем алюминий лудить, его надо предварительно нагреть до температуры работы флюса. После этого нанести флюс, а уже потом лудить. Как }|{B@N и советовал.Кстати, ф64 — круче нонейма. Если его на алюминий нанести, то на поверхности начинается мощная реакция (флюс буквально кипит). Только, от этого пока не легче. 🙁 Паяльная ванна его не залудила, паяльник не может прогреть деталь до требуемой температуры, а паяльная печь успевает испарить флюс с поверхности до плавления пасты.
Придется покупать паяльный стол…
Ryazanec
25.10.2011, 12:32
Я паял с металлическими опилками, они насыпаются на алюминий, затем свеху флюс (когда его не было, то просто капал расплавленной канифолью) и грел паяльником с большой каплей припоя, опстепенно шкрябая по алюминию. Опилки царапали алюминий, а капля припоя постепенно прилипала к царапинам. Царапать нужн оприличное время, канифоль может выкипать — ей придетя добавлять, иногда приходится подсыпать опилки, они абразивную функцию выполняют.В любом случае пайка не очень надежная, припаяный толстый провод можно оторвать с припоем от пластины, если очень сильно потянуть за провод, в случае с пайкой к меди — отрывается провод от припоя, надрывая его.
Да, иногда этим способом не с первого раза припаять получается, есликанифоль выгорает и становится темной, то она загрязняет царапины сильно, тем же отскобленным окислом.
Паять ужно паяльником с медным жалом — необгораемое жало так испортить можно.
я зачищаю поверхность, потом царапаю, и грею. только потом наношу флюс:
http://pripoi.ru/images/goods/flux-lo/alum.jpg
так и паяется. Остальное бесполезно. Ф59, аспирин, канифоль, кислота, всё тоже проверял. только этот флюс вступает в бурную реакцию, пузырясь на алюминии. а если разогреть, то «эффект» будет лучше.
я описывал в теме про свой фонарик, что алюминий паяется нелегко, и не всегда с первого раза… Приходится несколько раз зачищать заново, пока не получится((
У меня такой-же флюс есть. Пробовал с его помощью облудить паяльником — бесполезняк. Так и валялся без дела. Сейчас, воодушевленный темой и паяльной станцией, решил снова попытать счастья. И… слава lukey 702, заработало:) Оптимальная технология получилась такая — греем люминь феном, до плавления припоя, кладем капельку припоя сверху, потом на гвоздике капельку флюса. Начинается бурная реакция и припой растекается по поверхности. Можно слегка гвоздиком подправить. И все;)
Hobbi TV
26. 10.2011, 00:37
10.2011, 00:37
Я припаял провод к анодированному алюминию, не счищая анодирование. При этом провод держится так, что руками не оторвать. Правда, припой у меня не захотел растекаться по поверхности – пришлось его повозить. Наверно, текучесть зависит от сплава.
Основная проблема – теплопроводность алюминия. Ставил эксперименты на заготовке 30х45х2 мм. Нагрел ее до 350 градусов, снял с паяльного стола и вставил залуженный провод в припой на ее поверхности. Секунд через 20 припой схватился (ПОС61 – температура плавления 220 градусов), а еще секунд через 40 заготовка была чуть теплая. Вот такая теплопроводность у алюминия. Обычным паяльником нормально к нему что-то припаять – без шансов.
Lum1noFor
29.12.2013, 01:12
Здесь дело не в флюсах, а в припое. Наткнулись тут недавно на припой какой-то — продается в тонких стерженьках, где-то по 5 баксов за 10 см. Температура плавления около 450 градусов, т.е. только горелкой. Но держит так, что не отодрать никак. Брали пластинки алюминия толщиной около 4 мм, спаивали их буквой Т. Зажимали в тиски и ударяли молотком. Только гнется, а место спайки намертво. Если кому интересно — могу узнать, что за припой. Паяется вообще без флюса.
Брали пластинки алюминия толщиной около 4 мм, спаивали их буквой Т. Зажимали в тиски и ударяли молотком. Только гнется, а место спайки намертво. Если кому интересно — могу узнать, что за припой. Паяется вообще без флюса.
Мне интересно что это за припой.
Мне интересно что это за припой.
Был в сообщении N18.
Hobbi TV
31.12.2013, 00:22
Здесь дело не в флюсах, а в припое.Еще как в флюсе.
Суть пайки то простая. Флюс растворяет окислы и замещает их собой, чтобы новые не образовались. А припой уже вытесняет флюс и вступает в контакт с чистым металлом. Без флюса не обойтись…
Паял тут провода на листовой алюминий, чисто канифолью паяльник грел до 360град
конечно пайка фигня но держится. Да KOH и NaOH вступают в реакцию значит оксид съедает, но вот попробовать щелочью припаять еще. В принципе порошок железа есть у меня.
Еще один говорил что паял так: чистил алюминия напильником под маслом что бы воздух не соприкасался и тогда оксид не образуется, и паяется норм. Он так кабель на антенны паял.
Hobbi TV
08.01.2014, 09:38
Еще один говорил что паял так: чистил алюминия напильником под маслом что бы воздух не соприкасался и тогда оксид не образуется, и паяется норм.
Можно и так. Но, это геморрой какой-то. Проще специальный флюс использовать…
была идея сделать мини камеру, по типу углекислотной… но руки не дошли.. может кто чего ковырял? )
Ryazanec
24.08.2015, 12:24
Проще канифоль с опилками смешать, и при пайке напильником шкрябать, опилки оксид сами снимут а олово прилипнет — способ для походных условий, когда есть в наличии канифоль напильник и гвоздь для получения опилок, но нет масла.
лучший способ это меднение того места где паять, проверено!
лучший способ это меднение того места где паять, проверено!
А это можно сделать легко и просто, без хитрых реактивов?
А может тогда не медь, а сразу олово наносить…
Hobbi TV
24. 08.2015, 22:53
08.2015, 22:53
Какое меднение? =O Я же лично алюминий паял…
Лучший способ — это специальный флюс для алюминия. Во время пайки возникает только одна проблема — нагреть деталь до температуры работы флюса. Для этого я и купил паяльный стол. Без него, проблематично. Но, если удастся деталь до нужной температуры нагреть – руками припаянный провод уже не оторвать.
ну если безвыходная ситуация то можно и со ртутью, причем образуется амальгама алюминия, из ее ртуть не должна испарятся(ею зеркала раньше покрывали), и еще малые количества ртути безвредны, и отравление ею наступает при вдыхании ее паров на протяжении 1-2 недель, в количестве из двух градусников;)
и воще я привел это как просто еще один безотказный вариант, и ни кто вас паять с ней не заставляет
очень сомнительно насчет безвредности, такая бяка склонна накапливаться в организме со всеми вытекающими. Римляне вон попили из свинцовых водопроводов )))
очень сомнительно насчет безвредности, такая бяка склонна накапливаться в организме со всеми вытекающими.
 Римляне вон попили из свинцовых водопроводов )))
Римляне вон попили из свинцовых водопроводов )))Непростой вопрос… Как-то в детстве, я разобрал старый сломанный уличный термометр, в котором было где-то полстакана ртути. Долго играл с ртутью, пока случайно не разлил на «черной» лестнице. Ртуть раскатилась на мелкие шарики по всем углам, собрать практически ничего не удалось. И никто не умер. Хорошо хватило мозгов, не баловаться с ней в комнате:)
Vlad, ну да, я еще не подумал об том что она взаимодействует с водой и изделие развалится…
Можно попробовать паять в атмосфере бутана, берем небольшую но высокую посудину, ложем туда детальку и заполняем ее бутаном из баллончика.Под слоем бутана зачищаем участок, куда будем паять, а дальше огнеопасно пожалуй… Можно очистить алюминий от оксидной пленки под каким нибудь керосином и залудить) Можно залудить сплавом розе, керосин ведь не кипит при 100С.:)
vBulletin® v3.8.7, Copyright ©2000-2021, vBulletin Solutions, Inc. Перевод: zCarot
Как паять алюминий паяльником
Мне нравится создавать бесплатный контент, полный советов для моих читателей, вас. Я не принимаю платное спонсорство, мое мнение принадлежит мне, но если вы сочтете мои рекомендации полезными и в конечном итоге купите что-то, что вам нравится, по одной из моих ссылок, я мог бы получить комиссию без каких-либо дополнительных затрат для вас. Узнать больше
Я не принимаю платное спонсорство, мое мнение принадлежит мне, но если вы сочтете мои рекомендации полезными и в конечном итоге купите что-то, что вам нравится, по одной из моих ссылок, я мог бы получить комиссию без каких-либо дополнительных затрат для вас. Узнать большеПаять алюминий может быть непросто, если вы этого раньше не делали. Оксид алюминия сделает большинство ваших попыток тщетными. Но если у вас есть четкое представление о процессе, он становится действительно простым. Вот где я и подхожу. Но прежде чем мы перейдем к этому, давайте рассмотрим некоторые основы.
В этом посте мы рассмотрим:
Что такое пайка?
Пайка — это метод соединения двух металлических частей вместе. Паяльник плавит металл, который склеивает две металлические детали или определенные отмеченные области. Припой, соединяющий расплавленный металл, очень быстро остывает после удаления источника тепла и затвердевает, удерживая металлические детали на месте. Довольно надежный клей для металла.
Относительно более мягкие металлы припаяны, чтобы удерживать их вместе. Обычно сваривают более твердые металлы. Ты можешь сделать свой паяльник только для ваших конкретных задач.
Припой
Он представляет собой смесь различных металлических элементов и используется для пайки. Раньше припой изготавливали из олова и свинца. В настоящее время чаще используются варианты без свинца. Паяльные провода обычно содержат олово, медь, серебро, висмут, цинк и кремний.
Припой имеет низкую температуру плавления и быстро затвердевает. Одним из ключевых требований к припоям является способность проводить электричество, поскольку пайка широко используется при создании цепей.
Поток
Флюс имеет решающее значение для создания качественных паяных соединений. Припой не смачивает соединение должным образом, если есть покрытие из оксида металла. Важность флюса обусловлена его способностью предотвращать образование оксидов металлов. Типы флюсов, используемых в электронных припоях которые обычно используются, обычно сделаны из канифоли. Вы можете получить сырую канифоль из сосны.
Вы можете получить сырую канифоль из сосны.
Пайка алюминия
Никогда не бывает такой же ортодоксальной пайки. Алюминиевые заготовки, занимающие 2-е место в мире по пластичности и высокой теплопроводности, часто бывают гораздо тоньше. Таким образом, хотя они обладают хорошей пластичностью, перегрев все равно сломает и / или деформирует их.
Правильные инструменты
Перед началом очень важно убедиться, что у вас есть инструменты, необходимые для пайки алюминия. Поскольку алюминий имеет относительно низкую температуру плавления, около 660 ° C, вам понадобится припой с более низкой температурой плавления. Убедитесь, что ваш паяльник специально предназначен для соединения алюминия.
Еще одна важная вещь, которую вы должны иметь, — это флюс, предназначенный для пайки алюминия. Канифольные флюсы на это просто не подействуют. Температура плавления флюса также должна быть такой же, как у паяльника.
Тип алюминия
Чистый алюминий можно паять, но, поскольку это твердый металл, с ним нелегко работать. Большинство изделий из алюминия — это алюминиевые сплавы. Большинство из них можно спаять одним и тем же методом. Однако есть несколько, которым потребуется профессиональная помощь.
Большинство изделий из алюминия — это алюминиевые сплавы. Большинство из них можно спаять одним и тем же методом. Однако есть несколько, которым потребуется профессиональная помощь.
Если ваш алюминиевый продукт отмечен буквой или цифрой, вам следует изучить спецификации и придерживаться их. Алюминиевые сплавы, содержащие 1 процент магния или 5 процентов кремния, относительно легче паять.
Сплавы, в которых их больше, будут иметь плохие характеристики смачивания флюсом. Если сплав имеет высокий процент меди и цинка, он будет иметь плохие характеристики пайки в результате быстрого проникновения припоя и потери свойств основного металла.
Работа с оксидом алюминия
Паять алюминий может быть сложно по сравнению с другими металлами. Вот почему ты все-таки здесь. В случае алюминиевых сплавов они покрыты слоем оксида алюминия в результате контакта с атмосферой.
Оксид алюминия нельзя паять, поэтому перед этим вам придется соскоблить его. Кроме того, имейте в виду, что эти оксиды металлов довольно быстро реформируются при контакте с воздухом, поэтому пайку следует выполнять как можно скорее.
Теперь, когда вы освоили основы, вы должны быть готовы приступить к пайке. Внимательно выполните следующие действия, чтобы убедиться, что вы делаете это правильно.
Шаг 1. Нагрев утюга и меры безопасности
Чтобы нагреть паяльник до идеальной температуры, потребуется некоторое время. Я бы посоветовал вам держать влажную ткань или губку рядом с счистить утюг любой лишний припой. Пока вы работаете, надевайте защитную маску, очки и перчатки.
Шаг 2: Удаление слоя оксида алюминия
Используйте стальную щетку, чтобы удалить слой оксида алюминия с алюминия. Если вы используете старый алюминий с сильным окислением, вам следует отшлифовать или протереть его ацетоном и изопропиловым спиртом.
Шаг 3: нанесение флюса
После очистки кусочков нанесите флюс на те места, которые вы хотите соединить. Для нанесения можно использовать металлический инструмент или просто стержень припоя. Это остановит образование оксида алюминия, а также вытянет железный припой по длинной стороне соединения.
Шаг 4: Зажим / позиционирование
Это необходимо, если вы соединяете два куска алюминия вместе. Зажмите их в том положении, в котором вы хотите присоединиться к ним. Убедитесь, что алюминиевые куски имеют небольшой зазор между ними при зажиме, чтобы припой для железа мог течь.
Шаг 5: Нагрев заготовки
Нагрев металла предотвратит легко растрескавшееся «холодное соединение». Нагрейте паяльником части деталей, прилегающие к стыку. Применение тепла к одной области может вызвать поток и припаяйте, чтобы перегреться, поэтому не забывайте перемещать источник тепла медленно. Таким образом можно равномерно нагреть поверхность.
Шаг 6: Добавление припоя в стык и окончательная обработка
Нагрейте припой, пока он не станет мягким. Затем нанесите его на сустав. Если он не прилипает к алюминию, вероятно, произошел реформирование оксидного слоя. Боюсь, вам придется снова чистить и чистить кусочки. Для высыхания припоя потребуется всего несколько секунд.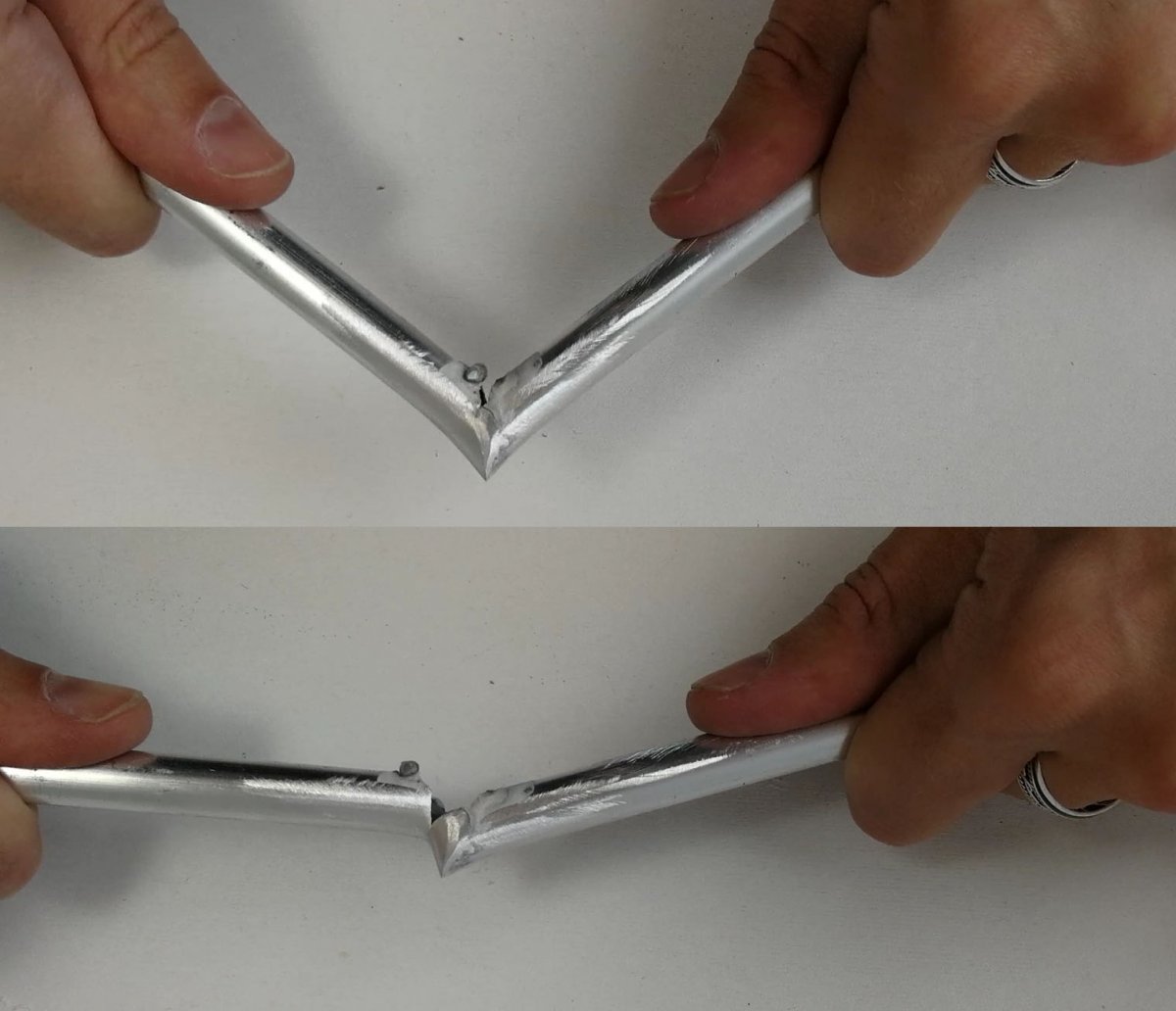 После высыхания удалите оставшийся флюс ацетоном.
После высыхания удалите оставшийся флюс ацетоном.
Когда дело доходит до пайки алюминия, все дело в понимании процесса. Удалите слой оксида алюминия сверху стальной щеткой или шлифованием. Используйте подходящий паяльник, припой и флюс. Кроме того, используйте влажную ткань, чтобы удалить лишний припой для хорошей отделки. Да, и всегда соблюдайте меры предосторожности.
Ну вот и все. Надеюсь, теперь вы поняли, как паять алюминий. Теперь в мастерскую, идем.
Проблемы пайки алюминия и его сплавов
Опасность разупрочнения и расплавления алюминия при пайке
Алюминий— металл, не имеющий полиморфного превращения, с относительно невысокой температурой плавления (660°С), легкий (плотность 2,7 г/см3 ), с высокой теплопроводностью и коррозионной стойкостью в атмосферных условиях и некоторых кислотах. При нагреве его модуль упругости быстро снижается, поэтому алюминиевые конструкции при температурах 250—300°С и выше могут терять устойчивость. Температура солидуса промышленных алюминиевых сплавов низкая (500—640°С). Велика вероятность их перегрева, поэтому высокотемпературная пайка проводится в узких интервалов нагрева. Температура рекристаллизации алюминия и его сплавов составляет 250—300 °С, при ней происходит разупрочнение алюминиевых сплавов, упрочненных предварительно наклепом.
Температура солидуса промышленных алюминиевых сплавов низкая (500—640°С). Велика вероятность их перегрева, поэтому высокотемпературная пайка проводится в узких интервалов нагрева. Температура рекристаллизации алюминия и его сплавов составляет 250—300 °С, при ней происходит разупрочнение алюминиевых сплавов, упрочненных предварительно наклепом.
Алюминиевые сплавы, упрочняемые по механизму дисперсионного твердения («старения»), при нагреве под пайку разупрочняются в результате коагуляции упрочняющих их фаз. В связи с этим пайке подвергают только алюминий и небольшое число деформируемых, термически необрабатываемых сплавов систем Al — Si, Al—Si—Mg, Al—Mg—Si, Al—Mg—Mn и др. Практически не подвергаются высокотемпературной пайке деформируемые, термически обрабатываемые сплавы систем Al—Сu—Mg (дюралюминий) и Al—Zn— Mg, а также литейные сплавы систем Al—Si—Mg, Al—Сu—Si, Al—Mg, Al—Сu—Ti; Al—Сu—Ti—Si. Одной из причин этого является близость температур нагрева при закалке этих сплавов к температурам их солидуса и опасность вследствие этого пережога паяемых сплавов. Закалка паяных соединений после пайки от более низких температур не обеспечивает достаточной прочности паяных соединений.
Закалка паяных соединений после пайки от более низких температур не обеспечивает достаточной прочности паяных соединений.
Слабая растворимость компонентов припоя
Алюминий с большинством легкоплавких элементов, составляющих основу легкоплавких припоев (Sn, Pb, Cd, Bi, In, Li, Na), образует монотектические диаграммы состояния, с весьма слабой взаимной растворимостью компонентов (кроме цинка, образующего с алюминием эвтектику при температуре 382°С и широкую область твердых растворов со стороны алюминия и олова). Поэтому низкотемпературная пайка алюминия и его сплавов применяется весьма ограниченно.
Большинство депрессантов алюминиевых припоев, таких, как Сu, Сг, Mn, Mg, Ti, имеют с алюминием высокое химическое сродство и образуют химические соединения, входящие в эвтектики. Такой компонент алюминиевых припоев, как кремний, образует с алюминием сплавы с простой, относительно пластичной эвтектикой.
Наиболее прочной является эвтектика с серебром (σв = 24,4 МПа), а затем по мере убывания прочности располагаются эвтектики Al—Si—Сu, Al—Сu; Al—Ni, Al—Mg—Si. Наименее прочной является эвтектика Al—Mg—Сu (σв = 7,5 МПа).
Наименее прочной является эвтектика Al—Mg—Сu (σв = 7,5 МПа).
Барьер из оксидной пленки
Первые же попытки паять алюминий припоями и флюсами, пригодными для сталей и медных сплавов, потерпели неудачу. Этот металл и его сплавы не смачивались припоями, пригодными для пайки сталей и медных сплавов. Более двух десятилетий алюминий считали трудно паяемым и даже непаяемым металлом. Причина этого заключалась прежде всего в высокой химической стойкости его оксида.
Пленка оксида, образовавшаяся на воздухе при 20°С, состоит из двух слоев. Внутренний слой оксида, прилежащий к металлу (барьерный), — компактный, с недостроенной кристаллической решеткой, т. е. аморфный, который может перейти в кристаллическую модификацию после длительной выдержки на воздухе или после двухчасовой выдержки при температуре свыше 20°С.
Наружный слой так называемой воздушно-оксидной пленки состоит из более проницаемого пористого оксида; его толщина зависит от продолжительности реакции и влажности окружающей атмосферы.
Наибольшая выдержка при температуре до ∼500°С приводит к образованию аморфного оксида. После выдержки при температуре до 475°С в течение 10—12 ч или после выдержки при температуре 500°С в течение 2—4 ч наблюдается частичный переход оксида в кристаллическое состояние. Длительное окисление при температуре свыше 475 °С ведет к полному переходу оксида в кристаллическое состояние.
После погружения в воду при температуре 60 °С на поверхности алюминия мгновенно образуется пленка байерита (Al2O3·ЗН2O). При контакте с водой на поверхности алюминия образуется также гидрат оксида алюминия.
Состав и структура оксидной пленки, покрывающей алюминий, обусловливают ее свойства. При температуре 20°С теоретическая плотность α-Al2O3 составляет 3,97 г/см3.
В интервале температур 0—100°С средний коэффициент линейного расширения оксида алюминия α= (6—8) 10-6 °С-1. Температура плавления α-Al2O3 составляет 2045°С, температура кипения равна °С. Коэффициент его теплопроводности при температуе 20°С λ = 30,145 Вт/(м·°С). Давление паров α-Al2O3 при температуре его плавления равно 455 Па; давление диссоциации α-Al2O3 при температуре 2000 °С — 1,33·10-3 Па, т. е. оксид Al2O3 практически не восстанавливается в используемых для этой цели газообразных средах и не испаряется при пайке. Этот оксид устойчив к действию воды и кислот.
Температура плавления α-Al2O3 составляет 2045°С, температура кипения равна °С. Коэффициент его теплопроводности при температуе 20°С λ = 30,145 Вт/(м·°С). Давление паров α-Al2O3 при температуре его плавления равно 455 Па; давление диссоциации α-Al2O3 при температуре 2000 °С — 1,33·10-3 Па, т. е. оксид Al2O3 практически не восстанавливается в используемых для этой цели газообразных средах и не испаряется при пайке. Этот оксид устойчив к действию воды и кислот.
На поверхности сплавов Al—Mg (с 2,8—8 % Mg) при нагреве до 120°С образуется пленка аморфного оксида Al2O3; при 120— 350°С — γ-Al2O3. При нагреве выше 400°С растет двухслойная оксидная пленка: сверху оксид MgO, а под ним γ-Al2O3, что обусловлено большим давлением пара магния.
Вследствие перестройки кристаллической решетки и изменения физических свойств при нагреве до температуры пайки в оксиде алюминия возможны местные нарушения ее сплошности и другие дефекты, по которым может происходить контакт паяемого металла с жидким припоем.
Перед пайкой поверхность алюминиевых сплавов нуждается в подготовке
HVAC Соединение алюминия с медью
Целостность соединения меди с алюминием
Производители HVAC, оценивающие использование алюминиевых компонентов, должны рассмотреть лучший метод соединения деталей, таких как змеевики испарителя и конденсатора, с линиями или сборками вторичной меди. Можно использовать несколько методов соединения, в том числе: клеи, механическое соединение, ультразвуковое соединение, пайку и пайку.
При пайке или пайке необходимо контролировать несколько параметров, чтобы гарантировать надлежащую целостность соединения:
- Конструкция соединения (зазор стыка, глубина сдвига и ориентация Cu-Al)
- Материалы для пайки или пайки (сплавы и флюсы)
Отраслевые стандарты в настоящее время недоступны, и рекомендации различаются.Чтобы помочь производителям решить эту проблему, компания Lucas-Milhaupt провела испытания, в которых изучается влияние различных конструкций соединений и типов материалов для пайки / пайки на общее качество переходных соединений между медью и алюминием.
Процесс испытаний
Серия образцов с различными зазорами в стыках была паяна / паяна горелкой с использованием сплавов Al / Si и Zn / Al с некоррозионными флюсами. Затем образцы были испытаны механически и под давлением, чтобы определить качество соединения.Металлургические исследования были выполнены для характеристики качества пайки / припоя для каждого семейства соединений.
В таблице 1 показаны комбинации сплав / флюс в форме сердечника из флюса, которые были оценены в ходе этого исследования.
Таблица 1. Распространенные сплавы, используемые для соединения Cu с Al
Переходные муфты медь-алюминий часто используются для подключения полностью алюминиевых компонентов к вспомогательным медным линиям. Из-за рабочего давления до 35 бар (500 фунтов на квадратный дюйм) прочные герметичные соединения являются основным фактором при выборе конструкции соединения, метода соединения и расходных материалов. Для сплавов, представленных в таблице 1, были проведены испытания на растяжение, сдвиг и давление для соединений пайки / пайки с различными зазорами.
Для сплавов, представленных в таблице 1, были проведены испытания на растяжение, сдвиг и давление для соединений пайки / пайки с различными зазорами.
Зазоры в стыках и результирующая прочность
Были проведены два отдельных испытания прочности для оценки влияния выбора сплава и зазоров в стыках на полученную прочность соединения меди с алюминием:
1. В первом испытании стандарт AWS C3.2 использовался в качестве руководства для оценки прочности паяных / паяных соединений.Сборки нагревали кислородно-ацетиленовым пламенем до тех пор, пока оба основных металла не достигли температуры пайки, а затем нанесли твердый припой / припой на поверхность стыка.
После того, как сборки были спаяны и подготовлены к испытаниям, четыре образца на растяжение для каждого набора зазоров в стыках и используемых расходных материалов были испытаны на растяжение. Значения разрывной нагрузки для каждого набора образцов были записаны и использованы для расчета результирующего напряжения сдвига в присадочном металле. Данные были собраны для зазоров швов 0 мм (0.000 дюймов), 0,08 мм (0,003 дюйма) и 0,15 мм (0,006 дюйма). Средние значения напряжения сдвига, полученные для всех комплектов испытанных образцов, показаны на рисунке 1.
Данные были собраны для зазоров швов 0 мм (0.000 дюймов), 0,08 мм (0,003 дюйма) и 0,15 мм (0,006 дюйма). Средние значения напряжения сдвига, полученные для всех комплектов испытанных образцов, показаны на рисунке 1.
Рис. 1. Средняя прочность на сдвиг в зависимости от типа сплава и толщины соединения
Результаты показывают, что самая высокая прочность на сдвиг была достигнута с сплавом 98Zn / 2Al для каждого из трех испытанных зазоров в стыках. Разница в прочности, наблюдаемая между этим сплавом и сплавами с более высоким содержанием алюминия, может быть связана с возможностью образования хрупких интерметаллидов между припоями с более высоким содержанием алюминия и медным основным материалом, как указано Берланга-Лабари и др.Среди испытанных зазоров в швах 0,08 мм и 0,15 мм дали наиболее стабильное качество и прочность шва. Незначительный зазор в стыке или его отсутствие приводили к избыточным пустотам для флюса и ограниченному заполнению сплавом, что, в свою очередь, снижало целостность и прочность соединения.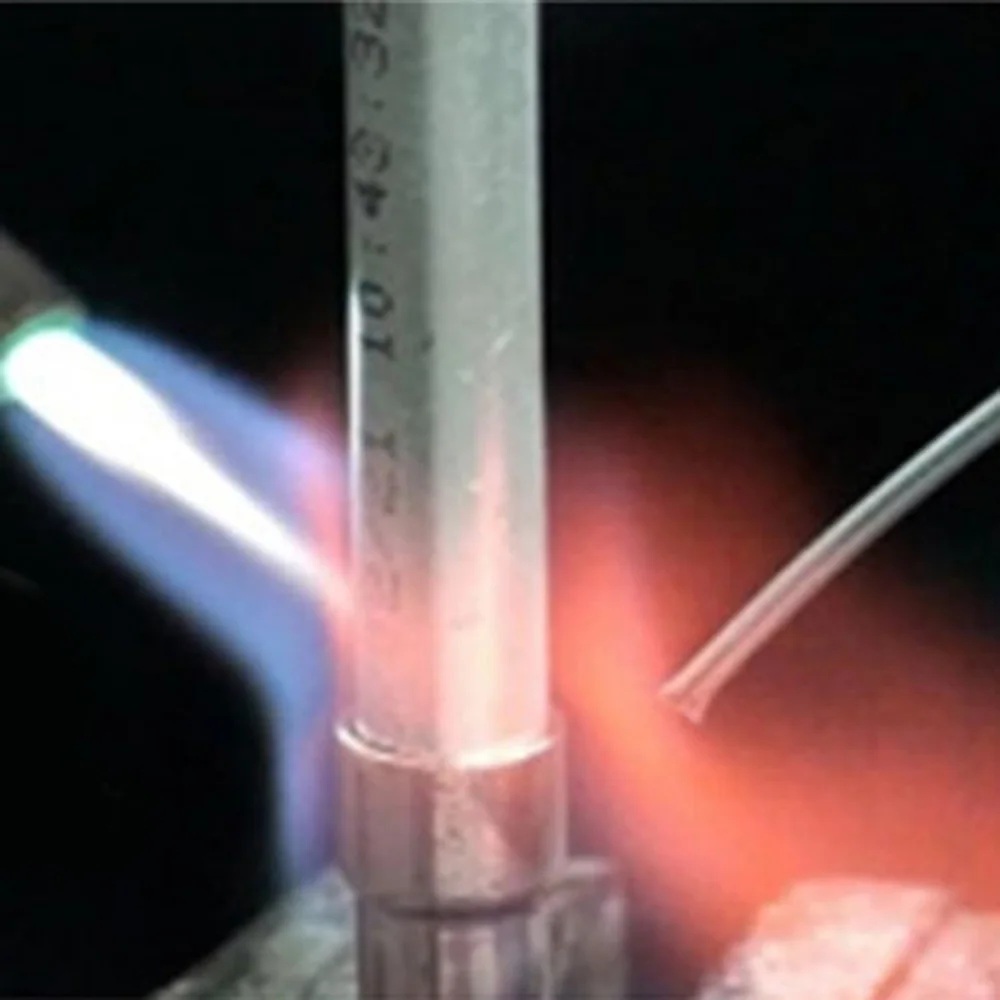
2. Второе испытание на прочность оценивало паяные / паяные сборки «труба-труба», соединенные с использованием различных комбинаций сплавов и зазоров между стыками. Считалось, что это испытание более представительно для того, что наблюдается в промышленности для переходных соединений медь-алюминий.Совместные зазоры 0,08 мм (0,003 дюйма) или 0,15 мм (0,006 дюйма) были выбраны в результате вышеуказанного испытания прочности на сдвиг. Сборки нагревали пламенем природного газа / кислорода до тех пор, пока оба основных металла не достигли температуры пайки, а затем нанесли твердый припой / припой на поверхность стыка.
После соединения четыре образца между трубками для каждого набора зазоров в стыках и расходных материалов были испытаны на растяжение универсальным прибором для испытания на растяжение под нагрузкой 60 К. Паяные / спаянные сборки тянули до отказа.Разрушение всех комплектов образцов произошло в образцах алюминий-основной металл. Хотя всегда в материале на основе алюминия, место разрушения зависит от типа сплава, используемого для соединения. Все образцы, спаянные сплавом 98Zn / 2Al, вышли из строя примерно на 12-25 мм (0,5-1 дюйм) над швом, в то время как образцы, спаянные сплавом 88Al / 12Si, разрушились в алюминии непосредственно над паяным швом. Различие в месте разрушения, вероятно, связано с более высокой температурой и повышенным взаимодействием сплава (эрозией), наблюдаемым со сплавом 88Al / 12Si.Образцы, соединенные сплавом 78Zn / 22Al, показали смесь разрушения алюминия и основного материала над паяным соединением и непосредственно рядом с пайкой.
Все образцы, спаянные сплавом 98Zn / 2Al, вышли из строя примерно на 12-25 мм (0,5-1 дюйм) над швом, в то время как образцы, спаянные сплавом 88Al / 12Si, разрушились в алюминии непосредственно над паяным швом. Различие в месте разрушения, вероятно, связано с более высокой температурой и повышенным взаимодействием сплава (эрозией), наблюдаемым со сплавом 88Al / 12Si.Образцы, соединенные сплавом 78Zn / 22Al, показали смесь разрушения алюминия и основного материала над паяным соединением и непосредственно рядом с пайкой.
Значения разрывной нагрузки для каждого набора были записаны и использованы для расчета результирующего растягивающего напряжения в алюминиевом основном металле при разрушении. Данные были собраны для зазоров в стыках 0,08 мм (0,003 дюйма) и 0,15 мм (0,006 дюйма). Средние значения растягивающих напряжений, полученные для всех комплектов испытанных образцов, показаны на Рисунке 2 и нанесены на график.
Рисунок 2. Сред. Результаты испытаний на растяжение для сборки «труба-труба» Результаты показывают, что самый высокий предел прочности на растяжение при зазоре 0,08 мм был достигнут со сплавом 98Zn / 2Al, в то время как самый высокий предел прочности при зазоре 0,15 мм был получен со сплавом 78Zn / 22Al.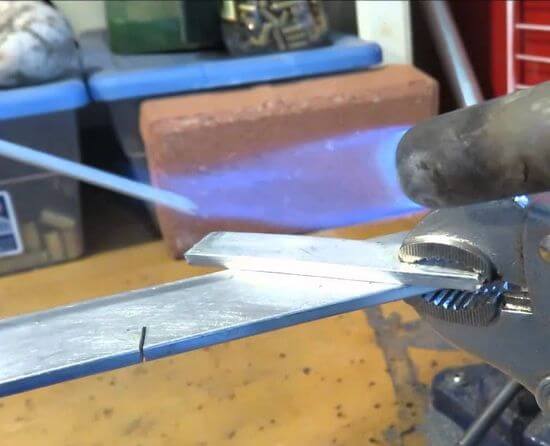 .
.
Зазоры в стыках и сопротивление давлению
Компоненты HVAC часто представляют собой закрытые системы, требующие герметичных герметичных соединений. Это относится к переходным соединениям алюминий-медь, которые обычно используются для подключения змеевиков испарителя и конденсатора к медным жидкостным и всасывающим линиям.Рабочее давление для этих систем варьируется в зависимости от типа используемого хладагента, но обычно находится в диапазоне 20-35 бар (290-500 фунтов на кв. Дюйм). Принимая во внимание этот диапазон, была подготовлена серия образцов, проверенных и находящихся под давлением до разрушения. Подготовленные и соединенные трубчатые образцы имели те же основные материалы и размеры, которые использовались для испытаний на растяжение трубной сборки.
Таблица 2. Сводка результатов испытаний под давлением
Примечание 1: испытательный образец не прошел в галтели шва при 131 бар (1900 фунт / кв. Дюйм)
Примечание 2: испытательный образец не прошел в галтели шва при 138 бар (2000 фунт / кв.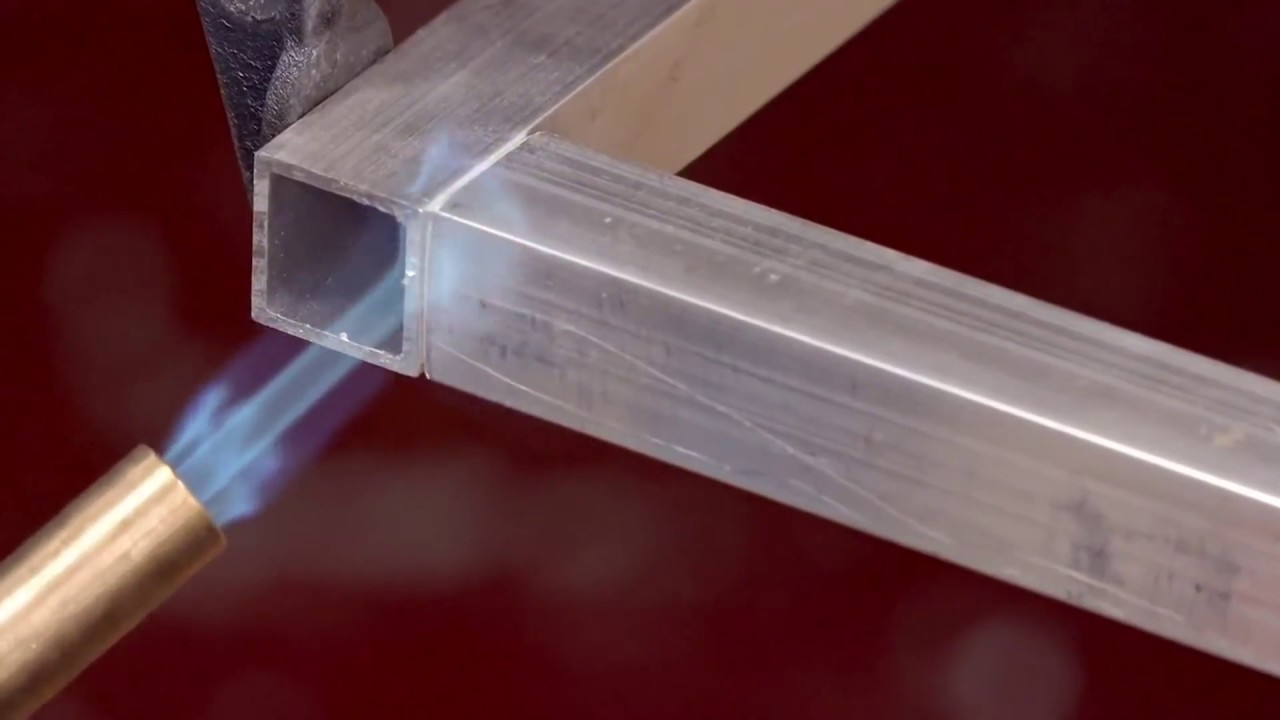 Дюйм)
Дюйм)
Примечание 3: Образец для испытаний разрушился в основном металле алюминия при 164 бар (2384 фунт / кв. Дюйм)
Как видно из Таблицы 2, давление разрыва, превышающее 173 бар (2500 фунтов на квадратный дюйм), было реализовано в большинстве испытанных паяных / паяных сборок.Отказы при этих давлениях произошли как в основном металле алюминия, так и в галтели соединения для сборок, соединенных сплавами 88Al / 12Si и 98Zn / 2Al, тогда как сборки, припаянные сплавом 78Zn / 22Al, вышли из строя только в основном алюминиевом материале. Многие производители считают давление разрыва 138–173 бар (2000–2500 фунтов на кв. Дюйм) приемлемым минимумом для отказа полностью алюминиевых компонентов. Все переходные соединения, испытанные в ходе этого исследования, кроме одного, соответствовали этому диапазону или превышали его. Один образец, вышедший из строя при давлении ниже 173 бар (2000 фунтов на кв. Дюйм), был соединен с 88Al / 12Si с номинальным зазором 0.006 дюймов с каждой стороны.
Сравнение качества соединений
Срезы паяных / припаянных образцов на сдвиг и растяжение были сохранены и подготовлены для металлургических исследований, чтобы оценить качество соединения для различных сплавов и конфигураций соединений.
Общее качество соединений было наиболее стабильным для соединений, спаянных с использованием 98Zn / 2Al. Эти соединения показали наименьшую пористость, наряду с ограниченным взаимодействием наполнитель / основной металл. Полное проплавление шва наблюдалось с 98Zn / 2Al с некоторой газовой пористостью.Все зазоры между стыками, припаянные сплавом 78Zn / 22Al, показали значительную сферическую и неравномерную пористость, которая обычно указывает на захват газа или флюса и усадочные пустоты соответственно. Комбинация этих двух пустот может увеличить вероятность открытия пути утечки во время работы под давлением.
Паяные соединения, выполненные из сплава 88Al / 12Si во время этих испытаний, показали только сферическую пористость, которая чаще всего обнаруживалась на границе раздела медь / наполнитель.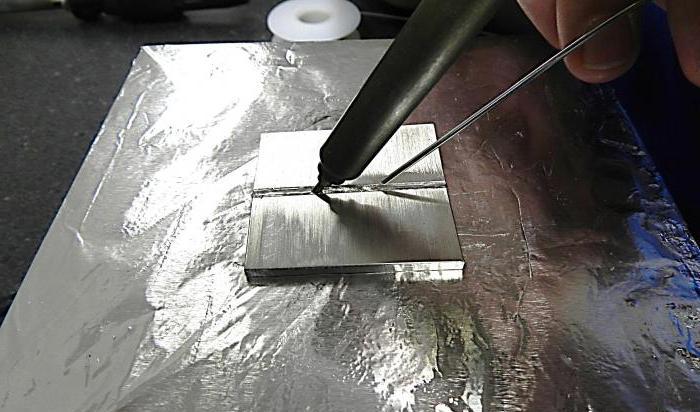 Эта испытательная группа также показала наибольшее количество взаимодействий между наполнителем и основным металлом или эрозии среди испытательной группы.Это взаимодействие усиливается при использовании чрезмерных температур пайки, что часто можно увидеть при более высокой температуре ликвидуса этого сплава. Хотя герметичность этого сплава может быть хорошей, целостность / прочность основного металла может быть нарушена из-за этой эрозии.
Эта испытательная группа также показала наибольшее количество взаимодействий между наполнителем и основным металлом или эрозии среди испытательной группы.Это взаимодействие усиливается при использовании чрезмерных температур пайки, что часто можно увидеть при более высокой температуре ликвидуса этого сплава. Хотя герметичность этого сплава может быть хорошей, целостность / прочность основного металла может быть нарушена из-за этой эрозии.
Как наблюдалось на образцах для испытаний на сдвиг, аналогичные особенности соединения, включая взаимодействие сплавов, газовую пористость и усадочные пустоты, также наблюдались в сборках припой / паянная труба-труба. В общем, несоблюдение согласованных зазоров в стыках с каждой стороны привело к несоответствию в величине вытягивания сплава и взаимодействия основного металла.
Выводы
На основании данных и визуальных наблюдений, обсужденных выше, в таблице 3 представлена качественная оценка переходных соединений медь-алюминий, изготовленных с использованием трех различных испытанных присадочных металлов.
Таблица 3. Качественный рейтинг протестированных систем из сплавов
Мы надеемся, что это исследование поможет вам при оценке конструкций соединений и расходных материалов для пайки / пайки при соединении меди с алюминием для компонентов систем отопления, вентиляции и кондиционирования воздуха.
Вопросы? Эксперты Lucas-Milhaupt по пайке могут помочь вам решить проблемы, связанные с соединением алюминия. Для получения дополнительной информации о пайке алюминия, пайке алюминия с медью, пайке катушек HVAC и связанных процессах, пожалуйста, свяжитесь с нами. Для получения информации о продуктах для пайки алюминия Handy One® от Lucas-Milhaupt щелкните здесь.
______[i] AWS C3.2: 2001 Стандартный метод оценки прочности паяных соединений, Американское сварочное общество (AWS).
Полные результаты этого тестирования были представлены на IBSC 2012.Этот отчет можно приобрести в ASM International.Алюминиевое соединение »S-Bond
Алюминий может быть соединен с использованием сплавов S-Bond® и является отличной альтернативой процессу соединения алюминия. Время цикла может быть сокращено, и, особенно для термочувствительных приложений или небольших партий деталей, ограниченный набор инструментов и простота настройки для соединения S-Bond могут значительно снизить затраты.
Время цикла может быть сокращено, и, особенно для термочувствительных приложений или небольших партий деталей, ограниченный набор инструментов и простота настройки для соединения S-Bond могут значительно снизить затраты.
Active S-Bond® легко реагируют и прорывают оксидные слои на алюминии и меди, чтобы быстро и необратимо реагировать с металлом без использования гальванических покрытий или флюсов, что снижает стоимость пайки, соединяющей алюминий, а также устраняет агрессивные химические вещества, которые создают опасность для окружающей среды.Кроме того, низкая температура процесса соединения S-Bond (обычно ниже 250 ° C) сохраняет твердость и прочность основного алюминия, делая готовый компонент более прочным.
Доступен ряд сплавов S-Bond с различными рабочими температурами от 100 ° C до 390 ° C. Эти же продукты также хорошо сочетаются с медью, алюминием, карбидом кремния и другими терморегулирующими материалами и позволяют экономично безфлюсовую сборку полных систем терморегулирования.
S-Bond® может быть процессом склеивания, альтернативным сварке или пайке, где требуется низкотемпературное соединение, а условия эксплуатации или напряженной эксплуатации позволяют паяное соединение.S-Bond очень эффективен при пайке алюминия с алюминием, а также алюминия с медью. В некоторых случаях соединение S-Bond может заменить пайку в контролируемой атмосфере или пайку погружением.
Активные припои S-Bond® реагируют и прорывают оксидные слои на алюминии, а также с медью, чтобы быстро реагировать и связываться с металлом без использования гальванических покрытий или флюсов, что снижает стоимость процесса пайки алюминиевых или алюминиево-медных компонентов. а также устранение агрессивных химикатов, создающих опасность для окружающей среды.Кроме того, низкая температура процесса соединения S-Bond (обычно ниже 250 ° C) сохраняет твердость и прочность основного алюминия, делая готовый компонент более прочным.
Преимущества соединения алюминия S-Bond
- Склеивание при более низких температурах (от 120 до 250 ° C) снижает проблемы несоответствия теплового расширения.
- Позволяет соединять алюминий с медью и другими металлами и керамикой при условии, что несоответствие теплового расширения устранено в конструкции компонентов.
- Металлическое паяное соединение S-Bond обеспечивает теплопроводящие стыки между собой
- Для подготовки алюминиевых поверхностей не требуется дополнительного металлического покрытия, что снижает затраты на подготовку.

Алюминиевые конструкции обычно паяют, сваривают или паяют. Для соединения алюминия пайкой используются алюминиевые сплавы с высоким содержанием кремния, температура пайки которых на ~ 25–50 ºC ниже температуры плавления основного алюминия. Кроме того, чтобы разрушить оксиды алюминия, которые естественным образом образуются на алюминии, для склеивания алюминия необходимо использовать агрессивные химические флюсы и / или вакуумные печи.Таким образом, пайка алюминия в печах требует точного контроля и атмосферы. После пайки высокая температура обработки значительно размягчает и снижает прочность основного алюминия.
S-Bond — альтернатива пайке
S-Bond может быть альтернативным способом соединения при более низких температурах и заменять пайку в некоторых областях применения. S-Bond очень эффективен при пайке алюминия с алюминием, а также алюминия с медью. Во многих случаях для соединения алюминия также используется «пайка погружением».При пайке погружением используются аналогичные алюминиевые присадочные металлы с высоким содержанием кремния и предварительные вставки или алюминиевые пасты с химическими флюсами в соляную ванну, которая нагревает алюминиевые компоненты, закрепленные для удержания позиций деталей в ванне. Как и при пайке в печи, высокие температуры процесса пайки размягчают основной алюминий, и детали необходимо промыть от флюса и соли, образующихся в результате воздействия ванны. Из-за агрессивности химикатов и солей, рабочая среда и проблемы с удалением отходов в настоящее время ограничивают доступные источники пайки погружением.
Свяжитесь с нами для получения дополнительной информации или перейдите в наш раздел технических ресурсов и блог для получения дополнительной информации.
Как паять алюминиевый лист
Научиться паять алюминиевый металлический лист — отличный навык, который можно добавить в свой набор инструментов для рукоделия. Пайка — это процесс, при котором два или более металлических предмета сливаются вместе путем плавления присадочного металла в стыке. В то время как пайка в целом дается легко, но при работе с определенными материалами усложняется. Одним из наиболее сложных для пайки материалов является алюминиевый лист, потому что пленка оксида алюминия на алюминиевом листе настолько устойчива, что ее очень трудно удалить, даже используя тепло от паяльника.Следовательно, очень сложно паять и создавать прочные соединения двух алюминиевых листов.
Это причина, по которой многие энтузиасты DIY избегают работы с алюминиевым листом. Однако вот несколько хитростей, как правильно припаять алюминиевый металлический лист.
Шаг 1. Очистите алюминиевый металлический лист
Используйте чистую тряпку, чтобы протереть алюминиевый лист от любой грязи, и нанесите растворитель или средство для удаления жира, чтобы удалить масло или жир. Этот шаг необходим из-за того, что при работе с алюминием очень сложно его правильно припаять, поэтому вам необходимо удалить любые препятствия с металлического листа, чтобы облегчить процесс пайки.
Этот шаг необходим из-за того, что при работе с алюминием очень сложно его правильно припаять, поэтому вам необходимо удалить любые препятствия с металлического листа, чтобы облегчить процесс пайки.
Шаг 2 — Установите алюминиевый лист вместе
Установите алюминиевый лист вместе и попросите друга крепко удерживать оба листа на месте, или вы можете использовать зажимы, чтобы скрепить алюминиевые листы вместе. Прежде чем переходить к следующему шагу, убедитесь, что вы носите необходимое снаряжение, например рабочие перчатки, защитные очки и рабочую рубашку с длинными рукавами, чтобы защитить себя от искр.
Шаг 3 — Нанесите флюс на область, подлежащую пайке
Следующим шагом является нанесение флюса на области, где вам нужно припаять.Флюс — это химическое чистящее средство, которое облегчает процесс пайки за счет удаления окисления с материала, с которым вы работаете. Флюс чрезвычайно важен при сплавлении сложного алюминиевого листового металла с другим материалом.
Шаг 4 — Нагрейте флюс и металл с помощью горелки
Нагрейте область, где вам нужно припаять, с помощью горелки. Убедитесь, что металлический припой или наполнитель плавятся мгновенно. Не прикладывайте тепло непосредственно к наполнителю припоя, чтобы предотвратить выгорание металла припоя.Вы узнаете, что алюминиевый лист был правильно припаян с использованием флюса и припоя, если расплавленный наполнитель стекает по алюминию и просачивается внутрь соединения, но если он просто скатывается, вам нужно попробовать другой флюс и припой металла и повторить продолжайте процесс, пока не заметите просачивание металла в алюминиевый стык.
Пайка алюминия Fundaments — Makers Legacy
Процедуры пайки алюминия Пайка эффективно использует капиллярное действие и присадочный материал для соединения двух соответствующих металлов.Люди, ищущие общие области применения, будут рады узнать, что пайка алюминия может помочь в ремонте отверстий, трещин и утечек. Он отличается от пайки тем, что не использует излишне высокие температуры, которые могут поставить под угрозу предпочтения металла .
Чтобы соединить такие металлы, как алюминий, вам потребуются соответствующие навыки пайки алюминия. Таким образом, следующие несколько процедур помогут вам выполнить работу. Подготовка Первый совет будет заключаться в удалении любых примесей, которые могут усложнить процесс пайки.Наиболее распространенными типами загрязняющих веществ являются масло, грязь и жир.
Лучший способ предотвратить появление этих загрязнений — использовать обезжиривающий водный раствор, который удалит все виды загрязнений. Но если у вас есть термообработанные алюминиевые сплавы, тогда потребуется другая обработка.
В этом случае примените ручную или химическую очистку, что не так сложно, но может занять некоторое время. Для этого используйте наждачную бумагу, которая поможет вам успешно удалить оксиды. Светильники Они используются, чтобы удерживать изделие на месте во время пайки.
Он отличается от пайки тем, что не использует излишне высокие температуры, которые могут поставить под угрозу предпочтения металла .
Чтобы соединить такие металлы, как алюминий, вам потребуются соответствующие навыки пайки алюминия. Таким образом, следующие несколько процедур помогут вам выполнить работу. Подготовка Первый совет будет заключаться в удалении любых примесей, которые могут усложнить процесс пайки.Наиболее распространенными типами загрязняющих веществ являются масло, грязь и жир.
Лучший способ предотвратить появление этих загрязнений — использовать обезжиривающий водный раствор, который удалит все виды загрязнений. Но если у вас есть термообработанные алюминиевые сплавы, тогда потребуется другая обработка.
В этом случае примените ручную или химическую очистку, что не так сложно, но может занять некоторое время. Для этого используйте наждачную бумагу, которая поможет вам успешно удалить оксиды. Светильники Они используются, чтобы удерживать изделие на месте во время пайки. Поверхности с расплавленным присадочным металлом достаточно «жирные», и приспособлениям необходимо удерживать форму во время нагрева. В любом случае, при выборе правильного приспособления для вашего проекта необходимо учитывать множество факторов.
Вам необходимо учитывать коэффициент теплового расширения алюминия. Например, алюминий расширяется намного быстрее, чем многие другие металлы. Поэтому важно предотвратить деформацию теплообменника при конечной температуре пайки. Наполнитель Важнейшим аспектом процесса пайки является проверка правильности использования присадочного металла.Наиболее распространенными материалами, используемыми для пайки алюминия, являются проволока или прокладки.
Теперь есть много способов добавить присадочный металл между основными металлами, которые вы можете использовать. Но рекомендуется выбирать наполнитель исходя из его общего назначения.
Типичными присадочными материалами для пайки алюминия являются алюминиево-кремниевые сплавы. Если используется флюс, то содержание кремния обычно составляет от 7 до 12%.
Поверхности с расплавленным присадочным металлом достаточно «жирные», и приспособлениям необходимо удерживать форму во время нагрева. В любом случае, при выборе правильного приспособления для вашего проекта необходимо учитывать множество факторов.
Вам необходимо учитывать коэффициент теплового расширения алюминия. Например, алюминий расширяется намного быстрее, чем многие другие металлы. Поэтому важно предотвратить деформацию теплообменника при конечной температуре пайки. Наполнитель Важнейшим аспектом процесса пайки является проверка правильности использования присадочного металла.Наиболее распространенными материалами, используемыми для пайки алюминия, являются проволока или прокладки.
Теперь есть много способов добавить присадочный металл между основными металлами, которые вы можете использовать. Но рекомендуется выбирать наполнитель исходя из его общего назначения.
Типичными присадочными материалами для пайки алюминия являются алюминиево-кремниевые сплавы. Если используется флюс, то содержание кремния обычно составляет от 7 до 12%.