


Контроллер аппарата контактной сварки от YUROK (Россия)
И опять Российское 🙂Представляю необычное устройство из необычного магазина.
Каждому человеку удобнее работать тем, чем он привык и умеет. Я привык работать паяльником и к сварке отношусь прохладно, хотя дуговой сваркой иногда пользуюсь.
Продавец YUROK из Новосибирска просил провести независимое тестирование своего изделия для оценки его качества и возможно улучшения. За это ему большое спасибо, но никаких поблажек и натяжек всё равно делать не буду.
Про этот контроллер подробно от самого автора можно почитать тут
mysku.ru/blog/aliexpress/44073.html
mysku.ru/blog/aliexpress/44445.html
mysku.ru/blog/aliexpress/45329.html
Пришла посылка в пакетике почты России за неделю
Всё содержимое дополнительно упаковано в картонную коробочку от сенсорного выключателя 🙂
Пустое место заполнено мятой бумагой
Для полноценной проверки, попросил продавца добавить в посылку индикатор и никелевую ленту.
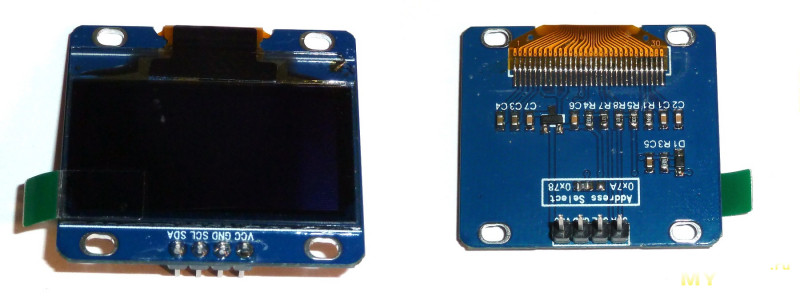
Экран графический 1.3 OLED 128X64 голубого цвета
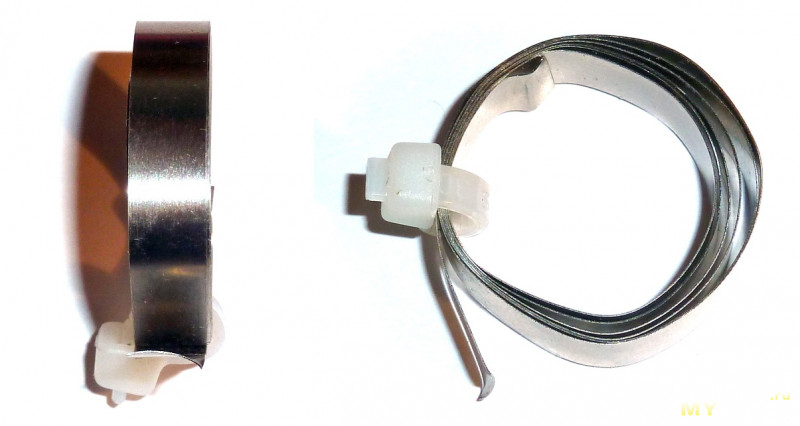
Никелевая сварочная лента
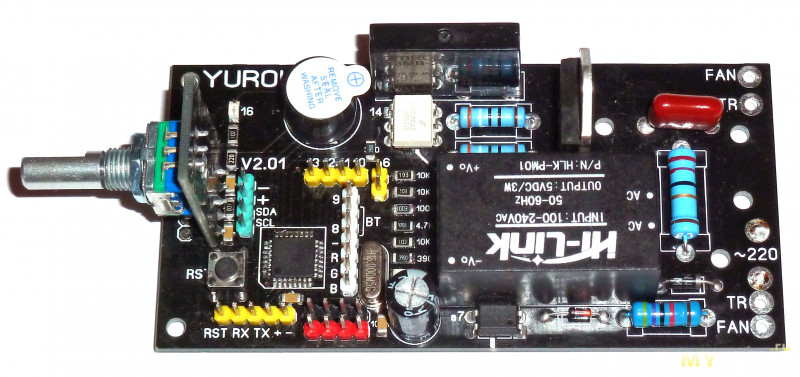
Сам контроллер
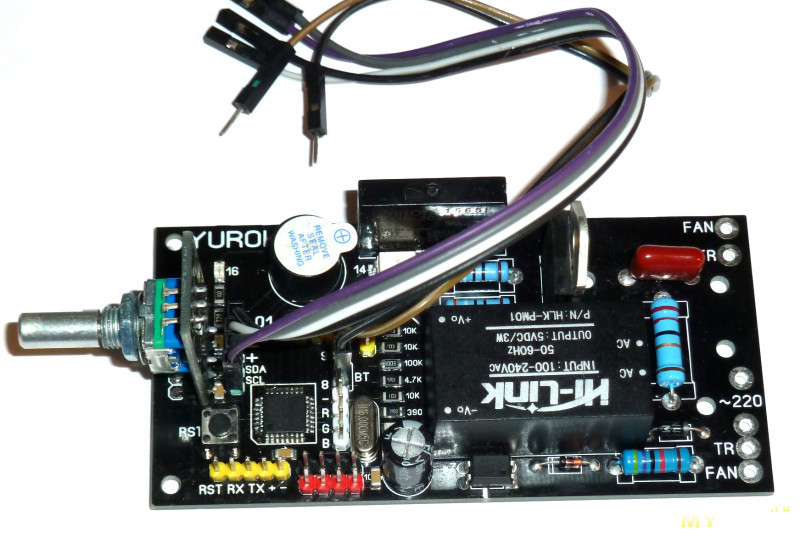
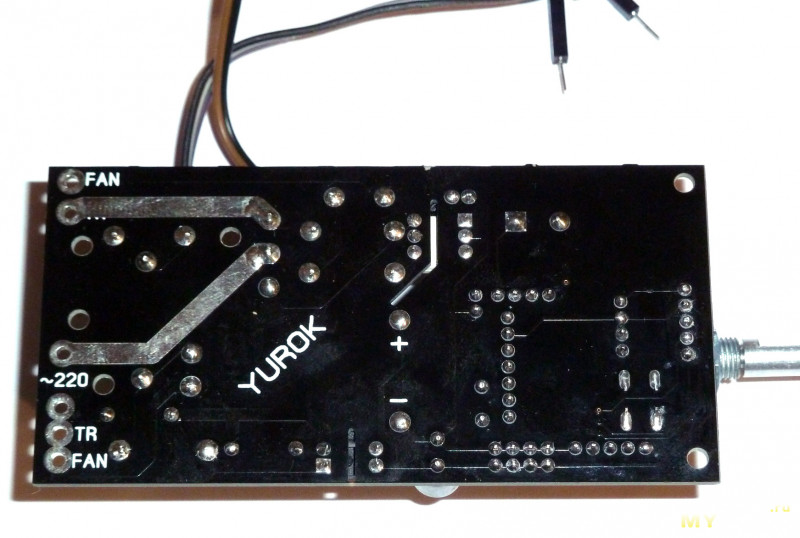
Качество изготовления с учётом ручного монтажа очень порадовало
Размер платы 100х50х35мм
Подключение питания, трансформатора и вентилятора подписано.
Потребляемая мощность от сети 1,4Вт
На плате есть кнопка Reset, правда я не знаю зачем она нужна
Для настройки параметров установлен 20-шаговый энкодер с нажимной кнопкой
Коммутация сделана на базе симистора BTA41-600B 40A 600V
Подключение индикатора и кнопки пуска — разъёмное.
Остальные подробности по схеме лучше почитать в обзорах автора (ссылки выше)
Никаких критичных проблем в схемотехнике и монтаже не обнаружено.
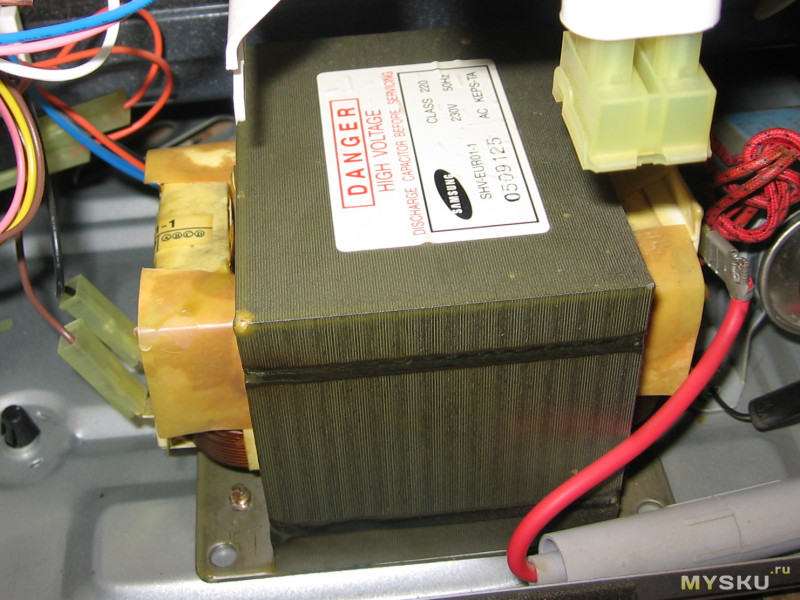
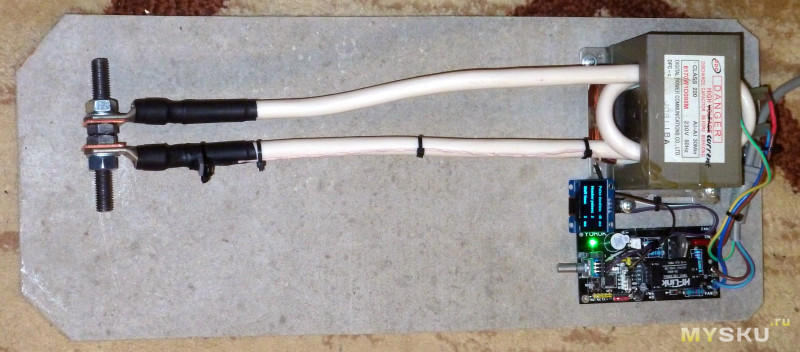
Для проверки контроллера в деле, решено было ограничиться стендом на базе переделанного MOT трансформатора (Microwave Oven Transformer) на негорючем основании из ЦСП 20мм размером 200х500мм в исполнение IP00 🙂
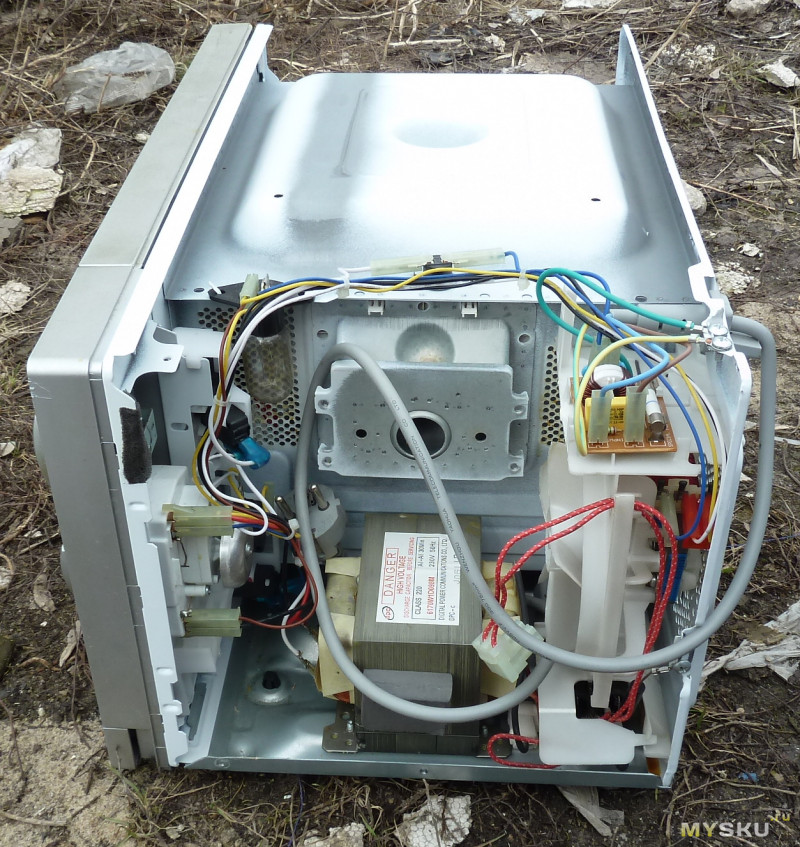
Взял первую подвернувшуюся под руку микроволновку — их иногда выкладывают около мусорных бачков, грех не прибрать.
Самое ценное там — силовой трансформатор. Как правило, он остаётся в рабочем состоянии, его и открутил на опыты.
Внимание! Перед тем, как что-то там внутри трогать, разрядите перемычкой высоковольтный конденсатор — вдруг эту микроволновку недавно включали и заряд ещё остался?

Стоит конденсатор обычно под вентилятором сбоку трансформатора. Конденсатор имеет внутри защитный разрядный резистор сопротивлением около 10МОм, но мало-ли, вдруг он оборван или вовсе не установлен? Энергия конденсатора 1мкФ, заряженного до 2кВ составляет 3 Джоуля — для рук и всего организма это мягко говоря о-о-очень неприятно, поверьте на слово 🙁


Выходная мощность трансформатора оказалась 700Вт (попадаются от 600Вт до 1000Вт).
Проверил, как он работает на холостом ходу. Делать это необходимо осторожно, т.к. на вторичной обмотке присутствует опасное напряжение 2кВ большой мощности.

Вроде живой. Обратите внимание, что такие трансформаторы рассчитаны на кратковременную работу с принудительным охлаждением, поэтому не стоит их ставить например на питание усилителя мощности — там он перегреется и сгорит за 10 минут. Физически, трансформатор работает почти в режиме насыщения с очень высокой индукцией сердечника, но зато имеет большую габаритную мощность. Для малогабаритной контактной сварки такой трансформатор подходит замечательно.
С трансформатора аккуратно срезал ножовкой вторичную высоковольтную и накальную обмотки и осторожно выбил шунт (с двух сторон), при этом нельзя повреждать первичную обмотку! Шунт в микроволновке ограничивает выходной ток на магнетрон, но нам это ни к чему.

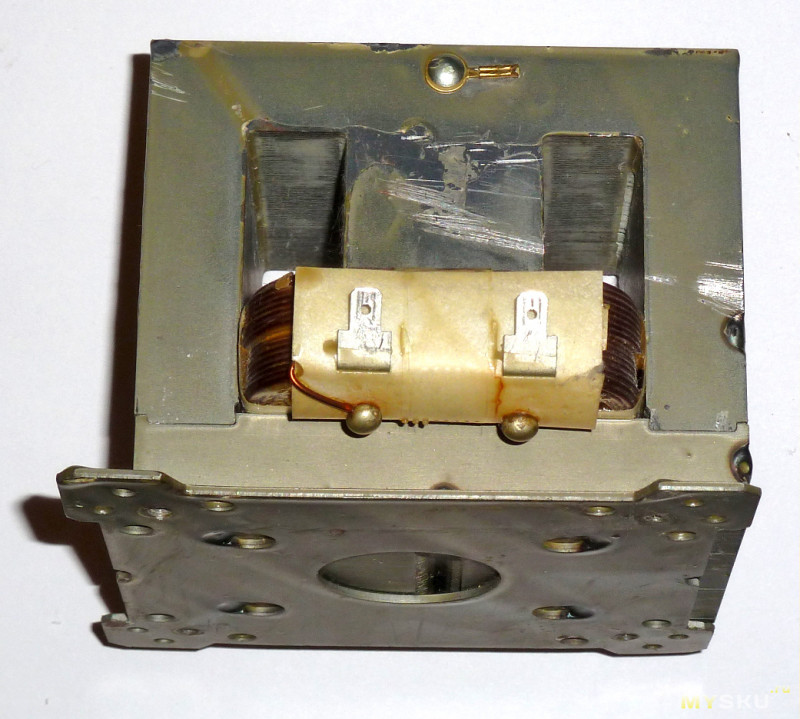
Один виток даёт 0,85В, значит в первичке около 260 витков
Для контактной сварки важен большой ток, но при малом напряжении его сложно достичь — возникают повышенные требования к качеству контакта в месте сварки и к сопротивлению свариваемых деталей. Поэтому напряжение очень малым делать нельзя. Оптимальное сварочное напряжение в районе 1,5-2В получается на двух витках вторичной обмотки трансформатора.
Взял 1,2м провода ПуГВ 1х70 (хватило-бы и 1 метра) и 2 наконечника ТМЛ 70-12 (лучше использовать ТМЛ 70-10).
Намотал 2 витка в окно переименнованного трансформатора.
Провод пролетел туда со свистом, что слегка насторожило. Измерил наружный диаметр провода по изоляции — вышло 12,3мм, подозрительно мало, если глянуть тут
Зачистил концы и примерил наконечники — они на проводе свободно болтались.
Тут определённо что-то не так и принципиально захотелось разобраться.
Измерил советским микрометром поточнее несколько медных жил — вышло в среднем 0,365мм
И уселся поудобнее их считать…
Насчитал 433 штук
Путём нехитрых математических вычислений, реальное сечение кабеля было определено как 45кв мм.
Маловато будет, маловато!
Как-же так, ведь бирку на кабеле видел своими глазами? А вот так и обманывают доверчивых покупателей. Во многих специализированных магазинах при покупке кабеля и провода продавцы даже спрашивают честное сечение нужно (по ГОСТ) или заниженное (по ТУ). Причём сечение даже провода по ГОСТу тоже занижено — проверено неоднократно. Многопроволочные провода занижают больше, чем моножильные, т.к. проверить их реальное сечение затруднительно. В данном случае провод ПуГВ 1х50 с уже заниженным сечением подписали как ПуГВ 1х70.
Итак, реальное сечение провода 45кв.мм, чего всё-таки маловато для такого трансформатора. Найти метр провода с реальным сечением 70кв.мм быстро так и не удалось, поэтому буду тестировать на том, что есть (потом возможно переделаю). Наконечники также решил не менять, т.к. их буду не прессовать, а паять.
Процесс пайки таких толстых проводов в домашних условиях задача нетривиальная, поэтому чуть подробнее опишу как это делается.
Берёте самый мощный имеющийся паяльник и убираете его в сторону — он не понадобится 🙂
Впрочем, таким паяльничком можно попробовать.
Очень желателен помощник для увеличения числа рук. Мне к сожалению никто не помогал, поэтому процесс проходил не так удобно, как могло быть и естественно фото в процессе не делал — руки были очень заняты, придётся описывать словами 🙂
Пайку проводил китайской газовой горелкой средней мощности (заявлено 1кВт)
Место пайки выбирал в соответствии с требованиями пожарной безопасности вдали от горючих материалов.
Концы проводов зачистил с запасом, чтобы изоляция около наконечников не сильно обгорала.
Предварительно надел термоусадочные трубки, чтобы потом изолировать места пайки.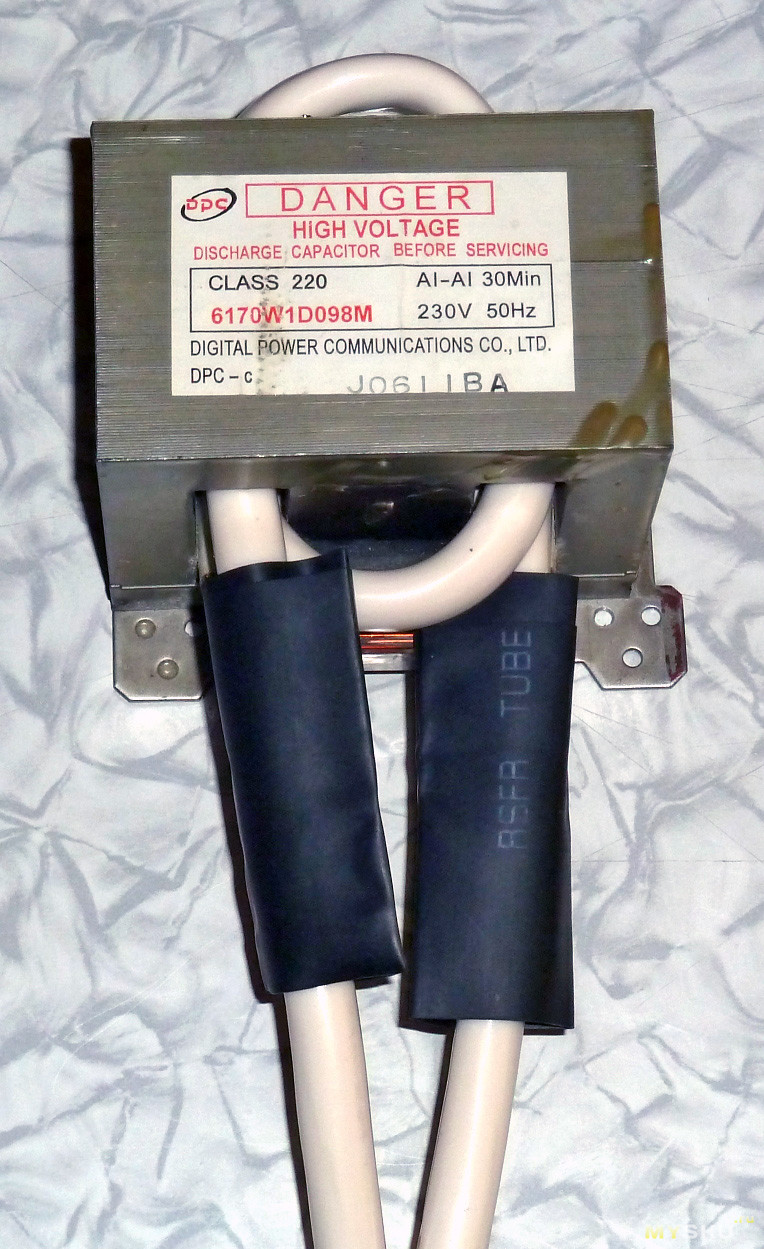
Трансформатор приподнял и закрепил повыше, согнул провода вниз вертикально — в таком положении их и надо паять. Смачиваю провод флюсом, надеваю наконечник, торчащие в контрольном отверстии жилы подгибаю, чтобы наконечник держался на проводе. Провод с честным сечением и так не слетит, так как вставляется в наконечник со значительным усилием.
Прогреваю наконечник вместе с проводом до температуры примерно 220-230гр (примерно за 1 минуту) и сую в зазор проволоку припоя ПОС61, которая плавится и заполняет всё свободное пространство. Занимает это ещё пару минут, при этом наконечник продолжаю слегка подогревать. Как только припой появляется в контрольном отверстии, пайку прекращаю и всё медленно остужаю. Второй провод паял так-же
Далее натянул трубки до наконечников и обжал феном в два слоя.
Для передачи максимальной мощности, силовые провода не должны быть слишком длинные, но очень короткие провода затрудняют проведение процесса сварки. У меня длина получилась 35см, можно было сделать немного короче.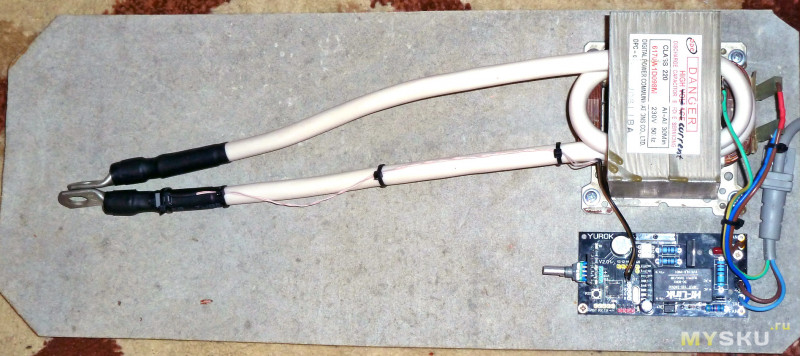
Для удобного запуска, кнопку закрепил на силовом проводе рядом с наконечником (видно на фото)
Для сварки аккумуляторов выпилил медные электроды из пластин 2мм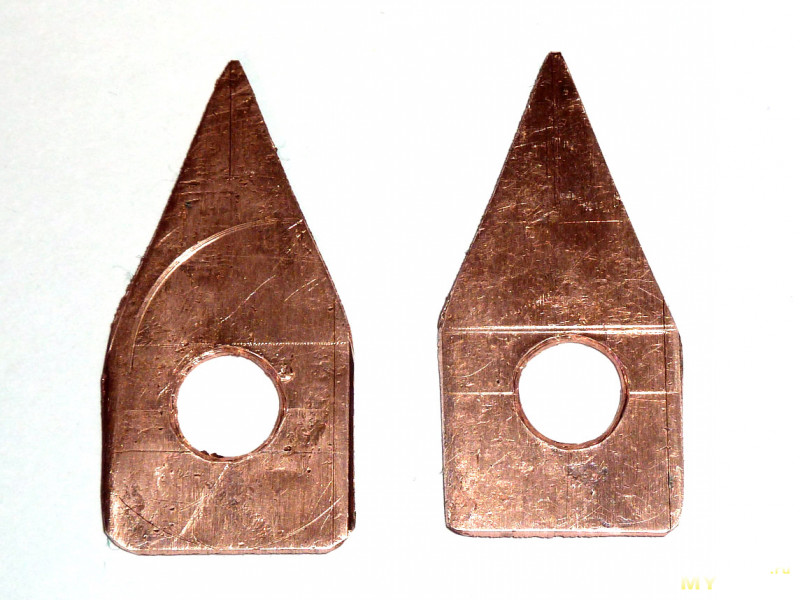
И закрепил болтами на место
Дисплей очень хрупкий, при установке желательно защитить его получше, я этого не делал, возможно потом переделаю.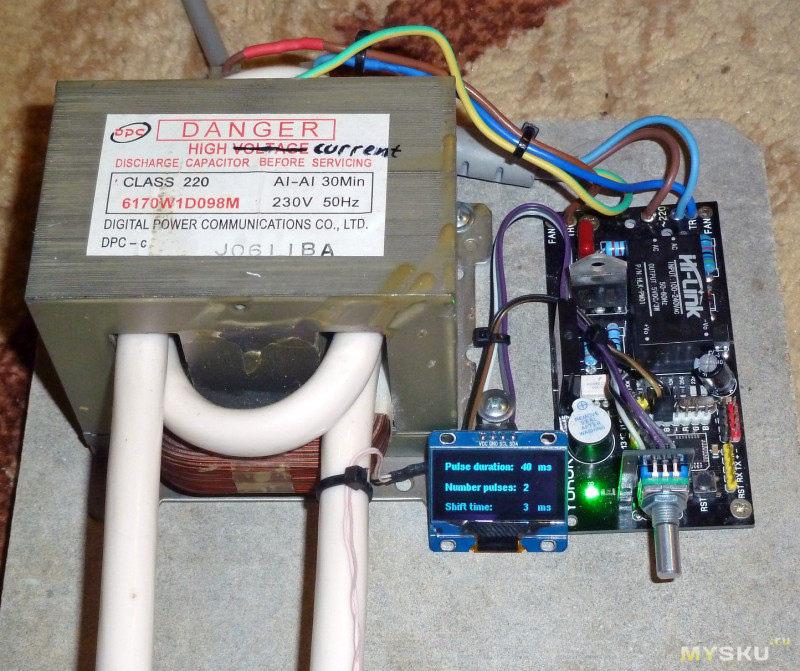
Первым делом проверил никелевую ленту.
Ширина 6мм, толщина 0,14мм и длина 500мм
Сечение 0,84кв мм, измеренное сопротивление 0,051 Ом, удельная проводимость получилась 0,086 Ом*мм2/м, что соответствует никелю.
Проводимость никеля в 5 раз меньше меди, что совместно с небольшим сечением этой ленты не позволяет использовать её для сборок аккумуляторов мощного электроинструмента. Для таких сборок необходимо использовать ленту 10х0,2мм сечением 2кв мм либо вообще спаивать аккумуляторы медным проводником от 1кв.мм и более (что я обычно и делаю).
Тестирование сварочного контроллера и самого сварочника
Пределы регулировки:
Длительность импульса 10-200мс, по умолчанию 40мс
Число импульсов 1-10, по умолчанию 2
Сдвиг импульса относительно ноля: 0-10мс, по умолчанию 2мс
Пауза между импульсами равна длительности импульса
Режим работы после отключения питания не сохраняется, но можно переписать настройки по умолчанию, удерживая кнопку энкодера 10 секунд.
Пресеты и профили отсутствуют, но из-за малого числа настроек они и не нужны
После нажатия кнопки пуск, индикатор пишет WELDING (сварка), звучит громкий предупреждающий сигнал 3 раза, затем идёт сама сварка и по окончании звучит 2 раза сигнал окончания сварки.
Зелёный светодиод на плате показывает режим готовности. В процессе сварки он гаснет.
Как и в любом деле, для получения нормального результата нужен навык и тренировка. Контактная сварка имеет свою область применения и это необходимо учитывать.
Не пытайтесь сразу варить новые дорогостоящие аккумуляторы, т.к. слишком велика вероятность их испортить. Тренируйтесь на старых или неисправных аккумуляторах, чтобы подобрать форму электродов, силу прижима и режимы сварки.
Немного теории.
Удельная мощность в месте контакта равна (I x U x T) / S
Т (длительность импульса) можно выбирать в параметрах контроллера
I (ток) зависит от трансформатора, электродов, силы прижима в месте контакта
S (площадь контакта) зависит от формы электродов и силы их прижима
Как видим, влияющих параметров довольно много, поэтому приходится их подбирать.
Например, не стоит пытаться делать тупые электроды или сильно давить на них, т.к. несмотря на большой ток, напряжение в месте контакта будет совсем малым и естественно нормального разогрева не будет. Не стоит также слишком далеко разносить сварочные точки, т.к. ток не сможет достичь нужной величины их-за высокого сопротивления между контактами.
За счёт синхронизации импульсов с сетью, повторяемость сварных точек получается достаточно высокой. Все тесты привязаны к конкретному аппарату — на другом результаты естественно могут отличаться.
Сварка аккумулятора в разных режимах (слева направо)
1/10 1/20 1/40 2/40 2/60
первым идёт число импульсов, далее длительность импульса
Оптимальное значение 1/40.
Сварка батарейки AAA, режим 2/20
Сварка скрепок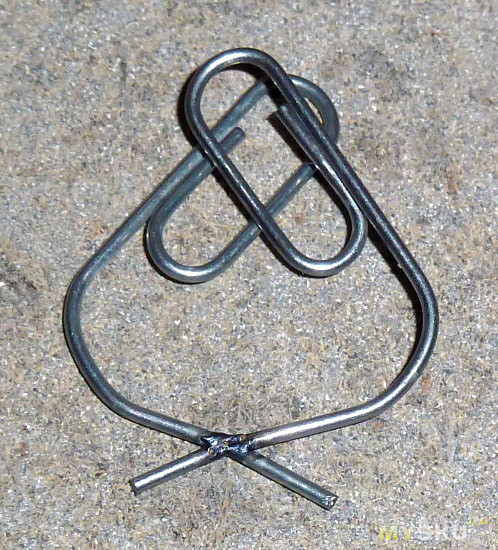
Ниже показано, как не надо варить аккумуляторы 🙂
Тупые электроды и большая сила прижима.
При этом мощность выделяется не в месте контакта, а в самом проводе — естественно ничего не приваривается и пластина легко отлетает
Сварка аккумулятора в одну точку тупыми электродами (один электрод на аккумуляторе, второй на пластине)

Аккумулятор при этом слишком легко прожечь, да и сварка не держится

Если реально необходима нормальная сварка в одну точку — делайте один электрод тупым — его и прижимайте посильнее к аккумулятору, чтобы в этом месте не выделялось тепло.
Пережог в режиме 2/60
Пережог может нарушить герметичность аккумулятора, что недопустимо.
Сварка в неподходящем месте на боковой поверхности

Слева — режим 1/40мс, справа 2/60мс (пережог)
На боковой поверхности изнутри отсутствует защитная прокладка и сварка может повредить рулон аккумулятора.
В процессе сварки аккумуляторов, трансформатор и симистор нагреваться не успевают, но если используется более мощный трансформатор и сварка идёт интенсивно, принудительное охлаждение может понадобиться
Пожелания производителю.
1. Добавить режим сварки без подготовительной задержки (для управления педалью)
2. Добавить режим сварки по удержанию кнопки (для сварки массивных элементов с длительной выдержкой)
4. На плате поменять чередование контактов к дисплею (чтобы они совпадали)
5. Сделать шкалу уставки длительности импульса двухзонной, например от 10 до 100мс — с шагом 1мс, свыше 100мс — с шагом 10мс
Вывод: контроллер отлично себя показал и может быть рекомендован к применению
Пушок отказался от фотосессии — подозрительная железка с толстыми проводами его пугает.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Контактная сварка своими руками: схема сборки из микроволновки
Варианты сборки аппаратов для контактной сварки своими руками из печи СВЧ и инвертора. Основные узлы и детали приборов. Типовые схемы, пошаговые инструкции. Виды и способы изготовления электродов.
Контактная точечная сварка имеет множество технологических преимуществ, позволяющих выполнить прочное соединение. Для ее использования не требуется специального обучения и навыков. Данный способ отличается неоспоримым достоинством: агрегат для контактной сварки своими руками можно соорудить из деталей печи СВЧ либо инвертора с применением подручных средств.

Узлы и детали контактной сварки
Оборудование для контактной точечной сварки, изготовленное по приведенной ниже схеме, применяется для работы:
- с проволокой либо прутьями сечением до 4 мм;
- с плоскими изделиями до 1 мм.

Технические характеристики прибора:
- сеть питания переменного тока: 220 В, 50 Гц;
- напряжение без нагрузки – от 4 до 7 В;
- наибольший пульсирующий ток контактной сварки – до 1500 А.
Устройство составляют регулировочная цепь, силовой узел и автовыключатель АВ-1, использующийся для отключения прибора при чрезмерных нагрузках. Силовой блок состоит из трансформатора Т2 и электропускателя на тиристорах типа МТТ4К, выполняющего подсоединение к цепи первичной обмотки.
На первичной обмотке Т2 присутствует 6 выходов, посредством переключения которых выполняется последовательная настройка сварочного тока обвивки вторичной. Стабильно соединенным с общей цепью остается лишь один вывод, остальные являются регулировочными и запитываются по одному.
Модуль МТТ4К, выпускающийся серийно, является тиристорным ключом, коммутирующим нагрузку через выходы № 1 и 3 при закорачивании контактов № 4 и 5. Пускатель предназначен для нагрузок напряжением менее 0,8 кВ и силой тока менее 0,08 кА.
В состав управляющего узла включены:
- блок питания;
- узел управления;
- реле К1.
В качестве блока питания возможно применение трансформаторных устройств на 220 В мощностью до 20 Вт, имеющих на вторичной обвивке напряжение 20–25 В. Для выпрямления тока предполагается применение выпрямителя КЦ402 либо его аналога.
Реле К1 предназначено для закорачивания элементов № 4 и 5 при поступлении напряжения от управляющей цепи к обвивке. Для К1 используется любое реле с напряжением, равным 15–20 В.
Инструкция по созданию контактной сварки из СВЧ-печи
Важнейший параметр контактной сварки из микроволновки – длительность влияния на подлежащие обработке заготовки.
Цепь управления точечной контактной сварки
Настройка длительности и регулирование параметров контактной сварки выполняется посредством:
- емкостных устройств электролитических с напряжением заряда от 50 В;
- коммутаторов П2К с отдельной фиксацией;
- резисторов R1 и R2;
- кнопки КН1 с двумя контактами: нормально-замкнутым и нормально-разомкнутым.
При подключении АВ1 производится зарядка емкостных элементов, подключающихся к питающему блоку и управляющей цепи через П2К. Срок их службы повышается благодаря лимитации тока зарядки посредством R1. Зарядка осуществляется через нормально-замкнутый контактный блок КН1.
Этот узел при нажиме КН1 разъединяется, выполняется отключение цепи, емкости по нормально-замкнутой цепь подсоединяются к К1, который срабатывает от тока разрядки конденсаторов.

Блок разъединенных нормально-замкнутых элементов КН1 не позволяет К1 запитаться от блока напрямую. Чем выше общий емкостный объем, тем больше времени требуется для их разряжения, К1 продолжительнее соединяет контакты № 4 и 5 элемента МТТ4К, и, следовательно, длительность импульса сварки увеличивается. При полной разрядке емкостей происходит отключение реле и прекращение функционирования оборудования. Для подготовки прибора к последующим импульсам следует отжать КН1.
Разрядка конденсаторов производится переменным резистором R2, служащим для регулировки импульса.
Особенности модернизации трансформатора
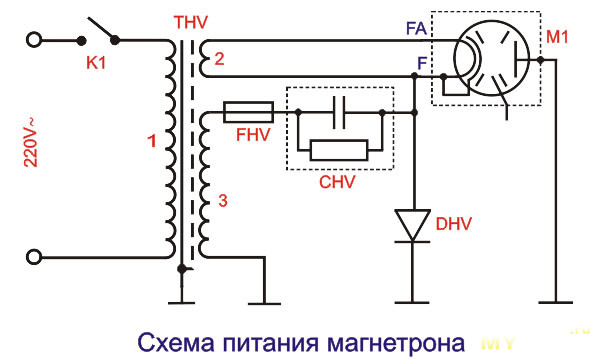
В каждой микроволновой печи присутствует магнетрон. Имеющийся в СВЧ-печке трансформатор имеет меньше витков на первичной обвивке и больше – на вторичной, на которой величина напряжения может доходить до 2 кВ. Удвоитель, если он конструктивно предусмотрен, увеличивает напряжение в 2 раза. Такое свойство особенно важно для сооружения аппарата контактной сварки.

При изъятии трансформаторного устройства нельзя допустить его повреждения. После снятия корпуса микроволновки элемент демонтируется с места закрепления. Для контактной точечной сварки требуются лишь магнитопровод и первичная обмотка трансформатора, подключающаяся к сети. Она обладает малым числом витков и утолщенным проводом.
Вторичная обвивка не потребуется, ее следует аккуратно удалить ударами молотка по зубилу, стараясь не причинить вреда первичной обвивке. Если в микроволновке имеются шунтирующие устройства, их также следует демонтировать. Магнитопровод может не приклеиваться, а устанавливаться на сварке, тогда лучше применить ножовку либо стамеску.

Затем необходимо изготовить новую вторичную обвивку. Для нее потребуется провод сечением от 1 см². Можно взять несколько проводков, но требуемая площадь должна быть сохранена.
При необходимости изготовления оборудования для контактной сварки большей мощности единственного трансформирующего элемента будет недостаточно. Тогда следует совместить два прибора, для чего понадобятся две микроволновки. Провод при этом нужно наматывать поочередно через обе катушки, число витков одинаковое во избежание получения противофазы.
Чем выше мощность трансформатора, тем значительнее может получиться скачок сетевого напряжения при пробном запуске контактной сварки.
Подготовка элементов управления
Основные органы, регулирующие работу устройства для сварки контактным методом, – рычаг управления и выключатель. С их помощью создается необходимое усилие на соединяемых заготовках и клещах.
От нажатия зависит прочность создаваемого соединения, потому рекомендуется установить рычаг максимально возможной длины. Повышения прилагаемого усилия можно добиться применением винтов и рычагов, фиксирующихся на рукоятке.
Также нужно иметь в виду необходимость надежного закрепления контактной сварки, возможно, для таких целей придется приобрести струбцину.
Рубильник ставится в цепь первичной обвивки. Если поставить его во вторую, то не избежать создания повышенного сопротивления, провоцирующего приварку друг к другу электродных стержней, а не соединяемых элементов. Во вторичной обвивке течет ток значительно большей величины, выдержать который сможет не каждый автомат.
Для охлаждения контактной точечной сварки можно установить кулер от ПК. Нельзя пренебрегать необходимостью регулярных пауз в работе для остывания всех частей аппарата.
Процесс сборки контактной точечной сварки из инвертора
Изготовить прибор для контактной сварки можно своими рукам из сварочного аппарата. Полностью весь инвертор не нужен, из него вынимаются только основные элементы: выключатель, трансформатор с блоком питания и система управления.

С трансформатора удаляется вторичная обмотка, вместо нее создается новая из медного провода сечением не менее 200 мм². Она укрывается термобумагой, поверх которой накладывается лак для фиксации и улучшения изоляции.
Обе обмотки следует заземлить, так как контакт с находящимися под напряжением элементами из-за высокой мощности тока может быть смертельно опасным. Необходимо следить за плотностью укладки витков, в противном случае между ними могут образоваться замыкания – провода перегреются и перегорят.
Также при сборке аппарата для контактной точечной сварки необходимо предусмотреть охлаждение трансформатора. Для этого можно использовать обдуваемые вентиляторами радиаторы.
Емкости конденсаторных устройств, имеющихся в некоторых моделях инверторов, для контактной сварки может не хватить, потому при необходимости следует приобрести подходящие по своим характеристикам элементы.
Изготовление электродов для контактной сварки
Для эффективного функционирования контактной точечной сварки требуется использование электродов, параметры которых соответствуют особенностям выполнения конкретных работ. Диаметр электродов не должен быть меньше сечения проводков, использующихся для сопряжения с силовым узлом. Для их изготовления применяются медные прутки либо жало, снятое с паяльника.
При сварке контактным способом электроды постепенно изнашиваются и требуют регулярной подточки. По мере износа их придется заменить.
Электроды выполняют следующие функции:
- прижимают детали;
- проводят сварочный ток;
- отводят излишки тепла.
При сопряжении прибора для сварки с электродами следует минимизировать количество соединений, подбирать провода как можно меньшей длины во избежание потерь мощности.
Электроды для контактной сварки делятся на прямые и изогнутые.
Наконечники бывают:
- плоскими;
- заостренными;
- конусообразным.
Наиболее распространены наконечники в виде конуса, при этом чем меньше соединяемые сваркой элементы, тем острее подбирается кончик.
Для недопущения окислений соединение электродов с проводами осуществляется спайкой.
Получилось ли у вас собрать самостоятельно аппарат для точечной контактной сварки из печки СВЧ или инвертора? С какими трудностями вы столкнулись, какой опыт приобрели? Поделитесь, пожалуйста, своим мнением в комментариях.
РадиоКот :: Блок управления точечной сваркой
РадиоКот >Схемы >Цифровые устройства >Бытовая техника >Блок управления точечной сваркой
Приятно когда проводятся подобные конкурсы. Поздравляю сайт с «круглым» юбилеем. Как говорится поздравление теперь ваше, а подарки наши.
Данная разработка делалась как качественная конструкция не боящаяся ни мороза, ни воды, ни солнечных сияний. Была задумка сделать качественный агрегат для гаражных условий. Что получилось на выходе — судить вам. Все компоненты в основном SMD и являются «ширпотребом» на рынке. Все детали не требовательны к разбросам по параметрам и могут отличаться до 20% от номинала. Развязка индикации специально сделано чтобы не повредить микросхемы от случайностей. Все входы по управлению сделаны почти низкоомными и защищены от всевозможных наводок и утечек. Схема гальванически развязана по питанию во избежание несчастных случаев. Было сделано около 5 таких блоков, все исправно работают уже около года. На передней панели слева показан индикатор мощности 0-99%. Имеется автоматический и ручной режим работы. Время варьируется от 0,0 до 0,9 секунд. Нулевой индикатор времени настраивается на наименьшую величину срабатывания. Обычно им никто не пользуется, так как при таком времени сваривают только фольгу. Включение и регулировка мощности фазируется по частоте питания. Регулирование по фазе осуществляется от заднего тыла сигнала. Это очень облегчает жизнь при перевозбуждении и чудесно его подавляет.
Вот внешний вид аппарата в готовом виде. Вес около 15 кг без присоблений.
Всё полностью ручное изготовление гаражного типа.
Схема аппарата прилагается.
Качественная схема в формате sPlan прилагается внизу статьи.
Как всегда и получается не всегда всех чипов есть по наличаю, поэтому приходилось изгаляться. Но получилось неплохо, по моему….
Как видите простые советские микросхемы выполнены в качестве чипов. Так проще и надёжнее. Чипы в местах резисторных ЦАП стоят «домиком» в виду отсутствия необходимых номиналов при сборке.
Вот общий вид платы с деталями.
А вот вид спереди.
Плата выполнялась по ЛУТ технологии. Так как длина её около 15 см то некоторые проблемы возникали по началу. Ведь расстояние между некоторыми проводниками состовляет до 0,2 мм. Вот как выглядит вытравленая плата.
Разводка печатной платы выложена в файле внизу страницы.
ВНИМАНИЕ!!! В разведённой схеме все SMD транзисторы перевернуты вверх тормашками!! Это не потому что мне нечего делать было, а потому что неправильное расположение выяснилось когда уже все микросхемы с чипами были запаяны в плату. Смешного ничего нет, не ошибается тот — кто не работает.
Теперь о маленьких мелочах жизни. Самое важное в аппарате — это трансформатор. Делался обычно из того что есть под рукой из расчёта на 2-4(4-6 в пике) кВт. Работа в повторно-кратковременном режиме, поэтому трансформатор нужно долго гонять пока он станет тёплым. Так что работает он с перегрузкой. Даже при такой нагрузке тиристор указаный в схеме даже не греется. Схема специально была выбрана для управления одним тиристором. Данный тип дешёвый, к тому же ещё и один. Пробовались и ТС-80, также исправно работали, практически не греясь. Силовой выпрямитель обычно брался типа КРВС5010. При изготовлении трансформатора нужно уделить внимание на ток холостого хода. он должен составлять 1-3 Ампера. Выходное напряжение берётся в пределе 5-6 Вольт, больше возможно если у вас мощная проводка. Ток во вторичке достигает до 1500 Ампер. По характеристикам «рвёт» польские и итальянские аналоги промышленного образца. Для предотвращения самовозбуждения на низких мощностях применяется RC цепочка параллельно трансформатору. Вместо неё можно поставить активное сопротивление около 150-200 Вт, в одном из случаев был установлен паяльник на 100 Вт. Не думаю что в домашних условиях при наличае контроллеров кто-то рисконёт повторять подвиг по сборке данной схемы, но некоторые из принципов схемотехники будут полезны и силовикам, и аналоговикам и цифровикам.
На этом всё.
Удачи вам и поменьше дыма и искр с плат.
Файлы:
Печатная плата, Sprint-Layoout
Схема, sPlan
Все вопросы в Форум.
Как вам эта статья? | Заработало ли это устройство у вас? |
Регуляторы контактной сварки РКС-502 и РКС-801
Регуляторы контактной сварки РКС-502 и РКС-801
- Подробности
- Категория: Контактная сварка

Основные сведения об изделии и технические данные.
Регуляторы контактной сварки РКС-502 и РКС-801, в дальнейшем именуемые «регуляторы», предназначены для комплектации контактных электросварочных машин.
Регуляторы обеспечивают:
— управление последовательностью действий однофазных машин точечной сварки, имеющих контактор и клапан (для регулятора РКС-801 — два клапана) постоянного тока;
— регулирование длительности позиций сварочного цикла с цифровым отсчетом;
— управление тиристорным контактором и регулирование величины сварочного тока;
— автоматическую настройку на коэффициент мощности cosφ с изменением полярности включения первой полуволны сварочного тока;
— стабилизацию действующего значения сварочного тока при колебаниях напряжения питающей сети.
Управление регулятором проводится путем замыкания и размыкания контактов педали сварочной машины.
Скачать документацию
Принцип работы регулятора

Рассмотрим работу регуляторов в режиме «Одиночная сварка».
При подаче на регулятор напряжения питания зажигается индикатор »  » на передней панели. Счетчики и триггеры блоков цикла и счета устанавливаются в ноль с помощью цепочки на транзисторах VT7, VT8 на блоке счета. С помощью схемы собранной на элементах VT1, VT2, D2, VT3, VT4, VT5, VT6, D3, вырабатываются и формируются тактовые импульсы.
» на передней панели. Счетчики и триггеры блоков цикла и счета устанавливаются в ноль с помощью цепочки на транзисторах VT7, VT8 на блоке счета. С помощью схемы собранной на элементах VT1, VT2, D2, VT3, VT4, VT5, VT6, D3, вырабатываются и формируются тактовые импульсы.
При замыкании контактов педали сварочной машины инвертор на VT9 опрокидывается и сигнал подается на блок цикла на D10.3, запускается триггер D3.8 «Предварительное сжатие». Одновременно, на блоке счета счетчик D6 вырабатывает импульсы счета для позиций «XI», a D8 для «XI0». При совпадении количества импульсов на дешифраторах D7 (для «XI») и D9 (для «Х10») с количеством периодов, установленных на переключателе позиций «Предварительное сжатие», в блок цикла поступает сигнал, запускающий счет позиции «Сжатие». Аналогичным образом работают остальные режимы схемы.
При постоянно замкнутых контактах педали автоматически повторяется сварочный цикл, если переключатель «Режим работы» регулятора установлен в положении «Серия сварок», и дает только один цикл в положении «Одиночная сварка». В режиме «Серия сварок» выдержка «Предварительное сжатие» исключается после прохождения первого сварочного цикла. При размыкании педали после прохождения выдержки «Сжатие» обеспечивается прохождение полного сварочного цикла. В случае размыкания педали на выдержке «Сжатие» сварочный цикл прекращается, сварочная машина возвращается в состояние ожидания.
Индикация прохождения сварочного цикла осуществляется с помощью индикаторов, установленных на лицевой панели.
Для регулятора РКС-502 на блоке счета имеется схема на элементах D5.1, D4.3, D3.6, которая с помощью переключателя «Х4» позволяет увеличить длительность одновременно всех позиций цикла в 4 раза. (Для регулятора РКС-801 элементы D1.2, D4.1, D4.2, переключатель «Х2» и увеличение длительности позиций в 2 раза соответственно)
Для работы регулятора по циклу длительность каждой выдержки должна быть не менее «01» (1 периода). Длительность «00» является запрещенной.
Схема блока стабилизаторов является типовой, ее принцип работы приведен в справочниках и специального описания не требует.
Блок регулировки тока обеспечивает формирование импульсов управления тиристорным контактором, автоматическую регулировку cosφ и стабилизацию сварочного тока. Сигнал с первичной цепи силового трансформатора контактной машины через промежуточный трансформатор попадает на диодный мост VD17-VD20, формируется на элементах VT12, D4.6, D5.4, Dl.l, D2.1, сдвигается по фазе на необходимую величину на элементах С6, VT9, VT10 и импульсы управления с элементов D7, VT11 подаются на блок усилителей.
Регулировка нижних пределов действующего значения сварочного тока производится схемой на элементе D8 у изготовителя и дополнительной подстройки не требует. Стабилизация сварочного тока осуществляется при установке переключателя в положение «Включено» на лицевой панели.
Блок усилителей предназначен для усиления импульсов управления тиристорными контакторами (схема на VT1, VT2) и включения клапана (VT3) для РКС-502 или клапанов (VT3, VT6) (для РКС-801).
В блоке предусмотрена электронная защита цепей питания клапана от перегрузок по току (VT7, VT8, VT9, VT10). Индикация срабатывания защиты производится с помощью индикатора на лицевой панели.
Элементы D1, D3, D4, D5 (дополнительно D2 для РКС-801) служат для управления регулятором с помощью внешних сигналов. Схема подключения цепей внешнего управления регуляторами приведена в приложении 11.
Переключателем «Компенсация» можно отключить стабилизацию, что увеличивает величину тока на 15%.
Сварочный ток можно отключить переключателем «Ток включен». Такой режим необходим при наладке машины.
Регулятор РКС-801 выполняет также следующие дополнительные функции:
— регулировку величины сварочного тока для позиций «Сварка 1» и «Сварка 2», задаваемой переключателями «Нагрев 1» и «Нагрев 2» соответственно. Нулевое положение переключателя соответствует минимальной величине сварочного тока (50%), положение «9» — максимальное;
— в режиме импульсной сварки позиции «Охлаждение» и «Сварка 1» могут отрабатываться до 9 раз в одном цикле. Количество импульсов задается переключателем «Число импульсов»;
— первый импульс сварочного тока позиции «Сварка 1» может быть промодулирован. Суть модуляции состоит в том, что первая полуволна сварочного тока имеет значение минимальной величины и за десять периодов нарастает до максимального значения (которое должно быть установлено переключателем «Нагрев 1»). При установке переключателя «Нарастание» в положение «9», время модуляции наибольшее, и составляет 0,2 сек. При установке переключателя в положение «0» первый импульс сварочного тока импульс не модулируется;
— клапан 2, управляемый регулятором, осуществляет дополнительное обжатие заготовки на позициях «Сжатие» («Повышенное усилие 12) и на позициях «Проковка 1», «Сварка 2», «Проковка 2» («Повышенное усилие 2»). Повышенные усилия могут быть отключены соответствующими переключателями. Сигнализация работы клапана 2 на повышенном усилии 2 осуществляется индикатором. Срабатывание клапана 2 на повышенном усилии 2 можно задержать на 1…9 периодов с момента окончания позиции «Сварка 1» при помощи соответствующего переключателя (длительность позиции «Проковка 1» должна быть не меньше значения задержки).

Скачать документацию
Блок управления точечной сваркой на STM8S003f3p6 — Оборудование для контактной сварки
Приветствую.
По совету Slava_Sh решил создать новую тему:
Схема собрана на самом дешевом 20 выводном контроллере от STM (STM8s003f3p6) и индикаторе 1601 (HD44780)
Функционал легко расширяется (пользователю доступны 8 выводов ( 4 из них c повышенной нагрузочной способностью) на которые можно повесить, что угодно — функционал дописать не сложно, (на 3 выводах сейчас заведены кнопки).
Управление 3 кнопки: «Время +», «Время -«, «Старт»
Последнее использованное значение запоминает в EEPROM и при включении после заставки именно оно и будет на дисплее.
Время задается в пределах:
1) 0.00 …. 1.00 с шагом 0.01 сек
2) 1.00 ….. 9.90 c шагом 0.10 сек
У кого какие пожелания будут — могу попробовать добавить дополнительные возможности.
Проект открытый (в приложении вы найдете все исходники под Cosmic, схему и плату в формате Sprint Layout 6)
Для запуска необходимо будет только подгрузить стандартную библиотеку STM8S_StdPeriph_Driver (можно скачать с сайта STM)
Изменено пользователем sed_alexРегуляторы контактной сварки РКС-502 и РКС-801
Регуляторы контактной сварки РКС-502 и РКС-801
- Подробности
- Категория: Контактная сварка
Основные сведения об изделии и технические данные.
Регуляторы контактной сварки РКС-502 и РКС-801, в дальнейшем именуемые «регуляторы», предназначены для комплектации контактных электросварочных машин.
Регуляторы обеспечивают:
— управление последовательностью действий однофазных машин точечной сварки, имеющих контактор и клапан (для регулятора РКС-801 — два клапана) постоянного тока;
— регулирование длительности позиций сварочного цикла с цифровым отсчетом;
— управление тиристорным контактором и регулирование величины сварочного тока;
— автоматическую настройку на коэффициент мощности cosφ с изменением полярности включения первой полуволны сварочного тока;
— стабилизацию действующего значения сварочного тока при колебаниях напряжения питающей сети.
Управление регулятором проводится путем замыкания и размыкания контактов педали сварочной машины.
Скачать документацию
Принцип работы регулятора
Рассмотрим работу регуляторов в режиме «Одиночная сварка».
При подаче на регулятор напряжения питания зажигается индикатор » » на передней панели. Счетчики и триггеры блоков цикла и счета устанавливаются в ноль с помощью цепочки на транзисторах VT7, VT8 на блоке счета. С помощью схемы собранной на элементах VT1, VT2, D2, VT3, VT4, VT5, VT6, D3, вырабатываются и формируются тактовые импульсы.
При замыкании контактов педали сварочной машины инвертор на VT9 опрокидывается и сигнал подается на блок цикла на D10.3, запускается триггер D3.8 «Предварительное сжатие». Одновременно, на блоке счета счетчик D6 вырабатывает импульсы счета для позиций «XI», a D8 для «XI0». При совпадении количества импульсов на дешифраторах D7 (для «XI») и D9 (для «Х10») с количеством периодов, установленных на переключателе позиций «Предварительное сжатие», в блок цикла поступает сигнал, запускающий счет позиции «Сжатие». Аналогичным образом работают остальные режимы схемы.
При постоянно замкнутых контактах педали автоматически повторяется сварочный цикл, если переключатель «Режим работы» регулятора установлен в положении «Серия сварок», и дает только один цикл в положении «Одиночная сварка». В режиме «Серия сварок» выдержка «Предварительное сжатие» исключается после прохождения первого сварочного цикла. При размыкании педали после прохождения выдержки «Сжатие» обеспечивается прохождение полного сварочного цикла. В случае размыкания педали на выдержке «Сжатие» сварочный цикл прекращается, сварочная машина возвращается в состояние ожидания.
Индикация прохождения сварочного цикла осуществляется с помощью индикаторов, установленных на лицевой панели.
Для регулятора РКС-502 на блоке счета имеется схема на элементах D5.1, D4.3, D3.6, которая с помощью переключателя «Х4» позволяет увеличить длительность одновременно всех позиций цикла в 4 раза. (Для регулятора РКС-801 элементы D1.2, D4.1, D4.2, переключатель «Х2» и увеличение длительности позиций в 2 раза соответственно)
Для работы регулятора по циклу длительность каждой выдержки должна быть не менее «01» (1 периода). Длительность «00» является запрещенной.
Схема блока стабилизаторов является типовой, ее принцип работы приведен в справочниках и специального описания не требует.
Блок регулировки тока обеспечивает формирование импульсов управления тиристорным контактором, автоматическую регулировку cosφ и стабилизацию сварочного тока. Сигнал с первичной цепи силового трансформатора контактной машины через промежуточный трансформатор попадает на диодный мост VD17-VD20, формируется на элементах VT12, D4.6, D5.4, Dl.l, D2.1, сдвигается по фазе на необходимую величину на элементах С6, VT9, VT10 и импульсы управления с элементов D7, VT11 подаются на блок усилителей.
Регулировка нижних пределов действующего значения сварочного тока производится схемой на элементе D8 у изготовителя и дополнительной подстройки не требует. Стабилизация сварочного тока осуществляется при установке переключателя в положение «Включено» на лицевой панели.
Блок усилителей предназначен для усиления импульсов управления тиристорными контакторами (схема на VT1, VT2) и включения клапана (VT3) для РКС-502 или клапанов (VT3, VT6) (для РКС-801).
В блоке предусмотрена электронная защита цепей питания клапана от перегрузок по току (VT7, VT8, VT9, VT10). Индикация срабатывания защиты производится с помощью индикатора на лицевой панели.
Элементы D1, D3, D4, D5 (дополнительно D2 для РКС-801) служат для управления регулятором с помощью внешних сигналов. Схема подключения цепей внешнего управления регуляторами приведена в приложении 11.
Переключателем «Компенсация» можно отключить стабилизацию, что увеличивает величину тока на 15%.
Сварочный ток можно отключить переключателем «Ток включен». Такой режим необходим при наладке машины.
Регулятор РКС-801 выполняет также следующие дополнительные функции:
— регулировку величины сварочного тока для позиций «Сварка 1» и «Сварка 2», задаваемой переключателями «Нагрев 1» и «Нагрев 2» соответственно. Нулевое положение переключателя соответствует минимальной величине сварочного тока (50%), положение «9» — максимальное;
— в режиме импульсной сварки позиции «Охлаждение» и «Сварка 1» могут отрабатываться до 9 раз в одном цикле. Количество импульсов задается переключателем «Число импульсов»;
— первый импульс сварочного тока позиции «Сварка 1» может быть промодулирован. Суть модуляции состоит в том, что первая полуволна сварочного тока имеет значение минимальной величины и за десять периодов нарастает до максимального значения (которое должно быть установлено переключателем «Нагрев 1»). При установке переключателя «Нарастание» в положение «9», время модуляции наибольшее, и составляет 0,2 сек. При установке переключателя в положение «0» первый импульс сварочного тока импульс не модулируется;
— клапан 2, управляемый регулятором, осуществляет дополнительное обжатие заготовки на позициях «Сжатие» («Повышенное усилие 12) и на позициях «Проковка 1», «Сварка 2», «Проковка 2» («Повышенное усилие 2»). Повышенные усилия могут быть отключены соответствующими переключателями. Сигнализация работы клапана 2 на повышенном усилии 2 осуществляется индикатором. Срабатывание клапана 2 на повышенном усилии 2 можно задержать на 1…9 периодов с момента окончания позиции «Сварка 1» при помощи соответствующего переключателя (длительность позиции «Проковка 1» должна быть не меньше значения задержки).
Скачать документацию