


Аргонно-дуговая сварка Википедия
Газовая дуговая сваркаДугова́я сва́рка в защи́тных га́зах — дуговая сварка с использованием газов для защиты места сварки от влияния атмосферных газов[~ 1].
Общие сведения
В англоязычной иностранной литературе именуется как gas metal arc welding (GMA welding, GMAW), в немецкоязычной литературе — metallschutzgasschweißen (MSG). Разделяют сварку в атмосфере инертного газа (metal inert gas, MIG) и в атмосфере активного газа (metal active gas, MAG).
Этим видом сварки производится ручная сварка, полуавтоматическая, автоматическая в различных пространственных положениях, черных и цветных металлов и сплавов толщиной от десятых долей до десятков миллиметров.
Сущность
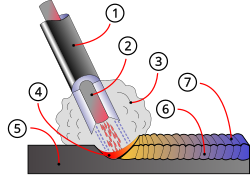
Сварка в защитных газах. 1 — горелка, 2 — электрод, 3 — защитный газ, 4 — место расплава металла, 5 — заготовка, 6, 7 — шовСпособ дуговой сварки в защитных газах заключается в том, что в зону дуги поступает защитный газ. Выделяемое дугой тепло расплавляет основной металл и электрод. Остывая, металл сварочной ванны образует сварочный шов. Защитный газ изолирует расплавленный металл от газов в воздухе, препятствуя их взаимодействию
По виду применяемых защитных газов, этот вид сварки разделяется на сварку[~ 1]:
- В инертных газах;
- В активных газах;
- В смеси инертных и активных газах;
- Со струйной защитой.
В качестве защитных газов в сварочном процессе используются инертные (аргон и гелий), активные (углекислый газ, водород, кислород и азот) газы, газовые смеси (Аг + Не, Аг + СО2, Аг + О2, СО2 + О2 и др.).
Активные газы используются для обеспечения необходимых свойств шва свариваемых металлов. Используя газовые смеси, добиваются устойчивости дуги, улучшение формы шва, уменьшения разбрызгивания свариваемого металла.
Дуговая сварка в защитных газах по виду дуги различается на:
- Сварку постоянной дугой;
- Сварку импульсной дугой.
В зависимости от типа электродов сварка в защитных газах разделяется на сварку плавящимся или неплавящимся электродом. При сварке неплавящимся электродом применяются инертные газы — аргон и гелий или их смеси.
Недостатки
- По сравнению со сваркой под флюсом необходимо применение защитных мер против светового и теплового излучения дуги.
- Сравнительно большие размеры горелок для сварки в среде защитных газов делают сложной или невозможной сварку в узких и труднодоступных местах.
- Необходимость в баллонах с газом увеличивает размеры и вес оборудования сварочного поста, что затрудняет его перемещение с места на место.
Преимущества
- высокое качество соединения при работе с разными металлами и сплавами вне зависимости от пространственного положения детали;
- широкий диапазон толщин свариваемого металла — от десятой доли до нескольких десятков миллиметров;
- возможность визуального контроля сварочной дуги и ванны, процесса образования сварочного шва;
- узкая зона термического воздействия;
- при многослойной сварке не надо зачищать швы;
- высокая производительность работ;
- не надо удалять флюс или шлак, зачищать швы.
Оборудование
В комплект оборудования для сварки с защитными газами входят сварочная аппаратура (трансформаторы, инверторы, блоки питания, горелки, маски), газовая аппаратура (баллоны, шланги, расходомеры).
Примечания
- Сноски
- ↑ 1 2 3 Сварочные работы, § 111 Общие свединея о сварке в защетных газах., с. 348.
- Источники
Литература
Техническая литература
- ГОСТ Р ИСО 17659-2009 // Сварка. Термины многоязычные для сварных соединений. — М.: ФГУП «Стандартинформ», 2009.
- Чебан В.А. Сварочные работы / Ответственный редактор: Оксана Морозова, Технический редактор Галина Логвинова. — 5-е изд. — Ростов-на-Дону: «Феникс», 2008. — 412 с. — (Начальное профессиональное образование). — 3000 экз. — ISBN 978-5-222-13621-8.
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
См. также
Аргоновая сварка Википедия
Газовая дуговая сваркаДугова́я сва́рка в защи́тных га́зах — дуговая сварка с использованием газов для защиты места сварки от влияния атмосферных газов
Общие сведения
В англоязычной иностранной литературе именуется как gas metal arc welding (GMA welding, GMAW), в немецкоязычной литературе — metallschutzgasschweißen (MSG). Разделяют сварку в атмосфере инертного газа (metal inert gas, MIG) и в атмосфере активного газа (metal active gas, MAG).
Этим видом сварки производится ручная сварка, полуавтоматическая, автоматическая в различных пространственных положениях, черных и цветных металлов и сплавов толщиной от десятых долей до десятков миллиметров.
Сущность
Сварка в защитных газах. 1 — горелка, 2 — электрод, 3 — защитный газ, 4 — место расплава металла, 5 — заготовка, 6, 7 — шовПо виду применяемых защитных газов, этот вид сварки разделяется на сварку[~ 1]:
- В инертных газах;
- В активных газах;
- В смеси инертных и активных газах;
- Со струйной защитой.
В качестве защитных газов в сварочном процессе используются инертные (аргон и гелий), активные (углекислый газ, водород, кислород и азот) газы, газовые смеси (Аг + Не, Аг + СО
Активные газы используются для обеспечения необходимых свойств шва свариваемых металлов. Используя газовые смеси, добиваются устойчивости дуги, улучшение формы шва, уменьшения разбрызгивания свариваемого металла.
Дуговая сварка в защитных газах по виду дуги различается на:
- Сварку постоянной дугой;
- Сварку импульсной дугой.
В зависимости от типа электродов сварка в защитных газах разделяется на сварку плавящимся или неплавящимся электродом. При сварке неплавящимся электродом применяются инертные газы — аргон и гелий или их смеси.
Недостатки
- По сравнению со сваркой под флюсом необходимо применение защитных мер против светового и теплового излучения дуги.
- Сравнительно большие размеры горелок для сварки в среде защитных газов делают сложной или невозможной сварку в узких и труднодоступных местах.
- Необходимость в баллонах с газом увеличивает размеры и вес оборудования сварочного поста, что затрудняет его перемещение с места на место.
Преимущества
- высокое качество соединения при работе с разными металлами и сплавами вне зависимости от пространственного положения детали;
- широкий диапазон толщин свариваемого металла — от десятой доли до нескольких десятков миллиметров;
- возможность визуального контроля сварочной дуги и ванны, процесса образования сварочного шва;
- узкая зона термического воздействия;
- при многослойной сварке не надо зачищать швы;
- высокая производительность работ;
- не надо удалять флюс или шлак, зачищать швы.
Оборудование
В комплект оборудования для сварки с защитными газами входят сварочная аппаратура (трансформаторы, инверторы, блоки питания, горелки, маски), газовая аппаратура (баллоны, шланги, расходомеры).
Примечания
- Сноски
- ↑ 1 2 3 Сварочные работы, § 111 Общие свединея о сварке в защетных газах., с. 348.
- Источники
Литература
Техническая литература
- ГОСТ Р ИСО 17659-2009 // Сварка. Термины многоязычные для сварных соединений. — М.: ФГУП «Стандартинформ», 2009.
- Чебан В.А. Сварочные работы / Ответственный редактор: Оксана Морозова, Технический редактор Галина Логвинова. — 5-е изд. — Ростов-на-Дону: «Феникс», 2008. — 412 с. — (Начальное профессиональное образование). — 3000 экз. — ISBN 978-5-222-13621-8.
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
См. также
Дуговая сварка в защитных газах — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 9 ноября 2018; проверки требуют 5 правок. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 9 ноября 2018; проверки требуют 5 правок. Газовая дуговая сваркаДугова́я сва́рка в защи́тных га́зах — дуговая сварка с использованием газов для защиты места сварки от влияния атмосферных газов[~ 1].
В англоязычной иностранной литературе именуется как gas metal arc welding (GMA welding, GMAW), в немецкоязычной литературе — metallschutzgasschweißen (MSG). Разделяют сварку в атмосфере инертного газа (metal inert gas, MIG) и в атмосфере активного газа (metal active gas, MAG).
Этим видом сварки производится ручная сварка, полуавтоматическая, автоматическая в различных пространственных положениях, черных и цветных металлов и сплавов толщиной от десятых долей до десятков миллиметров.
 Сварка в защитных газах. 1 — горелка, 2 — электрод, 3 — защитный газ, 4 — место расплава металла, 5 — заготовка, 6, 7 — шов
Сварка в защитных газах. 1 — горелка, 2 — электрод, 3 — защитный газ, 4 — место расплава металла, 5 — заготовка, 6, 7 — шовСпособ дуговой сварки в защитных газах заключается в том, что в зону дуги поступает защитный газ. Выделяемое дугой тепло расплавляет основной металл и электрод. Остывая, металл сварочной ванны образует сварочный шов. Защитный газ изолирует расплавленный металл от газов в воздухе, препятствуя их взаимодействию[~ 1].
По виду применяемых защитных газов, этот вид сварки разделяется на сварку[~ 1]:
- В инертных газах;
- В активных газах;
- В смеси инертных и активных газах;
- Со струйной защитой.
В качестве защитных газов в сварочном процессе используются инертные (аргон и гелий), активные (углекислый газ, водород, кислород и азот) газы, газовые смеси (Аг + Не, Аг + СО2, Аг + О2, СО2 + О2 и др.).
Активные газы используются для обеспечения необходимых свойств шва свариваемых металлов. Используя газовые смеси, добиваются устойчивости дуги, улучшение формы шва, уменьшения разбрызгивания свариваемого металла.
Дуговая сварка в защитных газах по виду дуги различается на:
- Сварку постоянной дугой;
- Сварку импульсной дугой.
В зависимости от типа электродов сварка в защитных газах разделяется на сварку плавящимся или неплавящимся электродом. При сварке неплавящимся электродом применяются инертные газы — аргон и гелий или их смеси.
- По сравнению со сваркой под флюсом необходимо применение защитных мер против светового и теплового излучения дуги.
- Сравнительно большие размеры горелок для сварки в среде защитных газов делают сложной или невозможной сварку в узких и труднодоступных местах.
- Необходимость в баллонах с газом увеличивает размеры и вес оборудования сварочного поста, что затрудняет его перемещение с места на место.
- высокое качество соединения при работе с разными металлами и сплавами вне зависимости от пространственного положения детали;
- широкий диапазон толщин свариваемого металла — от десятой доли до нескольких десятков миллиметров;
- возможность визуального контроля сварочной дуги и ванны, процесса образования сварочного шва;
- узкая зона термического воздействия;
- при многослойной сварке не надо зачищать швы;
- высокая производительность работ;
- не надо удалять флюс или шлак, зачищать швы.
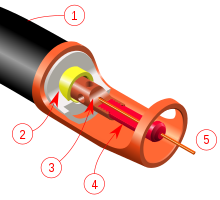 Сопло газового аппарата (GMAW).(1) Рукоятка, (2) Литой диэлектрик (показан белым) вставка с металлической гайкой с резьбой (желтая), (3) Диффузор защитного газа, (4) Контактный наконечник, (5) Выходная поверхность сопла
Сопло газового аппарата (GMAW).(1) Рукоятка, (2) Литой диэлектрик (показан белым) вставка с металлической гайкой с резьбой (желтая), (3) Диффузор защитного газа, (4) Контактный наконечник, (5) Выходная поверхность соплаВ комплект оборудования для сварки с защитными газами входят сварочная аппаратура (трансформаторы, инверторы, блоки питания, горелки, маски), газовая аппаратура (баллоны, шланги, расходомеры).
- Сноски
- ↑ 1 2 3 Сварочные работы, § 111 Общие свединея о сварке в защетных газах., с. 348.
- Источники
Техническая литература[править | править код]
- ГОСТ Р ИСО 17659-2009 // Сварка. Термины многоязычные для сварных соединений. — М.: ФГУП «Стандартинформ», 2009.
- Чебан В.А. Сварочные работы / Ответственный редактор: Оксана Морозова, Технический редактор Галина Логвинова. — 5-е изд. — Ростов-на-Дону: «Феникс», 2008. — 412 с. — (Начальное профессиональное образование). — 3000 экз. — ISBN 978-5-222-13621-8.
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
Аргоновая сварка Википедия
Газовая дуговая сваркаДугова́я сва́рка в защи́тных га́зах — дуговая сварка с использованием газов для защиты места сварки от влияния атмосферных газов[~ 1].
Общие сведения[ | ]
В англоязычной иностранной литературе именуется как gas metal arc welding (GMA welding, GMAW), в немецкоязычной литературе — metallschutzgasschweißen (MSG). Разделяют сварку в атмосфере инертного газа (metal inert gas, MIG) и в атмосфере активного газа (metal active gas, MAG).
Этим видом сварки производится ручная сварка, полуавтоматическая, автоматическая в различных пространственных положениях, черных и цветных металлов и сплавов толщиной от десятых долей до десятков миллиметров.
Сущность[ | ]
Сварка в защитных газах. 1 — горелка, 2 — электрод, 3 — защитный газ, 4 — место расплава металла, 5 — заготовка, 6, 7 — шовСпособ дуговой сварки в защитных газах заключается в том, что в зону дуги поступает защитный газ. Выделяемое дугой тепло расплавляет основной металл и электрод. Остывая, металл сварочной ванны образует сварочный шов. Защитный газ изолирует расплавленный металл от газов в воздухе, препятствуя их взаимодействию[~ 1].
По виду применяемых защитных газов, этот вид сварки разделяется на сварку[~ 1]:
- В инертных газах;
- В активных газах;
- В смеси инертных и активных газах;
- Со струйной защитой.
В качестве защитных газов в сварочном процессе используются инертные (аргон и гелий), активные (углекислый газ, водород, кислород и азот) газы, газовые смеси (Аг + Не, Аг + СО2, Аг + О2, СО2 + О2 и др.).
Активные газы используются для обеспечения необходимых свойств шва свариваемых металлов. Используя газовые смеси, добиваются устойчивости дуги, улучшение формы шва, уменьшения разбрызгивания свариваемого металла.
Дуговая сварка в защитных газах по виду дуги различается на:
- Сварку постоянной дугой;
- Сварку импульсной дугой.
В зависимости от типа электродов сварка в защитных газах разделяется на сварку плавящимся или неплавящимся электродом. При сварке неплавящимся электродом применяются инертные газы — аргон и гелий или их смеси.
Недостатки[ | ]
- По сравнению со сваркой под флюсом необходимо применение защитных мер против светового и теплового излучения дуги.
- Сравнительно большие размеры горелок для сварки в среде защитных газов делают сложной или невозможной сварку в узких и труднодоступных местах.
- Необходимость в баллонах с газом увеличивает размеры и вес оборудования сварочного поста, что затрудняет его перемещение с места на место.
Преимущества[ |
Сварка аргоном — особенности, техника, принцип работы
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.

Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
| Толщина металла, мм | Диаметр вольфрамового электрода, мм | Сила тока, А |
|---|---|---|
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Преимущества и недостатки
К преимуществам аргонодуговой сварки можно отнести:
- Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий.
- Газ аргон является инертным, то есть, он тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сваривания.
- Тепловая мощность дуги достаточно высокая, что позволяет сам процесс сварки проводить за короткий промежуток времени.
- Сам процесс прост, поэтому научиться ему несложно.
- Этот сварочный процесс позволяет соединить разные виды металлов, которые другими вилами сварки не состыковать.
Недостатки:
- При сквозняках и ветре часть аргонной защиты улетучивается, что снижает качество сварочного шва. Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
- Сварочное оборудование достаточно сложное, к тому же непросто провести настройку режимов сварки.
- Если в процессе соединения необходима высокоамперная дуга, то нужно продумать дополнительное охлаждение стыкуемых металлов.
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.
Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Виды сварочного оборудования
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.
- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.
Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно. И в быту такие ситуации встречаются нередко, к примеру, стыковка труб из нержавейки. Обязательно посмотрите видео на этой странице сайта.
Поделись с друзьями
0
0
0
1
Аргонодуговая сварка tig. Гост, видео, технология и оборудование

Без такой операции, как сварка сегодня не обходится ни одна стройка, ни одно производство, где необходимо соединить металлические детали. Этот вид соединения считается одним из быстрых и довольно качественных. Существует несколько видов сварки, но в этой статье, речь пойдет именно об аргонодуговой. Чем она примечательна, ее плюсы и минусы, все это будет рассмотрено ниже.
Технология
Аргонодуговая сварка ― это по сути та же ― электродуговая, но в ней используется инертный газ ― аргон, который подается в место горения электрической дуги. Международных обозначений аргонодуговая сварка имеет аж целых два- это TIG (сварка неплавящимися вольфрамовыми электродами в среде газа — аргона) и MIG/MAG (сварка электродной проволокой в среде аргона или углекислого газа).
Таким образом, создается газовая среда, в которой происходит плавление металла. Благодаря тому, что аргон не вступает во взаимодействие с металлом, он не меняет его химический состав и это большой плюс. То, что этот газ тяжелее на 1/3 воздуха, способствует вытеснению последнего из среды дуги, и изоляции расплавленного металла от воздействия атмосферы.
Это защищает сварочный шов от образования оксидной пленки и в целом улучшает качество соединения металла. Бывают случаи, когда к аргону добавляют кислород в количестве 4%. Это обусловлено тем, что при сгорании кромок металла, внутри газовой среды, аргон полностью не защищает шов от разного рода загрязнений и влаги. А кислород сжигает эти вредные примеси, исключая образование пористости шва. Но это делают в основном там, где необходимо очень высокое качество сварочного соединения. Обычно достаточно одного аргона.

Принцип работы
Оборудование для аргонной сварки состоит из: сварочного аппарата ― в который входит инверторный преобразователь для образования электродуги, осциллятор, горелка, баллон с аргоном, газовые шланги и сварочные кабеля.
Аргонодуговая сварка (tig) неплавящимся электродом
Перед началом работы включается аппарат и подается аргон. Для образования электродуги, сварщик приближает вольфрамовый (при сварке неплавящим электродом) электрод на небольшое расстояние к детали. На этом этапе есть один важный нюанс. Дуга не сможет образоваться при прямом соединении электрода с деталью, как при электросварке. Это из-за того, что для создания в среде аргона дуги, необходима высокая ионизация. А так как вольфрамовый электрод тугоплавкий (температура плавления около 5000 °C) и практически не сгорает, отсутствует образование газов, способствующих ионизации и зажиганию дуги. Потому в таких случаях используется ― осциллятор.
Осциллятор ― это устройство, обычно установленное в сварочном аппарате для аргонодуговой сварки, которое зажигает электродугу в случае с неплавящим электродом. Происходит это следующим образом: поднося горелку с вольфрамовым электродом на небольшое расстояние к детали, осциллятор подает на электрод высоковольтный импульс высокой частоты, который электрически пробивает расстояние к детали образуя ионизацию в газовой среде. Благодаря этому происходит зажигание дуги и дальнейшее ее горение.
При использовании постоянного тока сварки, применяется подключение прямой полярности. То есть на корпус изделия подается «плюс», а на электрод «минус». Делается так потому, что при таком подключении, на детали, то есть «плюсе», выделяется до 70% тепла, а на электроде ― «минусе» всего 30%. Вследствие этого, металл детали плавится, а электрод меньше подвержен сгоранию. Исключением является сварка алюминия. В этом случае лучшие результаты получаются при сварке переменным током, так как при этом разрушается образование оксидной пленки. Что касается осциллятора, то при использовании переменного тока, после зажигания дуги, он переходит в режим стабилизации, подавая импульсы пробоя каждый раз, когда меняется полярность. Это обеспечивает стабильное горение электродуги.

Ввиду того, что вольфрамовый электрод не плавится, для образования шва в место горения дуги добавляется присадочный материал, который сварщик держит левой рукой, и при надобности подает.
В соединяемых деталях под действием температуры образуется ванночка с расплавленным металлом. Так как горелка имеет вход для подключения газового шланга, аргон по специальной полости проходит к газовому соплу и вырывается наружу между ним и вольфрамовым электродом. Таким образом, как бы «окутывая» электрод и варочную ванночку.
Помимо полости для газа, еще горелка имеет впускной и выпускной патрубки для подачи холодной жидкости и отвода нагретой. Это необходимо для охлаждения сопла горелки ввиду сильного перегрева.
Аргонодуговая сварка плавящимся электродом
В этом случае, роль электрода выполняет стержень из металла, с нанесением рутила. При прямом касании электродом детали, происходит короткое замыкание (как при обычной электродуговой сварке), вследствие чего образуются пары расплавленного металла, которые и дают ионизацию в газовой среде аргона. Дуга зажигается благодаря этим парам, поэтому применение осциллятора в этом случае нет необходимости. Присадочная проволока подается вручную или специальным автоматизированным механизмом, в виде барабана с проволокой, роликов и электродвигателя с редуктором. Обычно такой вид оборудования находиться на специализированном сварочном посту.

Область применения
Аргонодуговая сварка (tig и mig/mag) с успехом применяется при соединении цветных металлов, легированных сталей и алюминия. Также она хороша при сварке алюминиевых и титановых сплавов. Например, легкосплавных дисков и других узлов автомобиля. При малой толщине свариваемых поверхностей, сварка аргоном может проводиться без дополнительных присадок.
Аргонная сварка плавящим электродом, применяется при соединении нержавеющей стали и алюминия.
Плюсы аргонодуговой сварки
Основными достоинствами аргонодуговой сварки являются:
1) высокое качество получаемого шва;
2) равномерное проплавление глубины металла;
3) незаменима при сваривании изделий из тонкого листового алюминия;
4) широкая сфера применения, начиная от автомастерских и заканчивая авиастроением;
5) не требует частой замены электрода, что не образует дефектов при остановке и возобновлении работы.

Недостатки аргонной сварки
1) при ручной сварке ― низкая производительность;
2) для качественной сварки, необходима высокая квалификация и достаточная практика;
3) автоматический вариант ― не всегда удобен, так как применяется для однопрофильных длинных швов. При сваривании коротких и разной ориентации соединений ― не практична;
Из рассмотренного выше понятно, что такой вид сварки намного эффективнее и универсальнее обычной электродуговой. Понятно, что для домашних целей это может быть дорогое удовольствие, но применяя эту технологию в бизнесе, оборудование с лихвой себя окупит за минимальный срок.
Сварка аргоном — всесторонний обзор технологии
Использование высокой температуры дуги при проведении сварки является широко применяемой во многих сферах технологией соединения металлических конструкций. Однако применять ее можно не для всех сплавов, т. к. многие из них при разогреве до высоких температур и расплавлении на открытом воздухе окисляются и теряют свои технологические свойства. Поэтому для них применяется особая сварка аргоном, при которой, кроме нагревания с помощью электрической дуги, для защиты металла используется нейтральный газ аргон.
Особенности аргонодуговой технологии
Как и сварочная дуговая, технология сварки в среде аргона основана на расплавлении области соединения металлов с помощью электрической дуги. Она может проводиться с помощью расплавляющихся и неплавящихся электродов. Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
В этом случае зону соединения металлов заполняют присадочным материалом. Для этого используют металлическую проволоку, изготовленную из сплава, легированного теми же элементами, что и свариваемый металл. Главное правило при ее выборе — не ухудшить свойства основного металла шва. Поэтому важно:
Процентное содержание легирующих элементов в присадочной проволоке не должно быть меньше, чем в соединяемых металлических деталях.
Диаметр проволоки подбирают в соответствии с параметрами сварного шва и толщиной изделия.
При использовании плавящихся электродов в качестве их материала применяется проволока или пруток, которые также по требованиям к химическому составу должны соответствовать основному металлу изделий и при расплавлении не должны ухудшать его свойства.
Аргонодуговая сварка с поддувом может проводиться тремя способами:
- в полном автоматическом режиме;
- в режиме автоматической подачи проволоки;
- в ручном режиме проведения процесса.
При автоматическом режиме весь сварочный процесс полностью автоматизирован: и управление движением электрода, и подачу присадочной проволоки осуществляет автомат.
При полуавтоматическом режиме сварочным аппаратом управляет человек, а подача присадочной проволоки регулируется автоматически.
В ручном режиме весь сварочный процесс проводится сварщиком.
Нейтральный газ в сварочной зоне выполняет две функции. Он служит защитной средой от агрессивного действия компонентов воздуха и регулирует прохождение импульса тока через ионизацию дугой.
При аргонодуговой сварке эти функции обеспечивает газ аргон. Он предотвращает расплавленный металл сварного шва от взаимодействия с компонентами воздуха, т. к. значительно тяжелей воздуха (на 38%) и поэтому выдавливает его из сварной зоны, заполняя рабочее пространство и надежно изолируя расплав от контакта с атмосферной средой.
Для каких целей применяется защитная среда? Дело в том, что при достижении высоких температур многие высоколегированные стали и сплавы цветных металлов легко вступают в реакцию с кислородом и азотом, присутствующих в составе воздуха, образуя соединения, которые вредят их прочности и лишают устойчивости к коррозии. Аргон — нейтральный газ, он не реагирует на компоненты разогретых металлических сплавов, поэтому служит своеобразной завесой, препятствующей контакту разогретого металла с воздухом, предотвращая его взаимодействию с агрессивными газами воздуха.
Иногда, особенно при ванной сварке, для исключения образования пористости сварного металла к аргону добавляется небольшой объем кислорода (3-5%). Он берет на себя роль чистильщика жидкого расплава, взаимодействуя с его поверхностными вредными включениями, которые в дальнейшем выгорают или всплывают на поверхность расплава в виде шлаков.
Кроме того, инертный газ имеет повышенную склонность к ионизации, а это влияет на характер прохождения направленных электронов сварной дуги к поверхности металла, а, следовательно, и параметры силы сварного тока.
Розжиг дуги при разных электродов
При расплавляющихся электродах розжиг дуги происходит во время соприкосновения электрода с изделием. Электродная проволока при касании металлической поверхности начинает искрить и вокруг нее происходит испарение паров железа. Они влияют на степень ионизации аргона, понижая ее, поэтому розжиг дуги происходит с легкостью.
При использовании неплавящихся электродов розжиг дуги таким способом невозможен, т. к. чистый аргон имеет высокий показатель ионизации, поэтому для розжига требует более сильную искру. При касании вольфрамового электрода поверхности металла ее невозможно получить. Кроме того, при касании происходит загрязнение поверхности и ее существенное оплавление. Поэтому для разжигания дуги при вольфрамовом электроде применяют вспомогательный прибор, называемый осциллятором. С помощью него на электрод после включения устройства подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и поверхностью изделия и последующим розжигом дуги.
Для выполнения шва используется аргонодуговая сварка с переменным током и выпрямленным (постоянным) током.
Если аргонодуговая сварка проводится в режиме переменного тока, то осциллятор впоследствии после розжига дуги в дальнейшем играет роль стабилизатора, подающего импульсы в моменты замены полярности, это обеспечивает стабильное горение сварочной дуги.
При сварке с использованием постоянного тока на анодном и катодном конце величина выделяемого тепла разная. При его значении менее 300 ампер до 70% выделяемого тепла образуется на аноде и только 30% приходится на катод.
Для обеспечения большого нагрева металла, приводящего к его расплавлению и исключения перегрева электрода, применяют прямой вид полярности. Тогда изделие служит анодом, а электрод — катодом. Такую схему используют для всех металлических сплавов за исключением алюминиевых. Для них применяют сварку с переменным током, чтобы эффективней удалить окисный поверхностный слой.
Сварка аргоном наиболее понятна при выполнении работы в ручном режиме, поэтому лучше рассмотреть подробно этот вариант соединения металлических деталей.
Этапы ручной аргонодуговой сварки
Для проведения сварки в аргоновой среде используют неплавящиеся электроды. Для работы потребуется:
- источник питания;
- горелка с вольфрамовым электродом;
- газовый баллон с аргоном;
- присадочная проволока.
Схема выполнения сварочных работ с использованием неплавящегося вольфрамового электрода в среде защитного газа изображена на рисунке:

Электрод располагается в держателе горелки и выступает на 2-5 мм вперед.
Его диаметр подбирают, ориентируясь на характер сварного шва и толщину соединяемых металлических деталей. Вокруг держателя электрода расположено сопло для подачи аргона в область сварки в момент проведения работ.
Сварка с поддувом аргона должна проводиться в такой последовательности:
- очистка поверхности зоны сварки;
- приведение горелки в рабочее положение: подача аргона для создания защитного слоя и розжиг дуги;
- процесс выполнения сварного шва.
Тщательную очистку кромочной поверхности соединяемых деталей от загрязнений и окисной пленки необходимо провести перед тем, как приступать к процессу сварки. Для этого используют механический или химический способом очистки с последующим обезжириванием поверхностей.
Затем приводят оборудование в рабочее состояние: подключается источник питания к электросети, к детали, подлежащей сварке, с помощью кнопок управления на горелке подается защитный газ, а сама деталь подключается к «массе». С помощью высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия. Причем газ подается заранее секунд на 20 перед подачей тока для обеспечения защитного слоя.
Важно!Нельзя допускать касания вольфрамового электрода свариваемой поверхности, он должен располагаться на минимальном расстоянии в 2 мм от нее, чтобы создать малую сварочную дугу. В этом случае она обеспечивает максимальное проплавление металла по толщине.
Сразу после разжигания дуги сварщик приступает к созданию сварного шва в зоне, защищенной аргоном. Аргонная сварка проводится так:
Горелкой, находящейся в правой руке, сварщик медленно ведет дугу строго по линии шва, а левой рукой навстречу движению горелки подает присадочную проволоку в зону сварки. Проволока должна всегда располагаться перед горелкой под небольшим углом от 15о до 30о градусов к свариваемой поверхности, а электрод горелки составлять с ней угол около 90о.
Важно!Нельзя допускать резкую подачу присадочной проволоки при выполнении ручных сварочных работ, т. к. это ведет к образованию брызг расплавленного металла и неаккуратной линии шва.
После окончания работы, подача аргона не должна прекращаться сразу, чтобы не допустить окисления еще не остывшего металла шва.
Преимущества технологии
Сварка в среде аргона имеет ряд преимуществ, которые позволяют использовать эту технологию во многих ситуациях, где другие виды сварочных работ невозможны. Среди них характерными преимуществами являются:
- исключение окисляющего воздействия на жидкий металлический расплав компонентов воздуха за счет защитной среды аргона;
- благодаря локальной тепловой мощности в рабочей зоне и правильно выбранных параметрах обеспечивается высокая скорость сварки и качественный шов в автоматическом и полуавтоматическом режиме;
- аргонодуговая сварка дает возможность соединять детали, изготовленные из разных металлов;
- сварочный процесс можно проводить под визуальным контролем.
Оборудование для аргонодуговой сварки
Разные режимы технологии аргонодуговой сварки предполагают использование оборудования, имеющего различные принципы работы и устройства.
Аппараты для соединения деталей с помощью дуги в аргонной среде подразделяются на специальные и универсальные устройства:
- Сварочные трансформаторные устройства работают на использовании переменного тока.
- Аппараты, играющие функцию выпрямителей и генераторов, служат для обеспечения выпрямленного (постоянного) тока при выполнении сварочных работ.
- Универсальные аппараты предназначены для сварочных работ, как на постоянном, так и на переменном характере тока.
Наиболее востребованным является аппарат универсального действия. К таким устройствам относятся инверторы.
Аппараты для ручной сварки с использованием вольфрамового электрода обязательно содержат в комплекте горелку, а также трансформаторы для преобразования тока из переменного в постоянный ток, стабилизаторы напряжения и устройства для розжига дуги.
Аппараты для работы в автоматическом режиме должны включать устройства для управления сварочным процессом и подачей защитного газа.