


автоматический аппарат для сварки, технология

– выражение общепринятое, но принципиально неправильное. Аргоном никто ничего не варит, на то он и нейтральный газ. А вот сварка в аргоне, то есть в аргоновом облаке, является одной из самых эффективных современных методов работы с металлами. С аргоном варят сложные современные сплавы самого разного назначения.
Общие понятия
Сварка аргоном – великолепная технология гибридного типа, позволяющая соединять самые капризные и устойчивые металлы: от огромных труб до маленькой отломившейся ножки бронзовой балерины. В аргонодуговых способах объединены преимущества двух классических методов: дугового электрического и газового. Технология сварки нержавеющей стали – лишь один пример из многочисленных способов сварочных работ в аргоновых облаках.
Юный сварщик никогда не станет классным мастером, если не будет вникать в теорию сварочного дела. Особенно, если это касается непростых технологий, к которым, безусловно, относится аргонная сварка.
Чтобы понять, что такое аргонодуговая сварка с ее особенностями и преимуществами, сначала нужно разобраться с физикой данного процесса. Для соединения металлических поверхностей их нужно нагреть. Нагрева без огня не бывает. А там, где огонь, там вступает в свои права кислород, находящийся в воздухе: происходит окисление. Сложные металлы или сплавы типа легированных сталей или цветных металлов окисляются намного сильнее, чем обычные металлы.
Окисление во время работы ни к чему хорошему не приводит: качество низкое с точки зрения прочности и долговечности из-за большого количества мельчайших пузырьков внутри. Ну а алюминий вообще варить невозможно – при нагревании он попросту горит в воздухе.

Принцип аргонодуговой сварки.
Главной задачей в технологии сварки аргоном становится защита сварочной рабочей ванны от газов и примесей. Здесь лучшими помощниками выступают инертные газы, которые выполняют роль защитной оболочки. Кроме аргона к инертным газам относится гелий, вполне соответствующий газ по всем параметрам. Но гелий дороже аргона, и по количеству расходуется намного больше. Расход аргона при сварке нержавейки, например, в разы меньше расхода гелия.
Кроме того, работа с гелием требует специальной защитной одежды для всех частей тела. Гелий в чистом виде в современных технологиях применяется редко. Чаще его используют в смесях для газовых лазеров. Здесь нужно упомянуть еще один инертный газ – азот, который используется в металлических работах с очень узкой специализацией – с азотом варят только медь. Главным и повсеместным инертным компонентом в гибридной технологии выступает Его Величество Аргон.
Его свойства:
- Аргон значительно тяжелее воздуха, поэтому отлично вытесняет его из сварочной ванны, защищая, таким образом, зону плавления от ненужных газовых примесей.
- Будучи инертным веществом, не вступает в реакцию ни с какими другими элементами, в том числе со свариваемыми металлическими поверхностями.
- Об одном «аргоновом» нюансе нужно знать и помнить. При использовании тока обратной полярности аргон превращается в электропроводную плазму со всеми малоприятными последствиями.
Классификация видов дуговой аргоновой сварки

Инвертор и аргон для сварочных работ.
Аргонно-дуговая сварка подразделяется на виды по уровню механизации работы:
- Ручной вариант выполняется сварщиком: и перемещение горелки, и подачу сварочной проволоки. В этом методе используются только неплавящиеся вольфрамовые электроды.
- Механизированная или полуавтоматическая: проволока подается машиной, а горелку держит сварщик. Популярнейший пример такого метода – сварка нержавейки . Механизированная аргонодуговая сварка плавящимся электродом также относится к этой группе способов. Сварка нержавейки полуавтоматом в среде углекислого газа – еще одна новая узко специализированная технология в рамках этого вида сварочных работ.
- Автоматическая аргонодуговая сварка: автомат дистанционно управляется оператором и выполняет перемещение горелки и подачу проволоки. В последнее время все чаще встречаются машины – роботы, не требующие участия даже оператора. Сварка нержавеющих труб в основном производится с помощью роботов. Автоматическая аргонодуговая сварка неплавящимся электродом становится весьма распространенной технологией в промышленности.
Оборудование для работы с аргоном
Техника сварки аргоном подразумевает довольно широкий и разнообразный набор оборудования. Этого не нужно бояться, так как сварочные аппараты для аргонодуговой сварки со всеми сопутствующими причиндалами в виде универсальных наборов выпускаются серийно и стоят недорого.
Все оборудование для аргонно-дуговой сварки можно разделить на три группы:
- Специализированное оборудование производится для работ с заготовками одного типа.
- Специальное оборудование для аргонной сварки обычно устанавливается на промышленных предприятиях и используется для заготовок одного типоразмера.
- Универсальное оборудование подходит для всех видов работ в аргоне, например, для сварки нержавеющей стали полуавтоматом.

Классификация сварки.
Одним аппаратом для сварки аргоном вам не обойтись. Аргонная сварка требует целый пакет оборудования, понадобится целый список.
Не обязательно все покупать в магазине, большинство предметов из списка вполне можно сделать самостоятельно:
- Специальная горелка с вольфрамовым расходником.
- Основной и вспомогательный трансформаторы. В качестве основного может быть использован аппарат для дугового способа с напряжением до 70 В. Вспомогательный трансформатор нужен для электропитания коммутирующих устройств.
- Осциллятор подключается параллельно источнику питания. Он нужен, чтобы зажечь дугу при работе с неплавящимся вольфрамовым расходником с помощью подачи высокочастотных импульсов. В результате дуговой промежуток ионизируется. Если обычная сетевая частота насчитывает 55 Гц и напряжение в 220 В, то после преобразования осциллятором частота и напряжение поднимаются до 500 кГц и 6000 В соответственно.
- Контактор для подачи напряжения на горелку.
- Реле для включения и отключения контактора и осциллятора.
- Вольфрамовые электроды с проволокой соответствующего диаметра.
- Аргоновый баллон, оборудованный редуктором.
- Выпрямитель для получения постоянного тока с напряжением 24 В.
- Амперметр для измерения силы тока.
- Таймер для контроля времени обдува аргоном.
- Клапан электро-газовый для подачи постоянного или переменного тока в 24 или 220 В соответственно.
- Фильтр для контроля высоковольтных импульсов из осциллятора.
- Аккумулятор для последовательного включения в электрическую цепь с целью стабилизации переменного тока.

Виды прутков для сварки.
Прогресс не стоит на месте, сварка аргоном в том числе.
Для возможности работать с более толстыми краями свариваемых металлов и повышения производительности в последнее время в технологии сварки аргоном внесены усовершенствования:
- Специальная горелка для использования сразу нескольких вольфрамовых электродов для получения высококачественного шва на высокой скорости.
- Приспособление для нагревания присадочной проволоки.
- Пульсирующий ток для периодических пауз его поступления, во время которых металл кристаллизуется. Если движение дуги синхронизировать с импульсами тока, плавка получается эффективной по всех положениях в пространстве.
Инверторная сварка в аргоне
Инверторный способ – самый востребованный вид аргонодуговой технологии. Он применяется и в промышленных целях, и в домашнем обиходе. для аргонодуговой сварки – тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Дополнительным преимуществом является его способность к адаптации к скачкам напряжения источника электричества.
Инверторный аппарат аргонодуговой сварки компактный, нетяжелый, надежный и прекрасно подходят для сварочных работ где угодно – хоть на производстве, хоть в домашних условиях. Еще одним незаменимым преимуществом инвертора является возможность обучения на нем новичков.
Если говорить в общем, то работать с инвертором по аргону проще и удобнее, чем с другим оборудованием для сварки нержавейки: нужно только двигать горелкой вдоль шва. Если соблюдать все технологические требования, шов получается узким и ровным. Без присадочной проволоки такие швы тоже можно делать, но в этом случае требуется очень плотное соединение краев заготовок.
Правильная аргоновая горелка

Горелка для аргоновой сварки.
Задачи – подача электроэнергии и создание газовой защиты. Верный выбор горелки так же важен, как и выбор правильных расходников. В аргонодуговой технологии используется специальная горелка с неплавящимся вольфрамовым электродом: аргоновая сварка нержавейки производится только таким способом.
Вот технические свойства горелки, по которым ее нужно выбирать:
- допустимое значение сварочного тока или мощность;
- тип охлаждения горелки при сильных и слабых токах;
- длина электрического кабеля;
- наличие керамического сопла и фиксатора вольфрамового электрода;
- универсальность горелки – способность подключаться к разным сварочным аппаратам.
Главный элемент аргоновой горелки – специальный резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата для аргоновой сварки. Вокруг электрода подается газ.
Этапы процесса работы горелки:
- Включается все сразу: подача газа на горелку, циркуляция охлаждающей жидкости, сам сварочный аппарат.
- Как только образуется защитный слой из аргона, поджигается дуга, происходит разогрев заготовок до температуры плавления, присадочная проволока помещается в образовавшуюся рабочую ванну.
- Перемещение присадочной проволоки и вольфрамового электрода вдоль шва.
Горелка с неплавящимся электродом

Процесс сварки горелкой с защитным газом.
В основном это ручная аргонодуговая сварка неплавящимся электродом. Со сплавами типа нержавеющей стали и химически активными металлами – алюминием, титаном и магнием работают только с неплавящимися вольфрамовыми электродами.
Сварка нержавейки аргоном, например, отличается тем, что во время плавления этих металлов и нагревании воздуха окисление происходит сильнее и быстрее, чем с заготовками их других материалов. Применяется в основном для ручных типов работ. Для сварки нержавейки полуавтоматом также применяются горелки такого вида.
В состав горелки входят электрод, который закреплен в токоподводящей цанге, керамическое сопло для направления аргоновой струи и системы воздушного или водяного охлаждения. Тип электрода по диаметру зависит от величины тока в сварочном процессе.
Горелка для механизированной аргонной технологии немного другая. В ее состав входят вольфрамовый электрод неплавящийся с маховичком для подъема и опускания, токоподводящая сменная цанга с гайкой для электродов разного диаметра.
Брызг металла при этом способе нет, поэтому вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для получения равномерного плавного потока газа. Аргонодуговая сварка неплавящимся электродом – один из самых распространенных методов непромышленной сварки.
Горелка с плавящимся электродом

Современные технологии сварки.
Чаще используется в автоматической или полуавтоматической аргонной сварке. Дуга в этом случае подается между концом сварочной проволоки и заготовкой. Системы охлаждения могут быть жидкостными и воздушными. Требования к соплу практически такие же, как к горелкам с .
Этапы и правила ручной сварки в аргоне
Порядок действий при ручной аргонодуговой сварке:
- Тщательно очистить поверхности от грязи, масел и окислов – хоть химически, хоть механически. Не пренебрегать качеством очистки: сварка не любит грязи.
- За 20-ть секунд включить подачу газа. Взять в правую руку горелку, в левую – проволоку. Горелку с электродом держать как можно ближе с поверхности. При включении тока возникает дуга между электродом и металлом.
- Горелку проводить вдоль шва с постепенной подачей присадочной проволоки без каких-либо поперечных движений. Если подавать проволоку быстро, металл будет разбрызгиваться. Присадочную проволоку лучше вести впереди горелки под углом к металлической поверхности.
- должна быть максимально короткой, в этом случае шов получится глубоким, узким и эстетичным на вид. Особенно это касается сварки, в которой используется неплавящийся вольфрамовый электрод.
- Тщательно следить, чтобы горелка и проволока находились в зоне защиты газа.
- Заварку кратера проводить с понижением напряжения, не обрывать дугу. Подачу аргона останавливать через 15 секунд после окончания сварки.
Режимы сварки в аргоне

Методы сварки – преимущества и недостатки.
К выбору режима подходим с чувством и толком, от него качество шва зависит в высокой степени.
- Ток: направление и полярность. Выбор зависит от свариваемых металлов. Большинство стальных сплавов варятся с полярным постоянным током: технология сварки нержавейки полуавтоматом, например. Или сварка труб из нержавеющей стали. Цветные металлы, алюминий и магний лучше варить с переменным током на обратной полярности.
- Расход аргона зависит от двух факторов: скорости его подачи и условий внешней среды. Если работа проходит вне помещений при сильном, особенно боковом, ветре, то и расход будет значительным.
- Как ни странно, но в аргоновую газовую смесь добавляют кислород – не выше 5%. Дело в том, что кислород в таких малых дозах помогает в очистке от вредных примесей – в реакции с кислородом они попросту сгорают.
Аргонодуговая сварка в домашних условиях

Дефекты сварочных швов.
При всей сложности технологии аргонодуговой сварки по госту со множеством технических условий, ее можно осуществлять и дома. Обязательным условием для этого является инверторный аппарат, который в некоторых случаях можно заменить трансформаторным аппаратом. В дополнение понадобятся баллон с аргоном, редуктор, маска. Все это прекрасно, но покупные аргоновые сварочные аппараты дорогие, а дома чаще всего нужно произвести работу в небольшом объеме.
- Источником тока в домашнем сварочном наборе выступает трансформатор.
- Источником аргона будет баллон с элементами подачи: клапанами и редукторами.
- Осциллятор нужен для поджигания дуги высокочастотным импульсом.
Самодельный аргоновый сварочный аппарат можно сделать с помощью следующих инструментов:
- болгарка, электродрель, сварочный аппарат;
- ножовка по металлу; отвертка, плоскогубцы, гаечные ключи;
- напильник, набор для резьбы, нож, штангенциркуль, микрометр;
- вольтметр, амперметр, тестер, микрометр.
Самодельный источник тока состоит из выпрямителя и сварочного трансформатора, которые можно совместить с осциллятором. Магнитопровод можно взять от старого трансформатора. Начальную обмотку сделать из тонкого медного провода с диаметром не более 0,8мм. Вторичная обмотка выполняется из толстого провода с диаметром не менее 3,5 мм.
Вторым по важности элементом является . Корпус лучше сделать из латуни, сопло – из меди. Прокладку между соплом и корпусом соорудить из резины, стойкой к высоким температурам. Медная трубка для подведения аргона проводится через отверстие в корпусе с плотной запайкой шва. Эта же медная трубка будет служить проводником тока к электроду. Ручка крепится гайками, а изготавливается из эбонита. Штуцер с дросселем на резьбе крепится на конце медной трубки.
Электрод из вольфрама нужно заточить под углом в 45°. Примерная длина электрода 25 – 30 см. Следует отметить, что аргонная технология дома – задача трудоемкая и непростая. Так что решение должно приниматься в формате «стоит ли овчинка выделки». Иными словами, так ли много у вас сварочных дел по дому, чтобы заняться сборкой самодельной системы аргонодуговой сварки? Сварочные аппараты для ручной дуговой сварки в продаже есть, с самым широким ценовым диапазоном.
Варим в аргоне алюминий

Режимы сварки алюминия аргоном.
Сварить алюминий без аргона невозможно, это факт. Этот металл – один из самых сложных и одновременно один из самых распространенных в быту. Сложность работ с ним объясняется молниеносным образованием пленки оксида на поверхности при малейшем контакте кислорода.
Пленка эта не простая, она плавится при температуре, намного превышающей температуру плавления самого алюминия. Аргон и здесь выручает, выступая в качестве препятствия окислению, вытесняя кислород из сварочной рабочей ванны. В этом случае присадочная проволока из алюминия плавится без проблем, формируя качественный шов.
Ток используется только переменный. В случае тока обратной полярности температура плавления значительно повышается за счет особой катодной очистки оксидной пленки. При высокой температуре разрушается даже тугоплавкий вольфрам в электроде. При токе прямой полярности оксидная пленка не пробьется, но дуга получится стабильной и короткой. В итоге качество шва зависит от переключения полярности.

Механизированная и ручная сварка.
Постоянный ток в работе с алюминием теоретически возможен и даже иногда применяется. Но этот метод требует использования другого инертного газа – чистого гелия, а он стоит намного дороже аргона. Да и сам способ работы с постоянным током сложнее технически. Подготовкой алюминиевых заготовок к процессу плавления пренебрегать нельзя, так как качество шва напрямую зависит от состояния поверхностей перед работой.
Очистку нужно проводить по следующим пунктам:
- обезжиривание поверхности растворителем;
- зачистка поверхности от оксидной пленки механическая или химическая;
- полное высыхание очищенных поверхностей.
Варим в аргоне медь
Медь имеет высокую коррозионную устойчивость, а также чрезвычайно устойчива в агрессивных средах. Для работы с ней лучше использовать аргон высшего сорта или его смесь с гелием при условии большей доли аргона. – вольфрамовые, допускаются как плавящиеся, так и неплавящиеся, ток постоянный.
Если медные заготовки толще 4-х мм, необходим предварительный нагрев до 800°С. В качестве присадочной проволоки используются прутки из меди или медно-никелевого сплава. Дуга в медной сварке отличается отличной устойчивостью.
Медь обладает высокой теплопроводностью, поэтому кромки металла нужно обязательно разделывать. При толщине не выше 12 мм будет достаточно односторонней разделки, для более толстых кромок нужна двусторонняя обработка.
Преимущества и недостатки аргонодуговой сварки
Недостатки аргонной технологии перечислить легко из-за их малочисленности:
- Непростое оборудование, требующее точной настройки.
- Метод требует практического опыта и поэтому недоступен новичкам. Но опыт – дело наживное, так что данный пункт можно назвать транзитным.

Схема аргонодуговой сварки.
Теперь преимущества:
- Высокое качество шва без примесей в результате эффективной защиты от воздействия вешней среды.
- Возможность варить заготовки самых разных, в том числе сложных, конструкций без их деформации. Это возможно из-за умеренного нагрева металла.
- Возможность варить однородные и разнородные металлы и сплавы, которые не поддаются сварке ни с одним другим способом сварки.
- Высокий темп работы вследствие использования дуги с высоким температурным режимом.
Как видно, преимущества и недостатки аргонных методов относятся к разным категориям. Если недостатки – вполне решаемые проблемы организационного характера, то преимуществами являются технологические эксклюзивные свойства, которых нет больше ни в одном другом способе. При таких преимуществах можно считать, что недостатков просто нет.
Желаем стабильного тока, ровной горелки и хороших заказов.
Аргонный сварочный аппарат: обзор моделей, преимущества
Для надёжного соединения металлоконструкций используют сварочное оборудование. Оно бывает разных видов. Чтобы избежать ошибок при выборе оборудования, нужно изучить особенности каждого из них. В нашей статье речь пойдет об аргонном сварочном аппарате. При работе с устройством используются: инертный газ, плавящиеся или неплавящиеся электроды.

Аппарат для аргонной сварки
Устройство и принцип действия
Чаще всего, сварщиками используется аргонный аппарат инверторного типа. Инвертор преобразует переменный ток в постоянный. При преобразовании создаётся пониженное напряжение большой силы.
В современных электроинструментах установлен механизм автоматической подачи сварочной проволоки, которая плавится с помощью электрода. Он закрепляется в горелке, через которую подаётся инертный газ. Аргон закрывает рабочую зону от попадания кислорода, что исключает образование оксидной плёнки на поверхности материала, разрушение шва. Для современных установок используют два вида горелок:
- С неплавящимся электродом. Это конструкция, которая оборудуется вольфрамовым стержнем. При работе задействуется переменный или постоянный ток. Важно не прикасаться рабочей частью вольфрамового электрода к металлической поверхности. Необходимо поддерживать дугу на расстоянии. Она расплавляет основной металл, создает прочное соединение.
- Горелка с плавящимся электродом. Наиболее дешёвый вариант комплектации инверторов. Обеспечивает узкую зону воздействия тепла на свариваемые детали, что позволяет сделать более точный шов. Однако с помощью плавящего электрода нельзя точно выбирать глубину проварки шва.
При выборе аппарата нужно при продавце подключить ключевые узлы, проверить их работоспособность.
Виды оборудования
В магазинах присутствуют разные модели аргоновых сварочных аппаратов. Они классифицируются по характеристикам, функциональности, управлению. По типу управления:
- Ручные. Инверторные аппараты для сварки, при работе с которыми сварщик должен самостоятельно перемещать горелку, подавать проволоку.
- Полуавтоматические. На таких приборах устанавливается механизм, с помощью которого проволока автоматически подаётся на рабочую поверхность. Сварщику остаётся вести горелку.
- Автоматические. Оборудование, рабочие части которого перемещаются в герметичной емкости, заполненной защитным газом. Оператор задаёт программу, по которой перемещаются горелка, подаётся проволока.
Аппараты можно разделить по функционалу:
- Узкоспециализированные приборы. Аргонодуговые аппараты, применяемые для одной операции. При этом работать оно может с заготовками одного размера. Предназначено для серийного производства.
- Специальные. Используются при работе с однотипными заготовками. Выполняют 1 или несколько похожих операций.
- Универсальные аппараты. Продаются в строительных магазинах. Используются для проведения ремонтных работ, создания металлоконструкций, резки деталей.
Для гаражей, мастерских, домашних работ лучше выбирать универсальные аппараты.

Аргонодуговой аппарат
Области применения
Сварочное оборудование с аргоном используется в различных отраслях промышленности. Оно эффективно соединяет нержавеющую сталь, цветные металлы, сплавы титана. Аргонодуговая сварка применяется при машиностроении, судостроении, самолётостроении, изготовлении металлоконструкций, соединении деталей промышленных станков. Универсальные электроинструменты применяются во время ремонтных работ.
Положительные и отрицательные стороны
Любой технологических процесс обладает сильными и слабыми сторонами. К преимуществам аргоновой сварки относятся:
- Можно легко создавать качественные сварные швы благодаря обширному количеству настроек.
- Современные модели экономы, производительны, надёжны.
- Зашита сварочного шва от окисления.
- Соединять детали можно как в оборудованных помещениях, так и на улице.
Недостатки:
- Высокая стоимость комплектующих.
- Требуется наличие баллона с инертным газом.
- Из-за большого количество комплектующих сварочного оборудования усложняется процесс его перемещения.
Как выбрать аппарат для сварки
При покупке аппарата для аргоновой сварки необходимо учитывать ряд критериев:
- Тип горелки. Вольфрамовый неплавящийся электрод или плавящийся элемент.
- Переменный или постоянный ток преобразуется от подключения к сети.
- Мощность аппарата.
Для сварки аргоном понадобится баллон с инертным газом.
Если сварочное оборудование используется при создании металлоконструкций, деталей, подвергающихся нагрузке, лучше выбирать аппараты от мировых производителей. Экономия в этом случае может привести к катастрофическим последствиям. Обзор моделей можно посмотреть в интернете.
Что такое аргоновая сварка и как выбрать аргонодуговой аппарат?
Watch this video on YouTube
Аргонная сварка в домашних условиях
Оборудование для аргонной сварки доступно любому мастеру. Это касается заводов, больших предприятий, частных мастерских, гаражей. Новичку важно уметь подготавливаться к проведению сварочных работ. Техника для сварки на первый взгляд сложна, однако достаточно потренироваться 2–3 раза, чтобы научиться соединению деталей.

Сварка аргоном в домашних условиях
Подготовка
Изначально нужно подготовить оборудование для аргонной сварки. Проверить соединения шлангов для подачи газа к горелке, подключение к сети. Выставить настройки аппарата. Прежде чем запускать оборудование необходимо подготовить рабочую поверхность. Для этого она зачищается от грязи, ржавчины, налёта. После очистки её нужно обезжирить растворителем.
Этапы работ
Аргоновая сварка — технологический процесс, который состоит из нескольких этапов. К ним относятся:
- Подключить массу на обрабатываемой детали. Если нет возможность присоединить её к заготовке, можно закрепить «крокодил» на металлическом рабочем столе.
- Установить силу тока на оборудовании.
- За 20 секунд до зажжения дуги открыть вентиль баллона с аргоном.
- Движения горелкой и проволокой делаются строго вдоль формируемого шва.
- Оборудование отключается перед закрытием вентиля с инертным газом.
При движении горелки нельзя делать движения в сторону. Важно помнить про защитную маску, экипировку, перчатки. Стоять нужно на резиновом коврике. Проводить работы в помещении с системой вентиляции. Плавкие электроды должны быть без трещин. Перед работой их прогревают. Рабочий стол нужно освободить от лишних предметов, протереть от легковоспламеняющихся жидкостей.
Аргоновая сварка — способ соединения металлических деталей. Можно делать качественные швы на различных металлах, сплавах. Важно учитывать особенности этого оборудования, точно следовать технологии, не забывать про защитную экипировку. При покупке установки для сварки лучше выбирать инструменты мировых брендов. Расходные материалы (присадочную проволоку, электроды) нужно проверять на целостность до начала работ.
Аргоновая сварка своими руками — технология процесса
Одним из видов электродуговой сварки является процесс сварочного соединения расплавленных сплавов в среде инертного газа, а именно аргона. Но аргоновая сварка своими руками представляет собой более сложный технологический процесс, из-за чего не всем под силу самостоятельно разобраться в ее применении.
Сильные стороны аргоновой сварки
Сварка с аргоном используется для соединения легированной стали и цветных металлов. Плюсом такого сварочного решения выступает именно аргон, входящий в группу инертных газов, и в силу низкой химической активности не вступающий в реакцию со многими веществами.
Преимуществами являются:

Характеристика аргонодуговой сварки
- простота процесса;
- не имеет высокой температуры нагрева, что не дает видоизмениться нагреваемым деталям;
- аргон обеспечивает защиту свариваемой зоны;
- сварка проводится быстро из-за высокой тепловой мощности дуги;
- позволяет произвести соединение многих деталей, что не под силу другим видам сварки;
- высокое качество сварного шва и возможность окраски изделия после формирования шва.
Аргоновая сварка полуавтоматом
Полуавтоматическая аргоновая сварка в домашнем использовании стала применяться не так давно. Этот вид получил популярность благодаря способности сварочного соединения листового металла, толщина которого не превышает 0,5 мм, что является очень удобным и под силу далеко не всем аппаратам.
Работа с аргоном или MIG-сваркой играет роль для тех, кто имеет дело с оцинкованным металлом, ведь после паяния покрытие не повреждается. В процессе расплавления проволоки происходит спаивание металла, основу для проволоки в таком случае составляет марганец либо кремний.

MIG-MAG сварка — схема
Сварочный процесс можно проводить как с помощью приобретенного аппарата, так и собственноручно собранным агрегатом. Для второго варианта понадобятся:
- осциллятор;
- инвертор;
- реостат балластный;
- сопло горелки.
Вместо инвертора можно использовать трансформаторную установку как источник тока, но предпочтение лучше отдать инвертору из-за его способности равномерно распределять напряжение по заданной частоте.
При самостоятельном проведении полуавтоматической сварки с применением аргона стоит учитывать ряд особенностей:
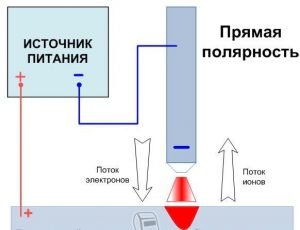
Прямая полярность во время сварки
- перед началом работы необходимо смазать поверхность паяльной кислотой или устранить жирность и загрязнения с помощью растворителя, а также зачистить края заготовок;
- режим тока, интенсивность подачи и расход газового потока должны соответствовать технологической карте;
- при подключении инвертора к источнику тока должна соблюдаться прямая полярность: на горелке будет стоять плюс, на поверхности металла – минус;
- чтобы урегулировать поступление аргона в сопло горелки, не обойтись без газового редуктора с двумя манометрами.
Технология сварочного процесса
Для получения качественного изделия на выходе необходимо придерживаться четкой технологической карты проведения сварочного процесса. После выполнения подготовительного этапа с очищением поверхности и подключением к сети рабочего оборудования, стоит обратить внимание на тип используемого металла.
Технология аргонной сварки
Когда осуществляется сварка с применением аргона относительно алюминия, то используется проволока из такого же металла, для нержавейки – тоже из легированной стали. Сила рабочего тока определяется толщиной металла. Для алюминиевых материалов толщиной в 3 мм сила тока составляет 180 A, и одного шва будет достаточно.
После проверки заданных параметров и исправности оборудования регулируется наконечник горелки, который толще проволоки на 1–2 мм. Инертный газ подается к области сварки на 20 секунд раньше зажигания дуги, а прекращение его подачи должно быть не раньше 10 секунд после окончания сварки.
Проволока и электрод должны всегда располагаться в зоне аргоновой среды, которая будет их защищать от активного кислорода. Для формирования узкой полосы сварочного шва рекомендуется делать движения горелкой, по направлению вдоль оси сварочной ванны без поперечных манипуляций.
На завершительном этапе не стоит резко отрывать электродугу от сварного шва – это негативно скажется на его качестве; нужно с помощью реостата снизить силу тока и при такой мощности производить заваривание кратера. Проволока или электрод располагается как можно ближе к сварочной ванне. На глубину краев и ширину шва оказывает влияние изменение длины дуги. Чтобы сварка аргоном дала нужный результат, перед началом работы на основном материале нужно испытать режим на ненужной детали.
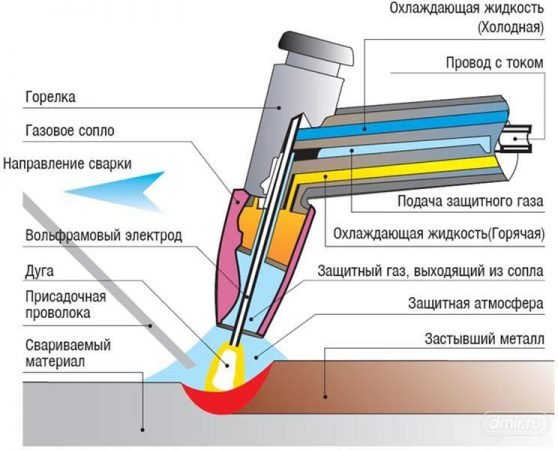
Схема аргонной сварки
Необходимый объем защитного газа
Аргон является наиболее доступным и бюджетным газом для сварки. Величина расходования газа зависит от нескольких факторов, среди которых:
- скорость движения воздуха;
- скорость подачи газа;
- открытая местность (при которой увеличивается расход аргона).

Таблица расхода сварочной смеси в зависимости от разных параметров
Кроме внешних факторов, значительную роль играют тип и толщина свариваемого металла. В зависимости от этого фактора, расход объема газа имеет следующие показатели:
- для алюминия – 15–20 л/мин.;
- для меди – 10–12 л/мин.;
- для магния – 12–14 л/мин.;
- для никеля – 10–12 л/мин.;
- для титана – 30–50 л/мин;
- для низколегированных сталей – 6–8 л/мин.
Правила безопасности при аргонной сварке
Любой вид сварки несет в себе потенциальную угрозу для здоровья и жизни не только сварщика, но и окружающих. Сварка с применением аргона чревата последствиями в виде:

Правила техники безопасности при сварочных работах
- удара электротоком;
- инфракрасного и УФ излучения;
- выделением токсичных газов;
- шумом и риском возникновения ожогов.
Во избежание возможных последствий, работник должен обезопасить себя средствами индивидуальной защиты (костюмом, рукавицами, маской, специальной обувью), произвести заземление. Не браться за шланг в случае перемещения сварочного агрегата.
Периодически нужно осуществлять проветривание рабочих помещений и с помощью приборов проводить дистанционный контроль количества кислорода в окружающей среде. Каждый сварщик, приступая к работе, должен иметь полный пакет оборудования в исправном состоянии.
Видео по теме: Самодельная аргоннодуговая сварка — осциллятор
Аргоновая сварка: технология, оборудование, принципы работы
Всем известно о проблемах, возникающих при попытке сварки таких металлов, как медь, алюминий и некоторых других цветных металлов. Стандартная ручная дуговая сварка электродами не даст качественного результата. Связано это, прежде всего с физико-химическими свойствами материалов.
Мастера со стажем прекрасно знают, что альтернативы сварке в защитной среде аргона просто не существует. Следует поближе познакомиться с технологией, так как начинать приобщаться к сварочному процессу целесообразно с изучения ключевых теоретических вопросов. Именно выделение положительных и отрицательных качеств даст более полную картину и сыграет определяющее значение при выборе режима сварки.

Основные сведения
Прежде чем рассматривать особенности сварки в среде защитного газа, необходимо понять принципы ведения работ. Принципиального отличия аргоновая сварка от сварки MMA не имеет. Зачастую ее даже называют аргонодуговой. Металл сваривается посредством частичного плавления и перемешивания жидкой субстанции с расплавленной присадкой. Но в данном случае весь этот процесс ведется в газовом колпаке, состоящем из аргона. Почему в качестве защитного газа выбирают аргон?
- Во-первых, это инертный газ, а это значит, что он не вступает в химические реакции.
- Во-вторых, аргон тяжелее воздуха, поэтому оседает в зоне формирования шва.

Среда аргона получается из потока газа, направленного в зону сварки из горелки. Защитная функция газа заключается в том, что он вытесняет атмосферный кислород из зоны, препятствуя образованию окисла металла. В результате наблюдается улучшение качества шва и увеличение темпа сварки. Если бы не было защитного газа, то образовавшийся кислород привел бы к появлению пор и трещин в зоне шва.
Сфера применения аргонной сварки весьма широка. Можно сваривать изделия из титана, этот металл известен своей неприспособленностью к обработке. В качестве расходного материала могут быть использованы плавящиеся электроды, а также неплавящиеся электроды, состоящие из вольфрама. Чаще всего с помощью вольфрамовой проволоки ведут работы по сварке разнородных металлов. Аргоновая сварка может вестись в ручном режиме, полуавтоматическом или автоматическом. Принципиальное отличие режимов заключается в способе подачи присадочной проволоки.
Принято аргонно-дуговую сварку разделять на три вида, в зависимости от типа электродов и способа подачи.
- Ручная сварка выполняется вольфрамовым неплавящимся электродом. Данный материал был выбран неслучайно, так как у вольфрама наиболее высокая температура плавления. Такой режим принято обозначать аббревиатурой РАД.
- Автоматическая сварка вольфрамовым электродом обозначается, как ААД.
- Сварка плавящимися электродами известна, как ААДП.

Сейчас речь не идет о преимуществе одного из режимов. Каждый мастер склонен выбирать тот или иной режим, исходя из технических условий или собственных предпочтений. По международной классификации аргонно-дуговую сварку обозначают аббревиатурой TIG (от Tungsten Inert Gas). Даже на сварочном оборудовании ставят эту маркировку, что свидетельствует о работе инвертора с аргоном.
Оборудование
При необходимости сварки цветных металлов в обязательном порядке встанет вопрос приобретения подходящего оборудования. Существует несколько видов инверторов, в зависимости от их функциональных возможностей. При ручной сварке сварщик одной рукой удерживает горелку с электродом, через которую в зону сварки поступает газ, а другой рукой подает проволоку, выполненную в виде прутика и играющую роль присадки.
Оборудование для проведения TIG сварки достаточно громоздкое.
- Во-первых, в корпусе инвертора зачастую устанавливается механизм подачи проволоки.
- Во-вторых, необходимо баллон, в котором содержится инертный газ.

Баллон специальным патрубком соединен с инвертором, то есть, устройство самостоятельно контролирует подачу аргона. В более усовершенствованных моделях проволока подается в автоматическом режиме с помощью специального механизма. Если подача проволоки не просто осуществляется с постоянной скоростью, но и регулируется, такой процесс считается автоматическим. Задача сварщика существенно упрощается, а качество шва повышается.
На производстве чаще всего применяется роботизированное оборудование, которое может производить сварку без участия человека. Процессорное управление устройством позволяет вести работы по заранее записанной программе.
В обычных инверторах более дорогого сегмента также предусмотрена работа по одной из выбранных программ, однако требуется оператор, контролирующий процесс сварки и работающий горелкой вручную. Тенденция производителей сводится к тому, чтобы поставлять на рынок недорогие, но функциональные устройства. Зачастую инверторы TIG сочетают в себе возможность работать в режиме MIG и MAG.

Технология
Однозначно, по одной лишь статье научиться качественно варить аргоном практически невозможно. Тем не менее, начать свои познания следует именно с теоретических основ. Отработка и приобретение навыков будет осуществляться только на практике. Если есть хороший наставник, то обучение пройдет быстро, но большинство мастеров вынуждены были начинать познавать процесс сварки в одиночку. Начать можно с того, что познакомиться с наиболее часто совершаемыми ошибками.
На предварительном этапе подготовки следует уделить внимание кромкам свариваемых деталей, их необходимо зачистить и обезжирить. Эта процедура считается обязательной, даже если визуально поверхности готовы к сварке.
В процессе формирования шва необходимо стараться сокращать дугу. Длинная дуга может дать неглубоки и широкий шов. Прочность такого шва невысокая, так как нет полного проплавления металла. Особенно это правило касается работы с вольфрамовым электродом. Укоротить дугу следует, приблизив стержень к зоне сварки.

Однако это не является достаточным условием формирования глубокого шва. Важно соблюдать постоянство направления движения электрода, он должен двигаться продольно. Поперечные колебания не допускаются. Сварщику следует «набить руку». Это означает, что его движения должны быть четкими и выверенными. Малейшее отклонение от заданной траектории приведет к ухудшению шовного соединения.
Еще одно требование связано с локализацией горелки. Ее нельзя выводить из зоны формирования шва. В противном случае вслед за горелкой сместится и аргоновый купол. Это означает, что в сварочную ванну обязательно попадет кислород и в металле образуются поры или трещины. Подача проволоки должна осуществляться с постоянной скоростью. Если потребуется изменить скорость, то делать это нужно плавно, без резких толчков. Резкая смена скорости приведет к разбрызгиванию металла.
Если заводить речь о скорости, то вопрос окажется наиболее актуальным. Даже обладая всеми теоретическими знаниями, начинающие мастера не могут сориентироваться, с какой скоростью вести подачу проволоки. Парадокс заключается в том, что нет строго установленных норм. Положительного результата можно добиться только после ряда экспериментальных попыток.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Обратите внимание на взаимное расположение проволоки и стержня. Присадка должна располагаться впереди неплавящегося электрода, причем под некоторым углом. Только так будет обеспечен ровный шов, а сварочный процесс будет оптимальным.

Начало и конец сварки должны организовываться так, чтобы в зону не попадал атмосферный кислород. В хороших инверторах сначала начинает поступать газ, а затем формируется дуга. В конце процесса после исчезновения дуги газ продолжает некоторое время поступать. Но при отсутствии такой функции рекомендуется сначала подавать газ в зону будущей сварки на протяжении 20 секунд и только после этого следует зажигать дугу. Окончание сварки вручную проводится в следующей последовательности: убирается проволока, выключается горелка. Общее время на завершение процесса составляет 10 секунд. Также рекомендуется постепенно понижать силу сварного тока. Если резко убрать проволоку и горелку, то есть риск попадания в зону кислорода.
Даже приведенные правила, несмотря на неполный их перечень, говорят о том, что для качественной арноговой сварки нужен определенный опыт. Качество шва проверяется специальным прибором, однако не у каждого сварщика в арсенале найдется подобное устройство. Чаще всего приходится оценивать проплавленность визуально. Если шов получился округлым и выпуклым, то это свидетельствует о его низком качестве.
Особое внимание следует уделить выбору режима сварки. Правильный режим, включающий в себя установленные параметры, является залогом качественной работы. Еще раз напомним, что все тонкости познаются только на личном опыте, но некоторые практические советы позволят быстро научиться настраивать оборудование.

Важнейшими параметрами считаются тип тока и полярность. Их конкретные значения зависят от свойств свариваемого металла. Для стальных деталей предусмотрена прямая полярность при постоянном токе. Сплавы алюминия свариваются при обратной полярности. Сила тока выбирается, исходя из толщины заготовки. Также на выбранное значение оказывает влияние толщина электрода. Все условия приходится учитывать одновременно. Для начинающих мастеров созданы специальные таблицы.
- Толщина металла — 0,3 – 0,7 мм, диаметр электрода – 1,6 мм, сила тока – 40 А.
- Толщина металла – 0,8 – 1,2 мм, диаметр электрода – 1,6 мм, сила тока – 80 А.
- Толщина металла – 1,5 – 2 мм, диаметр электрода – 2 мм, сила тока – 120 А.
- Толщина металла – 2,5 – 3,5 мм, диаметр электрода – 3 мм, сила тока – 200 А.
На производстве есть возможность следить еще за одним параметром. он связан с расходом газа. Для получения наиболее качественного результата следует добиться ламинарного течения газа, то есть, его равномерного движения без перемешивания и пульсации.
Достоинства и недостатки
Газовая сварка аргоном не является панацеей. Она, как и любой другой процесс, обладает определенными достоинствами и недостатками. Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
К достоинствам можно отнести отсутствие чрезмерно высокой температуры в сварочной ванне. В результате этого детали не деформируются. Применение аргона дает ряд преимуществ.
- Во-первых, газ инертный, поэтому химические реакции полностью исключены.
- Во-вторых, аргон тяжелее воздуха, он опускается вниз, вытесняя атмосферный кислород.

Примечательно то, что при относительно невысокой температуре дуга обладает достаточной тепловой мощностью, поэтому сварка аргоном не только характерна качеством, но и низкими временными затратами. Было отмечено, что сварщик должен обладать определенными навыками. Тем не менее, эти навыки не так сложно получить. Практически каждый желающий может освоить данный процесс. Наконец, явным преимуществом TIG сварки является то, что есть возможность соединить металлы, которые другими способами просто не сварить.
К недостаткам можно отнести тот факт, что на улице при сильном ветре сварку качественно не провести. Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
суть метода, преимущества и недостатки, оборудование и материалы
Вы могли слышать об особенностях варки определенных видов металла, к примеру, алюминий, медь и другие цветные металлы.
Используя классическую электрическую сварку с применением проводника электрического тока, вы не сможете добиться крепкого соединения.
На это влияют характеристики материала. Тогда специалисты с опытом прибегают к другому методу работы и применяют аргонодуговую сварку.
Что означает присоединение при помощи аргона и как оно действует? Какие положительные или отрицательные качества присутствуют у сварки аргоном и специфика варки металла аргоном? Обсудим детально этот момент.
Содержание статьиПоказать
Основное
Что входит в аргонодуговое плавление? Какая специфика этого метода? Ее можно определить ко всем видам сварки, но различие у нее лишь в том, что работать надо в сфере аргона.
Сфера аргона — это поток газа, поступающий при приваривании инвертором элементов. Далее изображен чертеж аппарата, функционирующего в аргоновой среде.
Этот газ, как и другие, работает защитой при варке: не позволяет металлу окислиться, повышает результативность производства швов и сокращает расход времени.
Варочный газ, направляемый в область , создает своего рода «крышку», препятствующей поступлению кислорода, ухудшающего показатели шва.
Сварка в среде аргона позволяет варить металлы по типу титана. Для пайки применяют проводники электрического тока с возможностью плавления, так и без него, а также провода из вольфрама.
Провод из вольфрама в основном применяется при варке различных металлов. Варить можно как вручную, так и при использовании автоматики.
Сварка в среде аргона вручную — один из популярных и часто используемых видов сварки в аргоне. При выборе сварки в аргоне лучше применять проводник тока, неспособный плавиться.
Существует автоматическая сварка в среде аргона, в которой используют проводник тока, способного и неспособного плавиться.
Невозможно точно сказать какая сварка лучше — на ручном управлении или автоматическом. В конце концов каждый мастер индивидуально подбирает для себя самый удобный способ, выполняя задачи таким аппаратом.
Прибор

Для работы в аргоновой среде применяют разные приборы для сварки.
Выбор может пасть на ручной метод управления, тогда специалист сам придерживает горелку и поставляет провод из металла в область сварки или улучшенный портативный прием, когда металлический провод подается в устройство.
Также существуют приборы, работающие от электроники, и варят под воздействием аргона. Горелка и металлический провод подаются в область работы сварки автоматически, иногда мастеру не надо контролировать происходящее, для этого предусмотрен мастер.
На массовом изготовлении используют приборы-роботы, которые самостоятельно контролируют процесс. Их напрямую программируют на исполнение задач по сварке аргоном.
Приступим к работе. Объясним применение сварочного аппарата при работе в аргоновой среде, чтобы результат вас удовлетворил и служил много лет.
Какие применять приемы для работы в аргоновой среде

Что необходимо знать, чтобы начать работать? Важно знать теорию и развивать практические навыки. Теоретическую часть мы объясним, а вот практиковаться вам надо самим.
При большей практике — вы скорее сможете приниматься за более сложные задачи. Сначала, разберем способы варки в аргоновой среде и что надо знать, чтобы допустить как можно меньше погрешностей.
Во-первых, надо основательно почистить и обезжирить края деталей, которые вы будете приваривать. Даже если на первый взгляд все чисто и отсутствует ржавчина, все равно необходимо все очистить.
В процессе работы не делайте длинной дугу сварки. Причиной этому выступает то, что дуга сварки создает толстый поверхностный шов. Это нельзя отнести к хорошему качеству.
Это служит причиной тому, что с проводником электрического тока, который не плавится, лучше применять дугу покороче, подводя стержень к изделию. Этого может не хватить для узкого и глубокого шва.
Передвигайте проводник тока продольно, без уклона от детали, не делая поперечные движения. Именно поэтому мастер должен твердо держать руку, работая в аргоновой среде, потому что именно это дает качественный контакт при сварке аргоном.
Металлический провод для пайки и проводник электрического тока надо размещать в области сваривания аргоном. Если вы не будете точно держать стержень или металлический провод, это может повлиять на качество газа и область сварки попадет кислород.
Металлический провод надо прикладывать поступательными движениями и не спеша, избегая резкой подачи. Иначе частички металла начнут брызгать, что ухудшит окончательный результат.
Отдельные рекомендации
Многие сварщики (в особенности новички) сначала не знают, как быстро надо прикладывать металлический провод. К сожалению, нет нормы, при которой эта проблема будет решена.
Эти навыки нарабатываются путем практики, поэтому пробуйте и подбирайте подходящие методы. Металлический провод для присадки должен прикладываться под градусом к стержню.
Эти правила надо строго выдерживать. При отсутствии таких действий, может получиться так, что стык получится кривым и исправить это станет сложнее.
При этом нежелательно быстро приступать к работе и ее останавливать, это приведет к тому, что в область сварки точно поступит лишний воздух. Мы советуем в течение полминуты направлять в область работы газ и только потом начинать работать.
Если вам надо прекратить процесс, то заберите металлический провод, а потом отключите горелку. Все эти действия займут приблизительно 9 секунд.
Также к концу выполнения уменьшите подаваемый ток. Если это не сделать, а просто забрать металлический провод и горелку, кислород будет иметь доступ к зоне сварки.
Из этого понятно, что варить в среде аргона надо терпеливо и иметь хоть немного навыков. Для оценки своей работы используйте показатели проплавленности. Посмотрите на ваш шов: у него не должно быть выпуклостей и округлостей.
Если они есть, то значит вы плохо его проплавили. Таки простым методом определяют качество сделанного шва и определить насколько он прочный.
Этот способ, конечно, не приравнивают к качественному контролю, проводимому устройством, но вы сможете сразу увидеть, где допустили огрешности в работе.
Настраиваем систему сварки

После того, как мы объяснили способы работы аргоновой сварки, рассмотрим саму систему аргонодуговой сварки и то, на какой режим ее надо настроить.
Чтобы правильно настроить аппарат, нужна практика и достойные познания в теории. У нас есть несколько рекомендаций, по поводу правильной настройки прибора для варки и, возможно, они помогут вам быстрее обучиться.
Сварочный режим — это, в принципе, подбора полярности и направленности тока. Режим сварки подбирается по определенным свойства металла, применяемый для варки.
Если необходимо сварить металлические конструкции, то устанавливают прямую полярность и непеременный ток. Для варки алюминия и его сплавов — выбирают непеременный ток и обратную полярность.
Важно установить напряжение. Его устанавливают, исходя из толщи материала, ширины проводника тока и выбранной полярности. Они все связаны между собой.
Многие сварщики на опыте уже знают какую силу тока надо выбрать для определенного вида работ. Мы советуем поначалу использовать спецтаблицы, одна из них приведена ниже.
Мы уже упоминали, что шов хорошего качества можно сделать при использовании короткой дуги. Сила тока дуги при этом тоже долго быть коротким. Также не забудьте о количестве газа при работе.
Во время работы на производстве важно контролировать этот показатель. Для сокращения расхода желательно сделать безвихревую подачу газа. Безвихревая — это равномерное движение газа, не пульсирующее и не перемешанное.
Положительные и отрицательные стороны

Положительные:
- Не надо сильно греть соединение, чтобы детали не меняли форму от воздействия нагрева.
- Аргон — неактивный сварочный газ, поэтому воздух легче него. Это препятствует проникновению кислорода в область пайки.
- Дуга вынослива к повышенным температурам, поэтому у опытных специалистов эта работа выполняется быстро и четко.
- Аргонодуговая сварка — это не так сложно, поэтому ее легко научиться выполнять.
- Подходят для варки металлических элементов, не пригодных для других видов пайки.
Отрицательные:
- Не желательно варить на природе, преимущественно при ветреной погоде. Частички газа распыляются, это ведет к тому, что шов от сварки получается не очень гладким и четким. Варить лучше в закрытом пространстве при хорошем проветривании помещения.
- Неопытным мастерам сначала будет трудно установить необходимые настройки прибора и вести дугу.
- При использовании сварочной дуги с большой амперностью, желательно сначала обдумать, какие методы будут использованы для охлаждения шва.
Заключение
Мы рассказали, что из себя представляет аргонодуговая сварка и ее применение на практике.
Аргонодуговая сварка отличается таким свойством, что с ней можно спаять конструкции, не поддающиеся соединению в других условиях.
Это может понадобиться не только на масштабном изготовлении, но и дома.
Важно помнить: теории недостаточно для качественной работы, надо много практиковаться. Надо больше тренироваться перед началом варки серьезных конструкций.
Поделитесь своим опытом аргоновой варки в отзывах и расскажите о том, что узнали от нас, в соцсетях. Успеха в работе.
основные виды, цена и работа с оборудованием

Дуговая аргоновая сварка подразумевает процесс образования неразъемной связи с помощью дуговой сварки в инертной газовой среде – аргона. Говоря иначе, это комбинация с помощью сварки электричеством и использование газовой сварки. То есть, во время у сварщика есть возможность выбрать или вольфрамовый неплавящийся электрод, или плавящийся.Оборудование для дуговой аргоновой сварки
Учитывая уровень механизации, эту сварку можно условно разделить на такие виды:
- Автоматизированная. В данном варианте и перемещение горелки, и подачу проволоки делает машина, которая на дистанции управляется оператором. Также бывают роботизированные сварочные устройства, которые не требуют наличия оператора;
- Ручная. Перемещение горелки и подачу сварочной проволоки делает непосредственно в ручном режиме сварщик. Эти работы происходят с использование вольфрамового электрода, который не подвергается плавлению;
- Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
Сварочное оборудование можно поделить на специализированное, специальное и универсальное. В последнем случае сварочные устройства аргонодуговой сварки изготавливаются промышленностью серийно и, из-за относительно низкой цены, являются наиболее востребованными. Чаще всего аргонная сварка происходит в условиях промышленности на специально оборудованных рабочих местах, которые также еще называются «сварочными постами». Аппарат аргонодуговой сварки с использованием неплавящегося электрода из вольфрама в среде аргона оборудован такими обязательными элементами:
- Устройство, стабилизирующее дугу переменного тока либо ее активацию;
- Устройство регулировки, которое предназначено для работы с током;
- Источник тока для сварочных работ – переменный или постоянный;
- Устройство для управления циклом сварки и его защитой;
- Горелка или набор горелок, которые используются для сварочных работ с различными напряжениями.
Для того чтобы сделать выше производительность, увеличить диапазон толщины свариваемых деталей, получить неразъемные крепежи соединений, разработчики создали несколько новых способов аргонной сварки, и они уже успешно внедрились за последние пару лет.
Основной из них – это использование пульсирующего тока. Во время того, когда импульс тока попадает на изделие – он плавится, кристаллизуясь при промежутках в паузе. Дуга перемещается или пошагово, или с точной скоростью, синхронизированной с импульсами тока сварочного аппарата. При этом способе обеспечивается качественно проплавление в любых положениях и слабая чувствительность к небольшим погрешностям, которые были допущены во время сборки. Уменьшение поступления напряжения не позволяет изделию перегреться, этим самым понижается вероятность деформации.
Также довольно популярен вариант, когда применяется нагрев присадочной проволоки. В первую очередь данный способ направлен на увеличение производительности. Еще один способ – это использование одновременно нескольких электродов из вольфрама, при этой операции швы выходят без подреза благодаря высокой скорости сваривания изделий. Для перечисленных выше способов можно использовать стандартный аргоновый сварочный аппарат в комбинации с дополнительными устройствами.
Инверторные аппараты для сварки

Инверторный аппарат для сварочных работ – это самое востребованное оборудование для аргонной сварки, которое используют не только в промышленных целях, но также и в домашних условиях. Он великолепно подойдет для тех, кто пытается узнать, как правильно научиться варить аргоном, выбор этого аппарата для аргоновой сварки будет наиболее оптимальным решением, так как разобраться с принципом его действия сможет даже начинающий в области сварочных работ.В цену аппарата для аргонной сварки включена инструкция, которая полностью описывает азы сварки и сможет помочь новичкам познакомиться с основами работ.
Инверторный аппарат для сварки аргоном имеет значительное преимущество. Для начала, это хорошее качество сварного шва, что дает возможность использовать данный аппарат для ремонта автомашин (коробки передач, узлов двигателя, различных деталей кузова). Небольшие габариты позволяют носить этот аппарат с собой. Он прост в работе – вначале процесса необходимо уложить присадочную проволоку и включить сварочное устройство. Подача аргона и проволоки включается в автоматическом режиме. Чаще всего эти современные аппараты оборудованы некоторыми полезными функциями. К примеру, стабилизация дуги, модуляция сварочного тока, ускоренный поджог.
Горелка с вольфрамовым электродом для аргоновой сварки

Как правило, метод аргонодуговой сварки с помощью неплавящегося электрода применяется для соединений конструкций и изделий, в составе которых есть химически активный металл и его сплавы: нержавейка, титан, магний и алюминий. Данные материалы сильно подвержены окислению при нагреве. Для сварки используется постоянный и переменный ток. Но, как правило, используют постоянный. Процесс сварки бывает ручным или автоматическим. Если толщина металла небольшая, то сварка может проходить без помощи специальной присадки.За счет постоянного тока и прямой полярности тепло эффективно расходится полностью по дуге. А это обеспечивает качественный шов на изделии и продолжительное время работы вольфрамового электрода. Такой режим сварки применяют для большинства сплавов из нержавейки. Если речь идет о сварке алюминиевых изделий, то применяют переменный ток. Во время сварки в момент прямой полярности основное изделие начинает быстро расплавляться, а во время обратной образуется катодное распыление поверхности тугоплавкой пленки оксида. Данная пленка препятствует сварке аппарата. Если в нержавейке находятся в составе алюминиевые примеси, то для нее также используют сварку с переменным током.
Сварка с неплавящимся катодом подразумевает наличие таких источников тока, которые бы удовлетворяли высоким требованиям по стабильной работе агрегата при агрессивных условиях. Также источник тока обязан быть наделен большим диапазоном регулировки. Так как в конце работы ток нужно понизить в несколько раз от изначального режима. Иначе в металле может появиться сварочный «кратер».
Способ с неплавящимся электродом обеспечивает долговечные и качественные швы, поддерживает необходимую глубину проплава металла. Этот нюанс важен при работе с тонким металлом, когда доступ аппарата только односторонний. Данный способ широко используется для неповоротных соединений труб и называется – орбитальным.
Если горелка используется с плавящим электродом, то дуга подается непосредственно между металлом и окончанием проволоки. У этого способа тоже есть свои основные преимущества:
- С помощью регулирования состава газа и проволоки можно изменять характеристики шва;
- Узкая сварочная зона – есть возможность варить мелкие детали;
- Большие возможности для организации автоматического процесса, что значительно повышает производительность сваривания изделий.
Аргонная сварка в домашних условиях
Затем, когда вы купили для работы аргонодуговой трансформаторный инвертор или сварочный аппарат для сварки аргоном, то вам для полного комплекта также нужно иметь: клапан газа, баллон с аргоном, редуктор, горелку, сварочную маску. Существуют обязательные правила, которые обязан выполнять любой человек, который взялся за сварочный процесс с помощью аргона.
Правила при сварке аргоном

Если вы хотите установить неплавящийся электрод, то его необходимо удерживать максимально близко к поверхности свариваемой конструкции или детали. Это даст возможность сделать небольшую дугу. Увеличение размера дуги поспособствует повышению ширины шва и уменьшению глубины провала. Это существенно снижает уровень качества соединения. Во время аргонодуговой сварки нужно делать лишь одно передвижение по оси шва, не создавая перпендикулярных движений по шву. Это создает надежное и эстетичное соединение, что качественно отличает этот способ от соединения изделий покрытыми электродами.Вам необходимо все время следить, чтобы электроды и присадочная проволока не выходили из зоны защиты газа. Проволоку надо плавно подавать, чтобы не допустить разбрызгивание металла. Во время использования электрода из вольфрама необходимо передвигать проволоку вперед горелки, дабы обеспечилось образование эстетичного и надежного шва. После основного процесса работ, заварка кратера происходит с пониженным напряжением, а процесс сварки не должен быть закончен обрывом дуги. Аргонный газ заканчивают подавать лишь через 15 секунд после завершения сварочного процесса. Прежде чем начать работу с аппаратом, плоскость свариваемых изделий необходимо очистить от грязи с помощью жироочистителей.
TIG-сварка

Кроме дуговой сварки, есть еще и так называемая TIG. Для этого применяются те же аппараты. TIG – это оборудование для сварки вручную, которым происходит крепление материала неплавящимися электродами из вольфрама защищенной в среде газа – аргона. Способ TIG на постоянном потоке тока применяют для стали.Способ TIG на переменном токе – для алюминиевых сплавов. У TIG технологии существуют свои основные преимущества и недостатки. Например, сварочный способ TIG образует аккуратный шов, характеристики дуги проще управляются, при работе отсутствуют брызги. Из недостатков TIG можно выделить наличие громоздкого и тяжелого баллона и низкую производительность.
Варить аргонодуговой сваркой – это довольно кропотливая работа, которая не допускает суету и халатное отношение во время процесса. Потому и цена на оборудование и работу сварщиков, которые являются мастерами в области аргонно-дуговой сварки, относительно высокая. Но процесс не так уж и сложен, вы сможете научиться аргонной сварке и в домашних условиях, все, что вам необходимо – это грамотный самоучитель и нужное оборудование.
Оцените статью: Поделитесь с друзьями!