Что такое ПВ и на что этот показатель влияет?
ПВ — это продолжительность включения сварочного аппарата, т. е. время его непрерывной работы. Данный показатель является одной из основных характеристик сварочного инвертора. ПВ всегда указывается в % исходя из 10-минутного сварочного цикла. Указывается на шильдике на задней панели аппарата. У всех сварочных инверторов (САИ) ПВ на максимальном токе составляет 70% (например, у САИ 220 ПВ составляет 70% именно при токе 220А), т. е. 7 минут аппарат работает, после чего в.теории ему требуется 3 минуты отдыха.
Обычный человек может неправильно понять данный показатель. Они говорят: «Что я успею сварить за 7 минут? А потом ему постоянно надо отдыхать 3 минуты?». НЕТ! ПВ показывает продолжительность непрерывной варки. Семь минут варить непрерывно не возможно! Во-первых, потому, что электрод прогорит гораздо быстрее и пока человек меняет электрод, аппарат остывает. Во-вторых, после 3–5 минут процесса сварки обычно возникает необходимость подготовки деталей для дальнейшей работы и проверки сварочного шва — этого времени вполне хватает, чтобы САИ успел остыть. Именно поэтому при работе в бытовых условиях обычно достигается практически 100% ПВ — работа ведется непрерывно и качественного на протяжении всего дня!
Если всё же покупатель хочет приобрести сварочный аппарат, с большим показателем ПВ, чем 70% (обычно это профессиональные сварщики или люди в возрасте, которые «где-то, что-то» услышали от соседа) ему следует просто рекомендовать покупку аппарата большего номинала, чем он выбрал. Т.к. 70% это на максимальном сварочном токе, при уменьшении значения на регуляторе данный показатель сразу растёт. Т.е., например у САИ 160 ПF3 на 160А составляет 70%, а у САИ 250 на те же 160А будет уже 100%, т. е. непрерывная работа (см. рис. 2).
Всегда обращайте внимание на показатель ПВ! Он вам может очень сильно помочь в качестве позиционирования САИ. Так, например, что мы можем увидеть при рассмотрении Telwin САИ 165. ПВ на максимальном токе (150А) не указан вообще, есть данные только на 140А и показатель ПВ на этом токе составляет всего 7% (42 секунды!!!). Это всего лишь то время из 10-ти минутного lfiacria, которое сварочник на этом токе находится в режиме работы. Неплохое обоснование в нашу пользу, да? Да, тут один человек из тысячи может поспорить по поводу температурных режимов, на которые считаются ПВ (об этом можете прочитать в любом источнике в Интернете). Но всё равно попытка обоснования будет звучать вяло!
Также, например, у аппаратов компании «Aiken» (Weld hWD-200) и «ДОН» (ДОН-230) реальный показатель ПВ практически в 3 раза ниже, чем заявленный: 13% и 12% соответственно при заявленных 35% на максимальном токе.
Важно: Помните, что показатель ПВ рассчитан на температуру окружающей среды +25°С, следовательно если человек работает аппаратом летом в жару при большей температуре, корпус аппарата дополнительно нагревается (соответственно показатель ПВ будет немного падать) и вероятность отключения сварочника по тепловой защите возрастает. Если вдруг температура подойдет к предельному показателю загорится индикатор перегрева на лицевой панели САИ и аппарат отключится и включится только после остывания.
Продолжительность включения — Википедия
Материал из Википедии — свободной энциклопедии
Продолжительность включения (ПВ) — одна из основных характеристик электродвигателя[1] работающего в повторно-кратковременном режиме (номинальный), закладывающаяся при проектировании привода различных механизмов. Описывает цикл продолжительности включения и отключения электродвигателя. При проектировании электродвигателя учитывается температурный показатель, который стараются придерживать в рабочем диапазоне температур. Электродвигатель нагревается при подаче на него электрической энергии, которая переходит в тепло, чтобы электродвигатель не перегрелся необходимо его выключать на время, чтобы он успел охладиться до температуры окружающей среды[2].
Продолжительность включения измеряется в процентах или в относительных единицах, и определяется по следующей формуле:
- ΠB%=tPtP+tΠ⋅100%{\displaystyle \Pi \mathrm {B\%} ={\frac {t_{P}}{t_{P}+t_{\Pi }}}\cdot 100\%}
где
- tP{\displaystyle {t_{P}}} — время включения двигателя в работу;
- tΠ{\displaystyle t_{\Pi }} — продолжительность пауз за время цикла работы.
Различают повторно-кратковременные показатели величины ПВ: 15%, 25%, 40% и 60%[2][3][4].
Если продолжительность включения электродвигателя равна одной из четырех стандартных, то двигатель выбирается по каталогу электродвигателей с данной ПВ% в зависимости от требуемой мощности.
Если ПВ двигателя отличается от стандартной, то требуемую мощность электродвигателя корректируют по формуле:
- PTP=PPΠB1ΠBCT,{\displaystyle P_{TP}=P_{P}{\sqrt {\frac {\Pi \mathrm {B} _{1}}{\Pi \mathrm {B} _{CT}}}},}
где
- PTP{\displaystyle P_{TP}} — требуемая мощность электродвигателя;
- PP{\displaystyle P_{P}} — потребляемая мощность электродвигателя;
- ΠB1{\displaystyle \Pi \mathrm {B} _{1}} — фактическая ПВ электродвигателя;
- ΠBCT{\displaystyle \Pi \mathrm {B} _{CT}} — ближайшая из стандартных ПВ.
- Ключев В. И. Теория электропривода: Учеб. для вузов. — 2-е изд. — М.: Энергоиздат, 1998. — 704 с.
- Фираго Б. И. Теория электропривода: учебное пособие. — Мн.: ЗАО «Техноперспектива», 2004. — 527 с.
- Косматов В. И. Механика электропривода: учебное пособие. — Магнитогорск: ГОУ ВПО МГТУ, 2010. — 79 с.
Режимы работы электрических машин | Электрикам

Режим работы электрической машины — это установленный порядок чередования периодов, характеризуемых величиной и продолжительностью нагрузки, отключений, торможения, пуска и реверса во время ее работы.
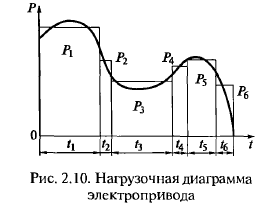
Режимы работы электродвигателей в электроприводах различных рабочих машин разнообразны и определяются технологическими процессами, реализуемыми этими рабочими машинами. Для иллюстрации этих режимов работы используют нагрузочные диаграммы.Такая диаграмма представляет собой графически выраженную зависимость параметра, характеризующего нагрузку приводного двигателя (мощности Р, момента М или силы потребляемого тока I) от продолжительности t отдельных этапов, составляющих время работы электропривода. В действительности нагрузочная диаграмма двигателя может иметь вид графика любой формы: прямой горизонтальной линии, если нагрузка двигателя в рассматриваемый отрезок времени не изменялась, либо кривой линии с плавным переходом от одного уровня нагрузки к другому, если нагрузка изменялась. Плавность перехода уровней нагрузки обусловлена инерционностью процессов в электроприводе. Для упрощения расчета требуемой мощности двигателя криволинейный график нагрузочной диаграммы разбивают на прямолинейные участки, в пределах которых нагрузка условно остается неизменной (рис. 2.10). Чем больше участков с различной нагрузкой, тем меньше ошибка такой замены, но тем сложнее последующие расчеты.
Согласно действующему стандарту ГОСТ 183—74 существует три основных режима работы двигателей, различающиеся характером изменения нагрузки.
Продолжительный режим S1
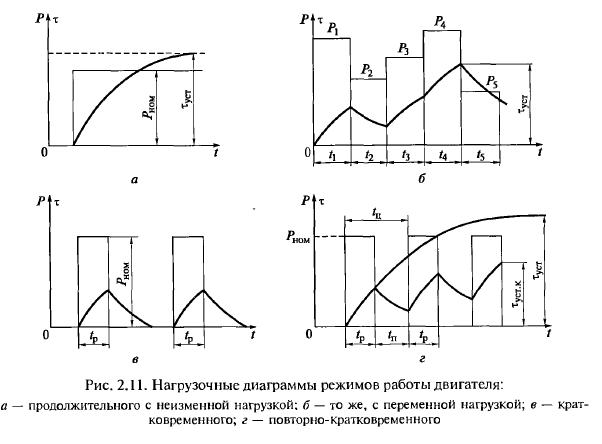
1. Продолжительный режим S1 — когда при неизменной номинальной нагрузке Рном работа двигателя продолжается так долго, что температура перегрева всех его частей успевает достигнуть установившихся значений τуст (тау установившееся).
Различают продолжительный режим с неизменной нагрузкой Р = const (рис. 2.11, а) и продолжительный режим с изменяющейся нагрузкой (рис.2.11, б). Например, электроприводы насосов, транспортеров, вентиляторов работают в продолжительном режиме с неизменной нагрузкой, а электроприводы прокатных станков, металлорежущих станков и т.п. работают в продолжительном режиме с изменяющейся нагрузкой.
Кратковременный режим S2
2. Кратковременный режим S2 — когда периоды неизменной номинальной нагрузки чередуются с периодами отключения двигателя (рис. 2.11, в).
При этом периоды работы (нагрузки) двигателя tр настолько кратковременны, что температуры нагрева всех частей двигателя не достигают установившихся значений, а периоды отключения двигателя настолько продолжительны, что все части двигателя успевают охладиться до температуры окружающей среды (допускается превышение температуры не более чем на 1 ºС).
Стандартом установлена длительность периодов нагрузки 10; 30; 60 и 90 мин. В условном обозначении кратковременного режима указывается продолжительность периода нагрузки, например S2 — 30 мин.
В кратковременном режиме работают электроприводы шлюзов, разного рода заслонок, вентилей и других запорных устройств, регулирующих подачу рабочего вещества (нефть, газ, вода и др.) посредством трубопровода к объекту потребления.
Повторно-кратковременный режим S3
3. Повторно-кратковременный режим S3 — когда кратковременные периоды работы двигателя tр чередуются с периодами отключения двигателя (паузами) tп, причем за период работы tp превышение температуры не успевает достигнуть установившихся значений, а за время паузы части двигателя не успевают охладиться до температуры окружающей среды. Общее время работы двигателя в повторно-кратковременном режиме разделяется на периодически повторяющиеся циклы продолжительностью
tц = tр+tп
При повторно-кратковременном режиме работы график нагревания двигателя имеет вид пилообразной кривой (рис. 2.11, г). При достижении двигателем установившегося значения температуры перегрева, соответствующего повторно-кратковременному режиму τуст.к, температура перегрева двигателя продолжает колебаться от τmin до τmax . При этом τуст.к меньше установившейся температуры перегрева, которая наступила бы, если режим работы двигателя был продолжительным (τуст.к < τуст). Примерами повторно-кратковременного режима являются работа электроприводов лифтов, подъемных кранов, экскаваторов и других устройств, для которых характерна цикличность (чередование периодов работы с паузами). При этом продолжительность цикла tц = tр+tп не должна превышать 10 мин.
Повторно-кратковременный режим характеризуется относительной продолжительностью включения, %,
ПВ = (tр/tц) *100
Действующим стандартом предусмотрены номинальные повторно-кратковременные режимы с ПВ 15, 25, 40 и 60 % (для продолжительного режима ПВ= 100 %). В условном обозначении повторно-кратковременного режима указывают величину ПВ, например, S3 — 40%.
При переводе двигателя из продолжительного режима (ПВ = 100%) в повторно-кратковременный режим мощность двигателя, по сравнению с его мощностью в продолжительном режиме, может быть увеличена: при ПВ = 60% на З0%, при ПВ = 40% на 60%, при ПВ = 25% — в 2 раза, при ПВ = 15 % — в 2,6 раза.
Рассмотренные три номинальных режима считаются основными. В каталогах на двигатели, предназначенные для работы в каком-либо из этих режимов, указаны номинальные данные, соответствующие режиму работы.
Помимо рассмотренных трех основных режимов, стандартом предусмотрены еще и дополнительные режимы:
повторно-кратковременный режим S4 с частыми пусками, с числом включений в час 30, 60, 120 или 240;
повторно-кратковременный режим S5 с частыми пусками и электрическим торможением в конце каждого цикла;
перемежающийся режим S6 с частыми реверсами и электрическим торможением;
перемежающийся режим S7 с частыми пусками, реверсами и электрическим торможением;
перемежающийся режим S8 с двумя и более разными частотами вращения.
ПН и ПВ сварочных аппаратов
Часто спрашивают: что такое ПВ или ПН сварочного аппарата? Заглавные буквы ПН обозначают продолжительность нагрузки, а ПВ — продолжительность включения соответственно. Режим работы инверторного аппарата не менее важная характеристика, чем величина максимального сварочного тока. Про режим работы часто забывают начинающие сварщики. Этого делать нельзя.
Параметр ПН/ПВ всегда указан в процентах и показывает время работы инвертора при десятиминутном цикле. Например, если ПН/ПВ равен 40% — это означает, что после 4 минут работы аппарату нужно будет передохнуть, охладиться в течении 6 минут до повторного запуска. Таким образом, цифра позволяет приблизительно оценить, сколько раз инвертор будет отключаться по перегреву при бесперебойной работе в течение длительного времени.
Нагрузка источника питания (далее по тексту ИП) для дуговой сварки имеет, как правило, переменный характер. Процесс сварки состоит из повторяющихся циклов в которых рабочий период чередуется с паузами необходимыми для замены электродов, подготовки к наложению следующего шва, подгонки деталей и т.д. Согласно стандартам различают три типовых режима работы:
- Длительный при неизменной нагрузке;
Так работают ИП для автоматической сварки и многопостовые источники.
- Чередующийся;
Рабочие периоды прерываются режимами работы на ХХ. В данном случае применяется понятие продолжительности нагрузки (ПН)
- Повторно-кратковременный
Рабочие периоды чередуются с периодами полного отключения силовых цепей ИП от сети.
В данном случае рабочий режим положено именовать как продолжительность включения (ПВ)
ПН/ПВ равно отношению времени работы аппарата к времени всего цикла. Длительность цикла принимается за 10 мин. Формула выглядит так:
ПН/ПВ =tраб./tцикла *100%
Для большинства сварщиков-профессионалов, не говоря уже о любителях, понятие режима работы сварочного аппарата является не очень понятным. Данная характеристика должна показать, как поведет себя сварочный аппарат при работе на максимальном токе и температуре +40 градусов. Сварщики профессионалы, выбирая аппарат для работы, смотрят на ток длительной нагрузки, который обозначен на шильде аппарата в графе ПН 100%. Опираясь на цифры в данной графе, эксперт в сварке может представить, будет ли достаточно заявленного производителем тока для решения тех задач, которые стоят перед сварщиком. Если токовые режимы, указанные в графе 100% совпадают или превосходят предполагаемые токи необходимые для выполнения конкретных задач, значит аппарат в процессе работы не будет перегреваться и уходить в защиту.
Для бытового использования высокие значения ПН не столь важны, поскольку для работы по дому аппарат редко используется на пределе своих возможностей, да и нагрузки носят скорее кратковременный характер. Заявленные данные по режиму работы инвертора являются результатами изысканий разработчиков оборудования. Необходимый ПН или ПВ закладывается в расчете при проектировании. В соответствии с поставленной задачей по продолжительности нагрузки инженеры подбирают компоненты сварочного аппарата. В расчет принимается множество нюансов. Например, теплостойкость изоляции проводов, размеры и число охлаждающих радиаторов, номиналы температурных датчиков, места их установки. Инженеры просчитывают наиболее теплонагруженные узлы и проверяют, как они будут влиять на режим работы инвертора в процессе длительной эксплуатации.
Как проверяют ПН/ПВ?
Рассчитать ПН инвертора могут только инженеры на этапе проектирования источника. В условиях лаборатории можно только подтвердить исходные данные, заявленные производителем, либо опровергнуть их. Посчитать ПН конкретного аппарата, опираясь на данные, полученные во время испытаний, можно только условно и очень приблизительно. Существует метод проверки работы ИП. Он обозначен в ГОСТ Р МЭК 60974-1-2012 и подразумевает нагружение источника максимальным током заявленным производителем. Данный способ позволяет подтвердить или опровергнуть заявленные значения режима работы достаточно быстро. Однако он связан с привлечением дополнительных калиброванных приспособлений для имитации работы аппарата под нагрузкой, приборов контроля температуры в определенных точках и т.д. Среди важных параметров данной проверки следует отметить время испытания, которое согласно стандарту должно составлять 10 мин, а также температуру внутри термокамеры в 40
Стоит сказать пару слов о том, почему единый стандарт времени и температуры так важен. Некоторые производители в маркетинговых целях стремятся увеличить значение ПН/ПВ и указывают данные для пятиминутного цикла. Например, аппарат с циклом испытаний 5 минут заявляется как инвертор с ПН 40%. По факту, если перевести данное значение в систему координат, регламентированную ГОСТ Р МЭК 60974-1-2012 ПН составит 20% (при цикле 10 мин). Та же история с температурой. В ГОСТе значение данного параметра испытания обозначено в 40
На просторах интернета есть множество роликов, где их авторы пытаются продемонстрировать высокую продолжительность нагрузки сварочного оборудования. Аппараты нагружают максимальным током и на протяжении 10 – 20 мин. жгут четырехмиллиметровые электроды. Блогеры доказывают, что испытуемые аппараты вместо ПН 60% ( 6 мин непрерывной работы) могут работать 10 -15мин и более. Значит, по их мнению, аппарат, который они испытывают, обладает ПН100%. Это не так хотя бы потому, что испытания проводятся при комнатной температуре. А иногда и попросту в снегу.
При проверках мы сталкивались с инверторами фактический ПН которых был выше заявленного. Например, вместо заявленных производителем 6-ти минут инвертор в термокамере проводит под нагрузкой 10 мин, что для обывателя будет неоспоримым доказательством, что у этого инвертора ПН 100%. Однако режим работы, заявленный разработчиком, следует соблюдать, поскольку инженеры проверяют теплонагруженность всех элементов конструкции, а не только дорогих узлов, защищенных термозащитой. При длительном режиме испытаний или реальной работе периодическое превышение не рекомендованного ПН может привести к выходу инвертора из строя. В аппарате может обгореть какой-то контакт или просто оплавиться изоляция.
Источник: Aurora Online Channel
Что такое ПВ сварочного аппарата. Вольтра
У любого сварочного аппарата есть одна важная характеристика — продолжительность включения, чаще можно встретить именно аббревиатуру «ПВ». Данная характеристика измеряется в процентах и является ничем иным, как отношением времени работы под нагрузкой к времени охлаждения. Все это замеряется при конкретной температуре окружающей среды.
По европейским стандартам ПВ должно указываться при 40°С и 5-минутном интервале. По стандартам стран СНГ при 20°С и 10 минутах. В Беларуси в 95% случаев вы встретите показатель Продолжительности включения, рассчитанный именно при 20°С и 10 минутках.
Что же этот хитрый показатель означает
Если говорить о стандартах СНГ, то ПВ 70% означает, что сварочный аппарат будет работать непрерывно на максимальном токе 7 минут, остальные 3 ему необходимо отдыхать. Естественно, такая логика работает при температуре окружающей среды 20°С.
Если температура окружающей среды повышается, то ПВ снижается. То есть, если «за бортом» будет 50°С, то ПВ Вашего такого аппарата будет минимум вдвое меньше.
Если же мы имеем «заморский» сварочный аппарат, например Esab, то ПВ на этом аппарате считалась по-другому. Стандартные 30% для таких аппаратов рассчитаны при температуре 40°С, соответственно, в условиях белорусского лета, когда столбик термометра колеблется на отвертке 24-28°С, то значение ПВ можно смело умножать на 1.5-2. Таким образом, мы будем иметь около 5 минут из 10 или 2.5 минуты из 5 (если считать по стандартам ЕС)
Почему этот показатель важен
Не нужно иметь высшее техническое образование, чтобы понять, зачем показатель продолжительности включения вообще ввели.
- В первую очередь, он дает картину рабочего цикла. Если на улице 25°C или 30°C, а ПВ аппарата 20%, то Вы имеете менее 2 минут на сварочные работы на максимальном токе, остальные 8 Вам придется «курить» в стороне, ожидая, пока аппарат остынет. «Сварить» петли на заборе Вы не успеете и за половину дня.
- Во-вторых, этот показатель помогает выбрать между двумя сварочными аппаратами, которые имеют одинаковый максимальный ток. Наверняка модель с более высоким ПВ имеет лучшую систему охлаждения и «запас прочности» внутренних компонентов. Правда, эта логика работает только с аппаратами известных брендов, которые дорожат репутацией.
Почему этот показатель не важен
Неожиданный поворот сюжета, не правда ли? Увы, но после всего сказанного мы будем убеждать Вас, что не стоит обращать внимание на продолжительность включения при выборе сварочного аппарата.
На сегодняшний день ПВ стал маркетинговой уловкой. Многие производители в битве за потребителя идут на хитрости. Например, в каталогах легко можно найти сварочные аппараты с ПВ 80%, 90% и даже 100%. Как это возможно, спросите Вы? А все очень просто.
Указав ПВ 100% на сварочном аппарате производитель не говорит о том, при какой температуре делался замер.
Иногда можно встретить аппараты на 160А, где написано ПВ 100%, а ниже мелким шрифтом «при 100А». Честно ли это? Не думаю, так как принято указывать ПВ именно на максимальном токе.
Многие производители специально завышают ПВ, ведь никто правду все равно не узнает. Вы ведь не будете проверять этот показатель с помощью балластного реостата.
Вот 4 причины не обращать внимание на ПВ при выборе сварочного аппарата:
- показатель рассчитан для максимального тока. Будете ли Вы вообще хоть раз в жизни «варить» на максимальном токе, если у Вас аппарат на 200А или 250А? Да? Может еще и непрерывно? А однофазная сеть точно даст «реальные» 200А? Ох, как сомневаюсь.
- нужно ли Вам вообще высокое ПВ? Примите во внимание тот факт, что электрод горит в среднем 40-50 секунд. В условиях климатической зоны Беларуси даже с ПВ 30-40% Вы никогда не почувствуете дискомфорта в работе.
- необходимые перерывы. В процессе сварки Вам нужно проверять качество шва, зачищать его. Даже паузы в 20-30 секунд достаточно, чтобы аппарат успевал охладится.
- ложные сведения. Если в инструкции четко не прописано, по каким стандартам производился замер ПВ, то этот показатель наверняка завышен.
Нужно понимать, что данная статья больше касается бытового использования. На производстве мыслят совершенно другими категориями и подбирать сварочный аппарат нужно будет, исходя из конкретных потребностей.
ПВ также будет важен, если Вы планируете «резать» большое количество металла, хотя для таких целей лучше использовать плазменный резак или болгарку.
Разница между ПН и ПВ — Остальные вопросы
Отдельному рассмотрению подлежат составляющие элемента характеристики — ПВ(ПН)Продолжительность включения (ПВ) или продолжительность нагрузки (ПН) в процентах — отношение времени работы под нагрузкой или охлаждения за определенный промежуток времени, при определенной температуре окружающей среды. (соотношение времени работы под нагрузкой и отдыха от перегрева). Принятое значение общего времени по Евростандарту составляет 5 минут при 40 градусах Цельсия, других странах и Росси 10 минут и при 20 градусах Цельсия. Оптимальное значение ПВ — около 60%, т.е. 6 минут работы и 4 минуты перерыва. Увеличение времени работы под нагрузкой приведет к срабатыванию тепловой защиты блока управления.
Иными словами, если включить аппарат на максимальную нагрузку, и засечь время через которое он отключится от перегрева, это и будет его ПВ. А так как ПВ измеряется в %, то это соотношение времени «работы» и «отдыха» сварочного аппарата.
Приводим пример если взять сварочный цикл 10 минут (а не 5 минут -евростандарт ), температуру окружающей среды 20 градусов (а не 40 градусов -евростандарт) и аппарат отключается через 5 минут, значит ПВ 50% (5 минут работаем 5 минут отдыхаем), если отключается через 3 минуты значит ПВ 30% (3 минут работаем 7 минут отдыхаем), если аппарат отключается через 6 минут, значит ПВ 60% (6 минут работаем 4 минут отдыхаем). Что это значит для нас в практическом смысле? ПВ 50-60% (сварочном цикле 10 минут и температуре окружающей среды 20 градусов) более чем достаточно для любых ММА сварочных работ на токах до 200А.
То есть, если сварочный аппарат имеет ПВ 60%, то на максимальном токе он отработает 6 минут, и 4 минуты будет остывать. Но ПВ замеряется с помощью включения аппарата на постоянную нагрузку (например, с помощью балластного реостата), чего в жизни никогда не происходит! Сварка ММА (РДС Ручная Дуговая Сварка) подразумевает сварку электродом, а ни какой электрод не будет гореть более 40-50 секунд, а кроме того сварочный шов надо очистить от шлака, зачистить его, и т.д. Значит, аппарат не будет работать непрерывно все шесть минут, и будет успевать охлаждаться. Из этого следует, что 60% ПВ это твердые 100% для ММА (РДС Ручная Дуговая Сварка)
Рассмотрим другой вариант -ПВ 10-15% это значит что вы работаете 1-1.5 минуты и около 9 минут отдыхаете, а это уже ситуация обратная. Т.е.вы сжигаете один электрод, аппарат выключится от перегрева, 9 минут ожидания, затем цикл повторится. А если на улице жара, то ПВ становится еще меньше. Купив аппарат с таким ПВ вы вместо того что б приварить две гаражные петли за двадцать минут потратите на это несколько часов своего драгоценного времени. Нерадивые производители либо занижают значения ПВ, либо пишут их так, что непосвященному в сварку человеку разобраться практически невозможно. Например указывают ПВ не на максимальной мощности, а на 20-30 % от нее, например на аппарате на 160 А указывают ПВ -60% -100 А, что означает практически ПВ 35% -160 А. С одной стороны они указали реальное ПВ, с другой они намерено вводят в заблуждение, если у покупателя недостаточно информации. Есть еще одна уловка недобросовестные производители указывают например ПВ -60% -160 А, а затем мелким шрифтом пишут, что время измерения ПВ 3 или 5 минут, а это значит что реальное ПВ при 10 минутах, на максимальной мощности 160 А, означает практически те же ПВ 35% -160 А.
Обратим ваше внимание, что следуя из вышесказанного, надо обращать внимание не только на величину ПВ, но и на температуру при которой ПВ измерялось. Обычно все известные производители такие как Эсаб, Кемппи, Фрониус, EVM, Линкольн-Электрик и др., как правило, указывают при какой температуре измерялся ПВ, Как например рассматриваемый в статье, как читать техническую характеристику инвертора, KEMPPI MINARC EVO 150, имеет при ММА сварке ПВ 35% но это при to = 40 °C, а это значит, что при температуре to = 20 °C ПВ у него будет где-то те же 60%! Если информации по температуре измерения ПВ нет, то следует считать, что измерения производились при комнатной температуре т. е. при 20 градусах Цельсия.
Продолжительность включения (пв). Пересчет мощности двигателя на стандартную пв. Проверка двигателя на нагрев и перегрузочную способность.
Относительная продолжительность включения (ПВ) – отношение времени работы к времени цикла, взятое в процентах:
 ,
,
где:  – продолжительность работы, с;
– продолжительность работы, с;
 – продолжительность паузы, с.
– продолжительность паузы, с.
Для двигателей с самовентиляцией, у
которых эффективность охлаждения
зависит от частоты вращения, при
определении расчетного значения
продолжительности включения ПВ необходимо
учитывать ухудшение охлаждения при
пуске и во время паузы  (остановки) введением коэффициентов
(остановки) введением коэффициентов и
и при расчете продолжительности цикла:
при расчете продолжительности цикла:
 .
.
При пуске, торможении и
остановке для асинхронных двигателей  ;
; ;
Для двигателей постоянного тока
;
Для двигателей постоянного тока ;
; .
.
Если  и
и не выделены на нагрузочной диаграмме,
продолжительность цикла определяют по
формуле:
не выделены на нагрузочной диаграмме,
продолжительность цикла определяют по
формуле:  ,
где
,
где .
.
Действующим стандартом предусмотрены номинальные повторно-кратковременные режимы с ПВ 15, 25, 40 и 60 % (для продолжительного режима ПВ=100%). В условном обозначении величину ПВ указывают как S3-40%.
При
необходимости выбора мощности двигателя
для других значений  ,
например относительно ПВ=100%, следует
воспользоваться формулой:
,
например относительно ПВ=100%, следует
воспользоваться формулой:
 .
.
При проверке по нагреву вычисляется
эквивалентные величины: момент, ток или
мощность и сравниваются с номинальными
величинами выбранного двигателя. Причем
считается, что двигатель проходит по
нагреву, если:  ,
, ,
, .
.
Где:
 ;
;
 ;
;
 .
.
При проверке на перегрузочную способность значение максимального момента на валу двигателя за время цикла работы сравнивается со значением номинального момента двигателя, причем:
 ,
,
где:  – перегрузочная способность двигателя
(указывается в справочнике).
– перегрузочная способность двигателя
(указывается в справочнике).
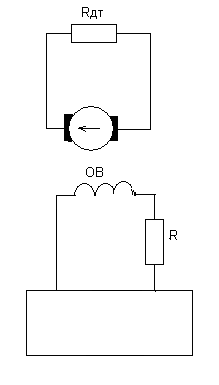
Механические характеристики двигателей постоянного тока последовательного возбуждения.
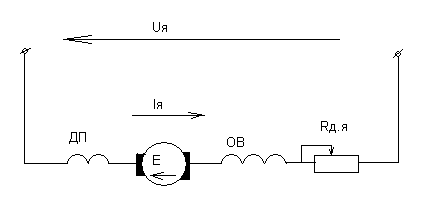
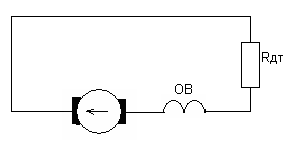
Рисунок 1 – Схема включения двигателя постоянного тока последовательного возбуждения.
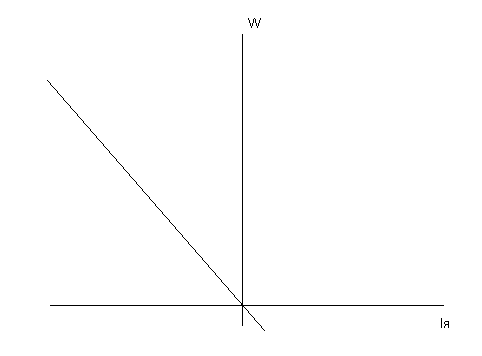
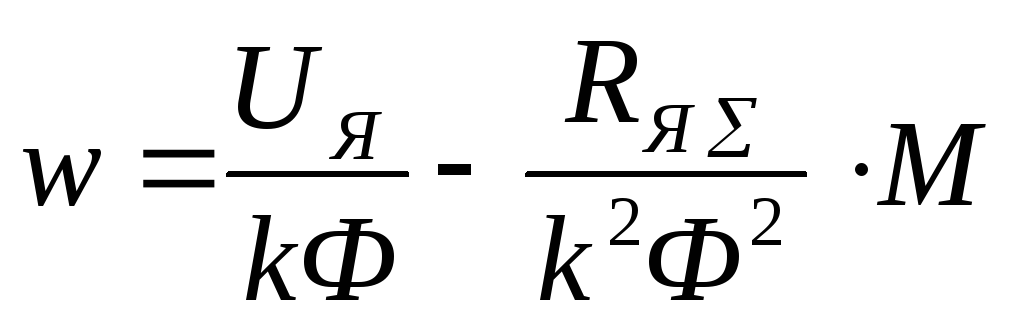
Для двигателя последовательного возбуждения уравнение механической характеристики имеет вид:
И электромеханическая:
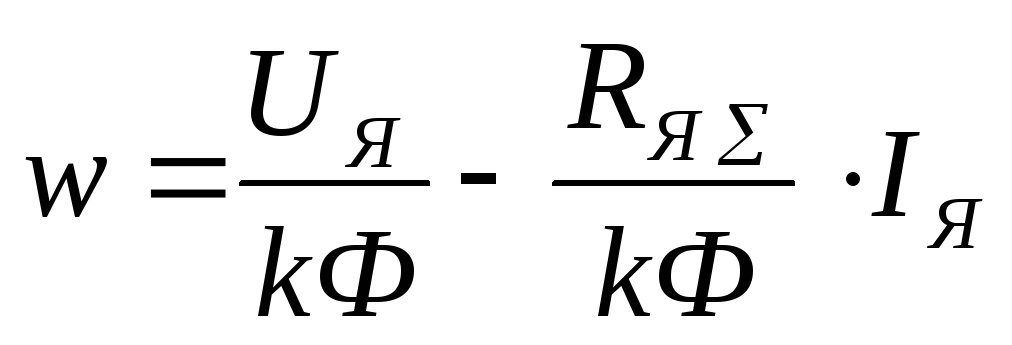
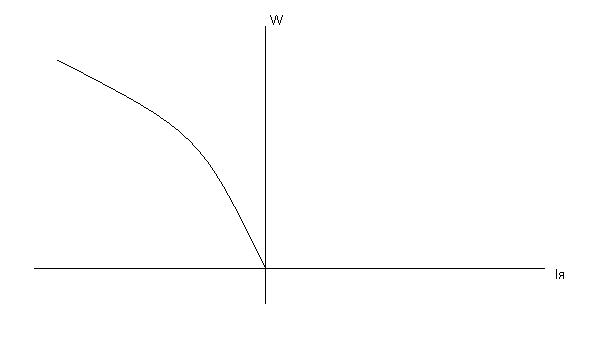
И имеет следующий вид:
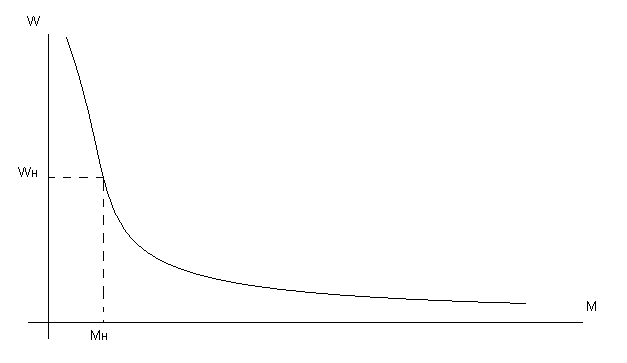
Вид характеристики – гиперболический
– показывает, что при уменьшении момента
скорость двигателя неограниченно
возрастает. Физически это объясняется
условиями электрического равновесия:
при  ,
а это, в связи с уменьшением
,
а это, в связи с уменьшением ,
возможно только при неограниченном
возрастанииw(
,
возможно только при неограниченном
возрастанииw( ).
Реально, в связи с остаточным потоком
).
Реально, в связи с остаточным потоком ,
скорость идеального Х.Х.
,
скорость идеального Х.Х. ,
но вследствие малой величины
,
но вследствие малой величины значение
значение недопустимо велико. По мере возрастания
момента скорость снижается по
гиперболическому закону. Когда машина
насыщена характеристика становится
линейной.
недопустимо велико. По мере возрастания
момента скорость снижается по
гиперболическому закону. Когда машина
насыщена характеристика становится
линейной.
Аналогичный вид имеет и электромеханическая
характеристика. Практически в области
номинальной нагрузки машина насыщается
и увеличение  вызывает увеличение Ф, поэтому
характеристики двигателя приближаются
к характеристикам двигателя независимого
возбуждения.
вызывает увеличение Ф, поэтому
характеристики двигателя приближаются
к характеристикам двигателя независимого
возбуждения.
Способы торможения двигателей постоянного тока последовательного возбуждения.
Существует три способа торможения двигателей постоянного тока последовательного возбуждения:
Динамическое торможение с самовозбуждением;
Динамическое торможение с питанием сериесной обмотки от постороннего источника;
Торможение противовключением.
Динамическое торможение с самовозбуждением.
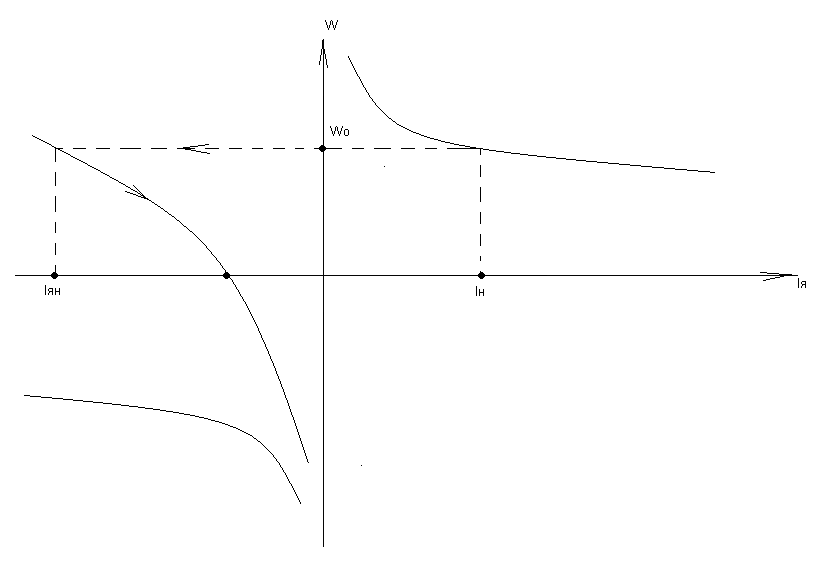
Режим динамического торможения для таких двигателей отличается от аналогичного режима для двигателей постоянного тока с независимым возбуждением тем, что тормозной момент зависит от потока, который зависит от тока якоря. Следовательно, жесткость характеристики, с уменьшением скорости и ЭДС, будет уменьшаться (интенсивность торможения не постоянна).
Достоинство данного метода состоит в простоте исполнения.
Недостатки метода:
При уменьшении скорости тормозной момент уменьшается значительно быстрее, чем скорость;
При малых скоростях торможение получается малоэффективным.
Торможение противовключением.
Такой режим возможен, когда электродвигатель включен для вращения в одну сторону, а под действием момента нагрузки якорь двигателя вращается в противоположную сторону (генераторный режим). Этот режим можно получить переключением обмоток якоря на ходу.
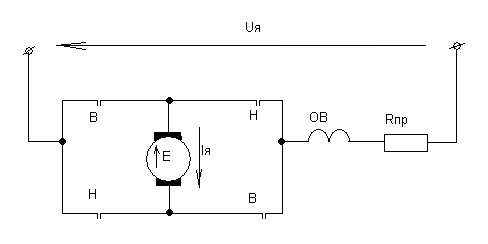
При переключении «В» на «Н» изменится направление IЯ, и следовательно направление момента
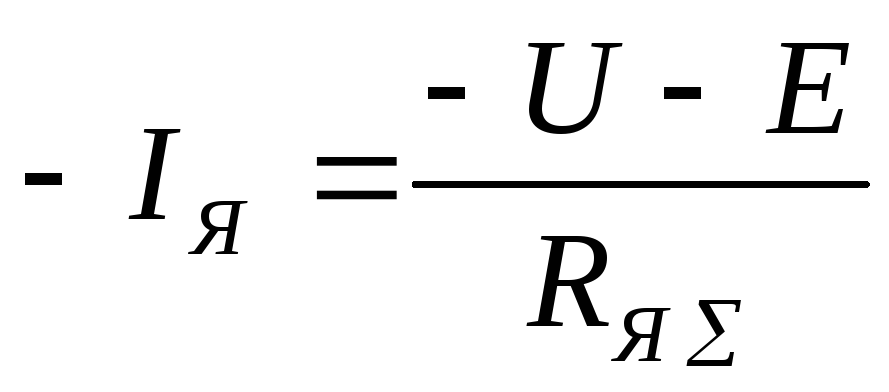
Для ограничения тока якоря вводится RПР.
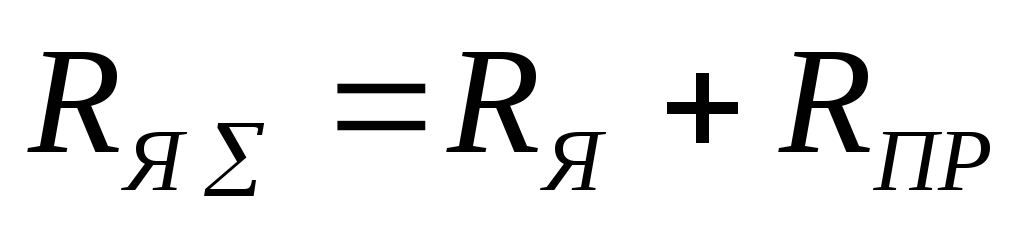
При этом бросок IЯограничен значениемIЯ.max.RПРопределяется из:
 .
.
В момент равенства w=0 необходимо отключить двигатель от сети. В этом режиме:
 .
.
Динамическое торможение с питанием сериесной обмотки от постороннего источника.
На обмотку возбуждения подается напряжение такой полярности, чтобы Е не изменяла своего знака. Якорь замыкается на сопротивление динамического торможения и режим полностью аналогичен режиму динамического торможения двигателей постоянного тока с независимым напряжением. Последовательно с обмоткой возбуждения включается сопротивление.