


Как подключить сварочный аппарат на 380 вольт
Сварка – ответственный и потенциально опасный процесс, при выполнении которого нужно учитывать множество факторов, соблюдать технологию и правила безопасности. Неправильное подключение сварочного аппарата 380 Вт – причина резких скачков напряжения, что приводит к выходу из строя бытовых приборов, «прилипанию» электрода и несчастным случаям.
Требования к проводке и розеткам

Таблица требуемых технических характеристик для сварочного аппарата
По принципу действия сварочный аппарат – это преобразователь тока в сварочную дугу. Диапазон рабочего тока (мощность оборудования) – основная характеристика прибора, определяющая его технические параметры. Она должна соответствовать возможностям электросети здания. Чтобы это определить, напряжение в сети умножают на предельно допустимое значение тока (указывается на автомате вводного щитка). Сравнивают полученное значение с данными в техпаспорте оборудования.
От бытовой розетки на 220 В можно запитать только инверторный прибор, который является более совершенным аппаратом со многими настройками и параметрами безопасности. При этом она должна быть со встроенным тугоплавким предохранителем или автовыключателем. В старых домах проводка рассчитана на максимальный ток 10 А, а при пуске прибора происходит скачок до 40 А – в таких зданиях нужно присоединяться к щитку.
Трансформаторный прибор, который предназначен для работы от 380 В, подключают только через электрощиток. При «слабой» проводке рекомендуется использовать бензогенератор.
Последовательность подключения агрегата
Общая схема подсоединения выполняется в следующей последовательности:

Схема электрических преобразований тока для сварки в инверторе
- Провести необходимые расчёты и убедиться, что подключение оборудования для сварочных работ к сети здания допустимо.
- Проверить автоматы и состояние пробок, убедиться в отсутствии «жучков».
- Выставить значение рабочего напряжения, необходимого для проведения конкретных работ в зависимости от сложности, объёма и вида металла. Настройка регулирует положение сердечника трансформатора.
- Перевести переключатель аппарата в положение 220 В или 380 В.
- При возможности подсоединения на 220 В вставить вилку в розетку.
- Для подключения сварочного аппарата в сеть 380В два питающих конца подаются на «фазу», третий – на «ноль». Рекомендуется использовать промышленную розетку и соответствующую вилку.
Использование удлинителей
Максимальная длина шнура аппарата — не более 2,5 м, для проведения крупных работ её не хватает. В таком случае для подключения сварочного агрегата разрешено применение удлинителя. При его выборе нужно соблюдать следующие требования:

Схемы подключения сварочных аппаратов
- сечение провода должно соответствовать правилу: 1 кв. мм на каждые 8 А;
- общая длина питающего провода – не более 10 м.
Во время работы кабель должен быть полностью развёрнут, что предотвратит его перегревание и образование индуктивного сопротивления. Нужно избегать промежуточных соединений – через них происходят большие потери тока. Категорически исключено применение повреждённых проводов.
Соблюдение требований и стандартов при подсоединении гарантирует последующее безопасное и эффективное использование оборудования.
Видео по теме: Как из 380 получается 220 и куда подключать заземление
Подключение сварочного аппарата 380в: как подключить сварку 380в
Сегодня мы поговорим о том, как самостоятельно осуществить подключение сварочного аппарата 380В для его дальнейшего использования. Сразу стоит предупредить, что если сварочный аппарат будет использоваться в домашних условиях, то очень важно знать, какую нагрузку смогут выдержать автоматы в электросети вашего дома или квартиры. И только после этого уже выбрать инвертор нужного типа и мощности. При выборе сварочного аппарата, конечно же, нужно учитывать многие важные характеристики. Мы опишем основные моменты, на которые обязательно нужно обращать внимание при выборе этого достаточно дорогостоящего оборудования. Важно подобрать такой агрегат, чтобы с его помощью можно было выполнять максимум задач, но и чтобы по стоимости он соответствовал заявленным параметрам. Итак, на чем же все-таки стоит акцентировать внимание?

Принципы работы сварочного аппарата 380В.
- Мощность потребляемого тока. К примеру, для того чтобы выполнять сварочные работы дома, достаточно сварочного агрегата мощностью до 5 кВт. Покупка же устройства с более высоким порогом потребляемой энергии будет нерациональной тратой денег.
- Устойчивость к перепадам электроэнергии. Так как в сети электроснабжения часто возникает как резкое падение, так и резкий подъем напряжения тока.
- На какой диапазон напряжения в сети рассчитан подключаемый сварочный аппарат.
После оценки всех перечисленных параметров, а также некоторых других важных условий, вы уже будете знать о том, как правильно подключить сварочный аппарат к электросети. Мы немного постараемся помочь в этом и опишем технические ключевые моменты.
Читайте также:
Как правильно использовать буру.
Способы применения флюса для пайки.
О свойствах канифоли читайте здесь.
Выполнение подключения оборудования для сварочных работ

Принципиальная электрическая схема соединения первичных обмоток сварочного аппарата на напряжение: а) 220 В; б) 380 В (вторичная обмотка не указана).
По своей сути, сварочный аппарат является источником инверторного сварочного тока и сварочной дуги. Понятно, что эта дуга возникает между электродом и металлом. А сам аппарат для сварки выступает как преобразователь. Для определения допустимой мощности оборудования для типа электрической проводки в помещении, нужно умножить значение напряжения в сети на максимальное значение тока, которое указано на автомате вводного щитка агрегата для такого рода работ. Для подключения самого агрегата на 380 В к нему надо правильно подключать выходящие контакты.
Важно установить заземление во избежание поражения электрическим током при выполнении сварочных работ.
Схема подключения оборудования для сварочных работ, который используется в быту будет следующей:
- Определить необходимую мощность устройства для выполнения сварки в соответствии с тем, что будет подвергаться сварке.
- Используя ручку регулятора тока, отрегулировать положение сердечника трансформатора. Этими действиями уменьшается или увеличивается сила тока.
- При необходимости установите переключатель на корпусе агрегата в положение 380 В
- Два питающих конца подсоедините к “фазе”, а третий конец – к “нулю”.
Запомните: толстые концы определяют выход, а тонкие – вход.
Вернуться к оглавлению
Использование удлинителей шнура для сварочного агрегата

Схема подключения сварочного аппарата 380В.
В стандартной комплектации такие аппараты имеют электрошнур длиной от 1,8 м и до 2,5 м. Но этой длины сетевого провода может не хватить для проведения работ по сварке металлических поверхностей. Но как подключить сварочный агрегат в таком случае?
В таких ситуациях используют удлинители. Но бесконтрольно их использовать достаточно опасно, требуются предварительные подсчеты. Так, при сечении провода в 1,5 кв.мм максимальный ток, который можно пропускать по такому проводу, 16 А.
Немаловажная деталь – провод удлинителя нужно всегда разворачивать. Это связано с тем, что так провод под нагрузкой не перегревается и быстрее остывает, а это уменьшает риск возгорания.
К тому же в таком состоянии не образуется дополнительное индуктивное сопротивление.
Выполняя такие несложные требования, вы сможете правильно подключить сварочный аппарат и безопасно выполнять сварку.
Особенности работы трехфазного сварочного аппарата
Сварочные аппараты на 380 вольт распространены в производстве и строительстве из-за мощности и неприхотливости. Использование трехфазных устройств позволяет работать с электродами больших диаметров и металлами максимальной толщины.
Сварка по сравнению с однофазными аппаратами получается более мягкой. При работе в составе производственных линий также используется трехфазное оборудование.

Виды трехфазных устройств
Трехфазные сварочные аппараты бывают трех видов:
- трансформаторные;
- выпрямительные;
- инверторные.
Сварочное оборудование первого вида в основе имеет трехфазный трансформатор. Первичная обмотка состоит из трех обмоток соединенных звездой, а вторичная понижающая обмотка соединяется треугольником.
Если для сварки используется переменный ток, то с каждой фазы вторичной обмотки отдельным проводом к электроду через дроссель подается пониженное напряжение. По сравнению с однофазным сварочным трансформатором сварка получается более мягкой, электрическая дуга становится стабильней, просадка напряжения меньше.
Выпрямительные аппараты на выходе вторичной обмотки имеют три полумостовые схемы собранные из мощных диодов. Как и в первом случае с каждого выпрямителя ток подается на сварочный электрод.
Пульсации по сравнению с выпрямителем на одной фазе значительно меньше, соответственно сварочный ток более стабилен, что сказывается на качестве сварки.

В инверторах на три фазы при одинаковой мощности сварки можно использовать менее мощные диоды и транзисторы, но это практически так не делают. Наоборот применение трехфазного напряжения позволяет получать аппараты большой мощности при малых габаритах и массе.
Преимущества и недостатки
Все трехфазное оборудование для сварки относится к категории профессиональных устройств. Многие из них способны производить сварку в непрерывном режиме, то есть ПВ равно 100%. На строительстве трехфазные трансформаторные и выпрямительные сварочные аппараты до сих пор не имеют альтернатив.
Они не боятся пыли, грязи, работают при низких температурах, что противопоказано инверторам. Однофазные приборы трансформаторного типа тоже могут работать в таких же условиях, но у них мощность меньше и пульсации тока больше.
Соответственно, они не могут сравниться с трехфазными устройствами по качеству сварки, диаметру электродов и толщине свариваемого металла.
Использование трехфазного тока в инверторах, тоже имеет свои преимущества. Применяя одинаковую элементную базу, получают более мощный прибор с большими сварочными токами, что позволяет работать практически с любыми изделиями.
Схема прибора отличается незначительно. Используется тот же широтно-импульсный модулятор. Преобразование высокого в пониженное напряжение происходит на частоте порядка 40-100 кГц.
Единственный недостаток этих устройств заключается в том, что не всегда и не везде можно подключиться к трехфазному источнику питания на 380 В, и цена у них значительно выше, чем у однофазных аппаратов.
Популярные модели
Сварочный инвертор полуавтомат 380 В – это наиболее распространенный прибор среди профессиональных аппаратов. В отличие от трансформаторных приборов они имеют небольшие габариты и массу.
Сварочный полуавтомат TESLA MIG 350 чешского производства хорошо зарекомендовал себя при работе в тяжелых условиях. При нестабильном или пониженном питающем напряжении обеспечивает стабильную сварочную дугу, работает от напряжения 380 В, а максимальный сварочный ток составляет 350 А.
Механизм подачи сварочной проволоки аппарата имеет два ролика, потребляемая мощность составляет 11,9 кВт. Запас мощности позволяет использовать длинные кабели до 20 м. Байонетные штекеры обеспечивают надежное и быстрое подключение горелки к аппарату. Производитель дает на оборудование трехгодичную гарантию.



Еще один пример профессионального трехфазного инвертора – это Сварог ARCTIC ARC 315 (R14). Он работает в жестких условиях, позволяет варить в интенсивном ручном режиме, выполнять наплавку. Благодаря использованию новейшей инверторной технологии аппарат может работать при температурах до -30 ⁰С. Имеется функция «горячий старт».
Раздельный монтаж силовых транзисторов повышает ремонтопригодность аппарата. При максимальном сварочном токе 315 А инвертор может использовать электроды диаметром 6 мм. Это позволяет сваривать металлы толщиной до 17 мм. При мощности 12 кВт имеет массу 22 кг.
Трехфазный инверторный сварочный аппарат «Ресанта САИ-315 380В» имеет примерно те же характеристики, что и «Сварог», но меньше дополнительных функций. Он более прост, поэтому дешевле и весит всего 10 кг.
Подключение
 В отличие от однофазных, оборудование для сварки с использованием трех фаз на конце питающего кабеля имеют четырех или пяти штырьковую вилку. Если в помещении имеется соответствующая розетка, нужно просто подключить сварочный аппарат через нее.
В отличие от однофазных, оборудование для сварки с использованием трех фаз на конце питающего кабеля имеют четырех или пяти штырьковую вилку. Если в помещении имеется соответствующая розетка, нужно просто подключить сварочный аппарат через нее.
Но, иногда, особенно в условиях строительства, когда нет соответствующих розеток, концы кабеля через болтовое соединение подключаются к фазам дизельного генератора или трансформаторной подстанции.
При выборе оборудования для сварки в условиях домашней мастерской и наличии на участке трехфазного электроснабжения стоит остановиться на трехфазном сварочном аппарате. При этом он должен обеспечивать режимы ручной дуговой сварки и в среде защитных газов (MMA, MAG/MIG).
Тогда он даст практически неограниченные возможности в сварочном деле. Так как они предусмотрены для профессионалов, то имеют много дополнительных функций и настроек.
По мере приобретения навыков можно осваивать новые возможности устройства, что, несомненно, окажется очень полезным для хозяина. В отличие от однофазного аппарата он не будет просаживать напряжение во время работы, распределяя нагрузку по всем фазам, и соответственно не будет жалоб от соседей.
Как подключить трехфазный сварочный аппарат
Рисуем схему подключения трехфазного сварочного аппарата:


Схема подключения 3-х фазной сети к инвертору Сварог TIG 200P AC_DC
Алгоритм работы будет таким:
1. Если воткнуть штатную вилку в 220v, то срабатывает пускатель К1 (25А на контакт), который одной парой контактов восстанавливает разрезанный нами провод идущий к переключателю ВКЛВЫКЛ сварочного аппарата.
А его вторая пара контактов замкнет сделанные нами разрезы дорожек на печатной плате, которые подводят силовое напряжение к штатному однофазному полноволновому выпрямителю.
Больше ни для чего К1 не нужен. Он лишь восстанавливает исходную схему питания сварочного аппарата после перерезания двух проводов и двух дорожек. (хотя, есть еще одна функция – К1 не позволяет быть штатной вилке сварАппа под напряжением, когда он подключен к трехфазному питанию. Это очень хорошо!)
2. Пускатель К2 (10А на контакт) используется для подключения трех фазной части питания в схему аппарата. Он поменьше и подешевле, так как от него требуется замыкание всего двух проводов, которые мы пропустим через спаренные 10А-ные контактны е группы. Собственно, это все.
Сначала, я купил трехфазные розетки 3р+N+E, что означает четыре контакта фаз и нуля и пятый земля. Провод купил четырехжильный диаметром 2,5мм на жилу. Выпрямительные диоды на радиаторе я планировал разместить внутри сварАппа. Однако, в процессе работы, мне пришло в голову более изящное и безопасное решение.
Смысл сводился в том, что я размещу 3х-фазный выпрямитель в отдельном боксе непосредственно около входного щитка, и на сварочный пущу уже выпрямленное напряжение по одному проводу, по второму любую из фаз на схему запуска электроники сварАппа (без этого никак), по третьему пущу NULL, и у меня остается еще четвертый провод, по которому я приделаю от входного щитка настоящую честную ЗЕМЛЮ на корпус аппарата (она у меня во входном щитке реально есть).
Таким образом у меня получается обеспечение всех типов безопасности для пользователя и сварАппа, вилки и розетки можно поставить четырехпиновые, т.е. 3р+Е. Это я счел более удобным.

Чтобы диоды не были «день и ночь» под напряжением в щитке, ну и для удобства, конечно, я подключил их через дешевый отключатель нагрузки на 40А. Это не автомат, их хватает вместе с УЗО в основном щитке, это просто трехконтактный выключатель. Диоды подойдут «на любой вкус и цвет», у меня на помойке были Д242Б из одной партии, я их запараллелил и ввернул на радиатор от какого-то старенького компьтерного процессора.
Провода брал медные, тоже обрывки пособирал в хозяйстве, те которые потоньше складывал парой – одним концом в шуруповерт и закручиваем: выходит красивенько жесткой косичкой. Общее сечение меди достаточно 2мм2. Больше не имеет особого смысла. Очень удобно брать медь одной толстой жилой. Она сразу будет служить жестким конструктивом и грамотнее зажимается в клемниках. Да, и приготовьте паяльник ватт на 60-100, чтобы делать сборку культурно там где потребуется, мы же не китайцы.
Теперь, призываем в помощь всю нашу внимательность и делаем, как я сказал:
(для тех , кто до сих пор плавает в нашей теме и подзабыл правила саперной техники)
ШАГ 1.
Апгрейд ШАГ 1

Самодельный трехфазный сварочный аппарат: ШАГ 1
Размещаем пускатель 25А в удобном для него месте (даже не крепим его, если провода у нас будут жесткие), прикидываем на глаз на каком расстоянии лучше обрезать фазу и нейтраль в презервативе, идущие на выключатель ВКЛВЫКЛ и… смело срубаем шашкой!
Образовавшиеся культи зачищаем от оплетки, красиво залуживаем и зажимаем в двух верхних на фото клемниках К1.

Самодельный трехфазный сварочный аппарат: ШАГ 1
Подсказка – перед шагом 1, приготовьте и прикрутите подходящий проводок к катушке К1 и сразу спаяйте его с концами нейтрали и фазы идущей от фильтра ВЧ помех (это нижний на фото разрезанный кусок).
Смело зажимайте эти концы на клеммах катушки пускателя в любом
порядке. Если вы сделали шаг 1, то можно вкл ючить провод сварочника в розетку и убедиться, что он продолжает работать как и прежде, единственное, что нас сначала выводит из себя то, что при вкл ючении провода в розетку раздается щелчок пускателя. От этого поначалу вздрагиваешь, но потом привыкаешь.
Апгрейд ШАГ 2

Самодельный трехфазный сварочный аппарат: ШАГ 2
Берем в руки ножовочное полотно и аккуратно, шириной не меньше 1,5мм, поглубже в текстолит, разрезаем дорожки, которые идут к паре четверок из желтых проводов в разъемах. Здесь поближе, обратите внимание – желтый маленький кружок вокруг контакта варистора, который мы перерезали (черная черточка обозначает бывшую дорожку). А красная полоска, это перемычка, которую необходимо не забыть позже припаять! Иначе не будут гаситься переходные импульсны е всплески напряжения.
Справа, овалом обведены контакты релюшки (белая), которая с некоторой задержкой замыкается после подачи питания на сварАпп . Это, собственно и есть все контрольные точки, на которых будет обращено наше внимание в манипуляциях дальше. А дальше – мы раскладываем от К1 провода, чтобы замкнуть ее контактами разрез, сделанный нами. Не полностью откл ючая голову доверяемся нашим прямым ручкам…
Вот там мы разложили, а здесь концы припаяли. (НЕ ЗАБЫВ ПРО ПЕРЕМЫЧКУ ОТ ВАРИСТОРА! Не видно на фото ?)

Самодельный трехфазный сварочный аппарат: ШАГ 2
Снова включаем девайс и убеждаемся в его полной работе от однофазной сети.
А сейчас, простой, но очень ответственный момент. Припаиваем к концам разрезанных дорожек (самые слева по фотке, идущие на выпрямитель) двухжильный не толстый проводок, который идет на катушку К2. Соединяем четырьмя коротенькими (оранжевые) перемычками контакты К2 попарно.

Самодельный трехфазный сварочный аппарат: ШАГ 2
На фото, правые контакты К2 короткими проводами скручиваем и зажимаем вместе с контактами К1, идущими туда же, откуда бросили провод на катушку К2.
Провод, который в «обычной жизни» идет сначала на «белую релюшку» тот черный, на него мы посадим (в трехфазном подключении) любую нами выбранную фазу для запитывания пусковой электроники сварАппа. А провод, который идет без разрыва от ВКЛВЫКЛ (толстый красный) на штатный выпрямитель через желтые повода в белых разъемах, мы спаяем с NULLевым проводом от нашей трехфазной розетки.

Самодельный трехфазный сварочный аппарат: ШАГ 2
Внимательно смотрим на схему и с умным выражением лица тыкаем тестером в клеммы, проверяя соответствие разводки проводов схеме.
Если вы полностью убеждены что « все по схеме», то соберитеподогните аккуратненько повода с К1 и К2, уложите вовнутрь СварАппа, полюбуйтесь и еще раз убедитесь, что он до сих пор работает от одной фазы! Лениться не стоит..
Апгрейд ШАГ 3

Самодельный трехфазный сварочный аппарат: ШАГ 3
ШАГ 3. Самый интересный и захватывающий.
Я сначала сделал его прямо на операционном столе. Синий плетеный провод подрезанный рамкой кадра – спаян с плетеным желтосиним и прикручен к радиатору (плюсу) трехфазного выпрямителя (он временный). Этот силовой плюс , уходит к спаренным контактам пускателя К2 (на фотке хорошо видно). На К1 от 3-х фазной розетки идет пара фазаноль и силовой ноль.
ВНИМАНИЕ!
Напоминаю, что на этом ФОТО розетка с 5-ю контактами, позже, когда я вынесу выпрямитель в щиток, розетка будет четырехконтактной. (см.схему)

Самодельный трехфазный сварочный аппарат: ШАГ 3
ИТАК, подаем три фазы на самодельный сварочный аппарат, и переключаемВКЛ/ВЫКЛ на ВКЛ! Щелкнули пускатели…. И все заработало!!
Апгрейд ШАГ 4
Втыкиваем силовые кабели, выкручиваем ..

Самодельный трехфазный сварочный аппарат: ШАГ 4
Ого! на 202А ручку тока, в сарае находим самый толстый и древний электрод. У меня таким оказалась протухшая в плесени со времен перестройки 4-ка.

Самодельный трехфазный сварочный аппарат: ШАГ 4 — Самодельная сварка
Хватаем черную железяку, в месте где она толщиной 10мм, бессовестно упираем и давим электрод… В первое мгновение он подлипает, с шипением выкипает из него вода с грибами(реально, прямо супом запахло!) и…… при полном нажиме секунды за три-четыре жжем сквозную дырку! Переживаем первую радостьгордость, и следующие пару вечеров уже вдумчиво и неспешно экспериментируем с нашей прелестью в разных позах и режимах…..
Апгрейд ШАГ 5 (Уборка и упаковка собранной схемы)
Аккуратно и окончательно укладываем провода, пускатели. Не жалея сил, подергаем в разные стороны симулируя жесткое падение сварАппа с крыши. Если никакой пускатель не цепляет контактами окружающие железочки – то все у нас надежно.

Самодельный трехфазный сварочный аппарат: ШАГ 5 Уборка и упаковка собранной схемы
Последний штрих – затягиваем где есть возможность, жгутами (у меня зеленые были, уже не помню где экспроприировал). Любуемся, и принимаемся за оформление вывода проводов для трехфазной розетки.
Выводим четыре провода примерно в центр верха самодельного трехфазного инвертора. Это провод +250v от трехфазного выпрямителя, NULL, одна любая фаза, и прикручиваем желтый с зеленой полосой провод к корпусу устройства, это он будет нашей «честной землей». Снимаем с силового кабеля небольшой кусок оплетки и обхватываем все кабеля в том месте, где они будут проходить через отверстие в крышке инвертора, ну, и обматываем изоляцией.
Ниже – фото новых четырехпиновых розетоквилок, выкл ючателя нагрузки на 40А и уютный домик для радиатора с выпрямительными диодами от MAKEL (кстати, с поэтическим названием – «сива-остю-сигорта-кутусю»). По русски, все более прозаично – Электрощиток Накладной.
Сверлим 14-м сверлом отверстие в крышке сварАппа под вывод наших силовых поводов, прикручиваем одну из розеток, прикручиваем концы проводов и т.д. и т.п…

Самодельный трехфазный сварочный аппарат: Завершающий этап

Самодельный трехфазный сварочный аппарат: Завершающий этап
Вот что получилось:

Самодельный трехфазный сварочный аппарат: Что получилось…

Самодельный трехфазный инвертор из Сварога
Делаем предподготовку соединения второй розетки и щитка с выпрямителем и отключателем нагрузки, тестером проверяем чтобы в розетках не было перепутывания проводов и идем прикручивать щиток на стенку.

Подготовка соединения второй розетки и щитка с выпрямителем и отключателем нагрузки

Вот что получилось в «щитовой».

Левый разъем для самодельного сварочника
Правый разъем – есть розетка 3ф+N+E – это для подключения обычных 3-х фазных девайсов. А вот левый – исключительно для нашей прелести.
На этом, собственно все. На текущий момент спалил баллон аргона балуясь с сварАппом на 3-х фазах. Работает безукоризненно.
Смотрите в магазине отзывов: СВАРОГ ARC 205 CASE , сварщики о работе аппарата — проверить наличие скидки на аппарат сегодня — найти отзывы о другом оборудовании. |
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
Электросварочное оборудование должно быть надежно заземлено. На кожухах трансформаторов имеются специальные болты с надписью «Земля». Помимо этого, у сварочных трансформаторов заземляют зажимы вторичных обмоток. Схема подключения сварочного трансформатора показана на рисунке.
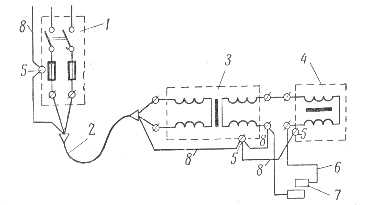
Схема подключения сварочного трансформатора к сварочному посту: 1 — сварочный пост, 2 — шланговый трехжильный кабель с заземляющей жилой, 3 — сварочный трансформатор, 4 — регулятор, 5 — заземляющие зажимы корпуса, 6 — шланговый одножильный кабель, 7 — электрододержатель, 8 — заземляющие провода
Перед пуском у трансформатора необходимо проверить соответствие напряжения его первичной обмотки подводимому напряжению сети. До включения трансформаторов сварочная цепь должна быть разомкнута.
Трансформаторы следует подключать к питающей сети отдельными рубильниками.
Расстояние от сети до сварочного аппарата должно быть наименьшим. Сечения проводов, присоединяемых к вторичным цепям трансформаторов или к выводам сварочных генераторов, выбирают по таблице.
| Сечение провода, мм2 | Наибольшая допустимая сила тока, А | Сечение провода, мм2 | Наибольшая допустимая сила тока, А |
| 16 | 100 | 70 | 270 |
| 25 | 140 | 95 | 330 |
| 35 | 170 | 120 | 380 |
| 50 | 215 | 150 | 440 |
Для подвода тока к электрододержателю применяют изолированные гибкие провода в защитном шланге длиной не менее 3 м. Их сечения выбирают по таблице.
Нормы нагрузок на гибкие сварочные провода, присоединяемые к электрододержателю.
| Наибольшая допустимая сила тока, А | Сечение провода, мм2 | |
| одинарного | двойного | |
| 200 | 25 | |
| 300 | 50 | 2х16 |
| 450 | 70 | 2х25 |
| 600 | 95 | 2х35 |
В качестве обратного провода для соединения свариваемого изделия с источником сварочного тока могут служить стальные шины остаточного сечения, различные стальные конструкции, сама свариваемая конструкция и т. д. Не разрешается использовать в качестве обратного провода сети заземления, а также металлические конструкции зданий, оборудодования и т. д.
Падение напряжения в питающих соединительных сварочных проводах допускается не более 5% напряжения сети. Если это условие не выдерживается, сечение проводов необходимо увеличить.
Полезные советы по эксплуатации сварочных трансформаторов
 Обслуживание сварочных трансформаторов проще, чем сварочных генераторов, и уход за ними сводится к обеспечению надежного заземления корпуса, содержанию всех контактов в хорошем состоянии и периодической проверке сопротивления изоляции обмоток, особенно при работе установки на открытом воздухе.
Обслуживание сварочных трансформаторов проще, чем сварочных генераторов, и уход за ними сводится к обеспечению надежного заземления корпуса, содержанию всех контактов в хорошем состоянии и периодической проверке сопротивления изоляции обмоток, особенно при работе установки на открытом воздухе.
Во время эксплуатации в сварочных трансформаторах могут возникнуть следующие неисправности:
- сильное гудение и нагрев обмоток вследствие виткового замыкания в первичных обмотках. Повреждение устраняют частичной или полной перемоткой обмоток;
- трансформатор дает очень большой ток вследствие короткого замыкания во вторичной обмотке или в обмотке регулятора. Устраняют неисправность ликвидацией замыкания в обмотках или их перемоткой;
- сварочный ток не уменьшается при воздействии регулятора, что может быть вызвано замыканием между зажимами регулятора;
- регулятор при сварке ненормально гудит, это может возникнуть из-за неисправности привода или из-за ослабления натяжения пружины;
- сильный нагрев контактов в соединениях вследствие нарушения электрического контакта; неисправность устраняют переборкой греющихся соединений, зачисткой и плотной пригонкой контактных поверхностей и затяжкой до отказа зажимов.
Время чтения: 6 минут
Что важно при выборе сварочного оборудования? Обычно это мощность сварочного аппарата, его габариты, дополнительные функции и стоимость. Но эти критерии важны лишь при покупке домашнего сварочника. А при выборе промышленного аппарата важно учесть некоторые дополнительные параметры. Например, какое напряжение электросети ему необходимо.

В отличие от дачи, на заводе есть возможность обеспечить постоянное питание не только стандартные 220 Вольт, но и все 380. Поэтому в цеху можно без проблем использовать аппарат на 380В, который также называют трехфазным. В этой статье мы расскажем, что собой представляют такие аппараты, какие они бывают и что нужно учесть при выборе.
Общая информация
Промышленные сварочные аппараты отличаются от бытовых тем, что являются трехфазными и требуют питания минимум 380 Вольт. Они очень распространены даже на современных производствах, поскольку неприхотливы и ремонтопригодны. Благодаря применению промышленного сварочного аппарата можно варить детали любой толщины и использовать электроды любого диаметра.
В отличие от однофазных аппаратов, трехфазные производят сварку куда мягче и качественнее. Поскольку удается получить большую мощность без увеличения силы тока.
Разновидности
Промышленные трехфазные аппараты бывают трех типов: трансформаторы, выпрямители, инверторы и полуавтоматы. Давайте подробнее разберемся с каждым из них.
Трансформатор
Трансформатор на 380 вольт— это простейший и классический тип сварочного оборудования.Его основа — это трансформатор с тремя катушками. Отсюда и название этого сварочного аппарата.Благодаря применению трех фаз дуга горит стабильно и напряжение практически не меняется во время сварки.А конструкция этих аппаратов настолько проста, что позволяет починить трансформатор буквально «на коленке», и без лишних затрат.

Трансформаторы выдают только переменный ток, поэтому вы не сможете использовать постоянный ток в своей работе. Это нужно учитывать. Трансформаторы очень громоздкие и тяжелые, для их перемещения нужно использовать тележку. Зато цена на такие аппараты порадует любого профессионала.
Выпрямитель
Выпрямитель — это тот же трансформатор, только с одним существенным отличием. В его корпус встроен выпрямительный блок (отсюда и название «выпрямитель»), преобразовывающий переменный ток в постоянный. Это их единственное отличие. Такие аппараты универсальнее трансформаторов, поскольку позволяют варить на любом роде тока.
Также благодаря выпрямителю дуга горит стабильнее и проще поджигается, в том числе повторно. Если вы новичок, то наверняка сталкивались с трудностями поджига дуги при применении трансформатора. Выпрямительный блок незначительно, но упрощает эту задачу. В остальном нет отличий между выпрямителем и трансформатором.
Инвертор и полуавтомат
Сварочный полуавтомат и инвертор — это аппараты нового поколения. Они сложны в устройстве, имеют встроенные микросхемы и дополнительные функции. Их вес и габариты существенно меньше, чем у трансформатора или выпрямителя. Но за все достоинства приходится платить. Инвертор и полуавтомат существенно дороже других разновидностей промышленных аппаратов.

Отличие инвертора от полуавтомата заключается в сфере применения. Стезя инвертора — ручная дуговая сварка электродами. А вот полуавтомат используется при сварке с применением газа и присадочной проволоки. В полуавтомате есть механизм подачи присадочного материала, который зачастую работает в полуавтоматическом режиме. Отсюда и название.
Такие аппараты выдают наилучшее качество швов, с ними проще всего работать, они немного весят и порой предлагают множество дополнительных функций, упрощающих сварочные работы. Но вы должны понимать, чем технологичнее аппарат, тем дороже его обслуживание и ремонт. Для маленького производства эта особенность может стать решающим фактором не в пользу инвертора/полуавтомата.
Преимущества
Итак, мы теперь знаем, что промышленные сварочные аппараты относятся к трехфазному оборудованию. И это их основная характеристика, от которой мы будем отталкиваться при сравнении промышленного аппарата с другим оборудованием.
Для начала, любой трехфазный аппарат автоматически относят к классу профессионального оборудования. Такие сварочники могут работать непрерывно, их КПД близко к 100%. А этого нельзя добиться при применении бытовых или полупрофессиональных аппаратов. На некоторых производствах это достоинство играет главную роль. Поскольку частые перерывы в работе чреваты потере прибыли.

Трехфазные трансформаторы и выпрямители не чувствительны к условиям работы. Они могут пылиться или неправильно храниться, но все равно исправно выполнят свою задачу. Инверторы и полуавтоматы более капризны в этом плане из-за встроенных микросхем, но при наличии пыле- и влагозащищенного корпуса и они могут работать в любых условиях.
Опытные мастера наверняка возразят, что обычный однофазный трансформатор тоже неприхотлив. И будут правы. Только вот частота пульсации тока на однофазном аппарате гораздо выше, поэтому качество сварных швов заметно хуже. В сравнении с трехфазным трансформатором, конечно.
Также стандартный стационарные однофазный трансформатор или выпрямитель не способен варить металлы любой толщины и применять толстые электроды. А вот трехфазные аппараты поистине универсальны и применяются при сварке любого уровня сложности.
Особенности подключения и выбора
Сварочные аппараты 380 В имеют ряд особенностей, которые нужно учесть. Прежде всего, подключение трехфазного аппарата несколько отличается от подключения однофазного. У трехфазных сварочников вилка четырехштырьковая, а иногда и пятиштырьковая. Учитывайте это перед покупкой питающего кабеля под свой сварочный аппарат.

Если у вас на производстве нет розетки с необходимым напряжением или вы просто работаете на выезде, то продумайте заранее, как вы будете подключать трехфазный аппарат к подстанции или генератору.
При выборе трехфазного аппарата отдавайте предпочтение тому оборудованию, которое способно работать в двух режимах: РДС и ММА (или МИГ/МАГ). Такие аппараты наиболее универсальны и позволяют производить любые сварочные работы. Вы сможете варить в среде защитного газа или с помощью одних лишь электродов.
Если вы домашний сварщик и имеете возможность подключения к сети 380В, то мы рекомендуем приобрести трехфазный аппарат. Он работает куда стабильнее однофазных, равномерно распределяет нагрузку на сеть и не становится причиной отключения электричества от перенапряжения.
Вместо заключения
Промышленный аппарат для сварки — незаменимый помощник на любом производстве, он малого до крупного. Такие аппараты могут использоваться в непригодных условиях, при этом они легко и дешево ремонтируются. В копилку к этим достоинствам стоит добавить универсальность. Ведь с помощью промышленных аппаратов можно варить металл любой толщины.
Словом, промышленные трехфазные аппараты открывают перед вами гораздо больше возможностей. А вы когда-нибудь использовали в своей практике аппараты, которым необходимо 380 Вольт? Поделитесь своим опытом и рассуждениями в комментариях ниже. Это будет полезно для всех новичков. Желаем удачи в работе!
в чем его преимущества, характеристики, где использовать
На что стоит обращать внимание выбирая оборудование для сварки? Как правило, покупая сварочный агрегат для дома учитывают мощность, размеры, добавочные настройки, а также ценник.
Говоря о промышленных агрегатах, тут большую роль играет запрашиваемое им напряжение электрической сети.
В жилые дома стандартно подается напряжение 220В. А вот обеспечить постоянное питание в 380В на заводах задача вполне решаемая. Поэтому трехфазные аппараты без труда устанавливают и используют в цехах.
В данной статье будут рассмотрены сами промышленные сварочные аппараты, их разновидности и детали, о которых стоит знать выбирая.
Содержание статьиПоказать
Общие сведения
В чем разница между сварочными аппаратами и бытовыми? Первые, трехфазные, работают на напряжении 380В. Такие агрегаты поддаются ремонту и неприхотливы в эксплуатации, поэтому они зачастую применяются на новых производствах.
Работая с промышленным аппаратом для сварки, возможно соединить детали любой толщины и использовать при этом электроды любого диаметра.
Преимущество таких агрегатов в том, что мы получаем большую мощность не увеличивая при этом силу тока. Поэтому процесс сваривания проходит намного мягче и получается в результате более качественным трехфазным, нежели однофазным аппаратом.
Вариации

Трансформаторы, выпрямители, инверторы и полуавтоматы — все это типы трехфазных сварочных устройств.
Мы ознакомим вас с каждым из них.
Трансформатор

Трансформатор (380В) относят к типу классического промышленного сварочного оборудования. Название трехфазного этот аппарат получил, из-за трех катушек в его основе.
Получая три фазы, что в свою очередь обеспечивает устойчивое горение дуги и напряжение в процессе сваривания. Простая конструкция агрегата легко поддается ремонту, при этом не дорого.
Нужно учитывать, что трансформатор выдаёт только переменный ток. По этой причине вы не сможете применить постоянный ток в своей работе.
Для транспортировки трансформатора используют тележку, он тяжёлый и внушительных размеров. При этом у него хороший ценник.
Выпрямитель

Выпрямитель — разновидность промышленного трансформатора, а отличается он встроенным блоком выпрямления. Блок вмонтирован в корпус, его функция состоит в том чтобы преобразовывать переменный ток в постоянный.
Так как эти аппараты позволяют варить на любом роде тока, они более универсальны нежели трансформаторы, За счет выпрямителя дуга горит стабильнее и проще поджигается, неоднократно.
Зачастую, новички сталкиваются с трудностью поджига дуги применяя промышленный сварочный трансформатор. Больших различий между трансформатором и выпрямителем, нет, кроме как то, что последний немногим упрощает эту задачу.
Инвертор и полуавтомат

Сварочный полуавтомат и инвертор являются промышленными устройствами нового поколения. Встроенные микросхемы и доп. функции усложняют строение приборов. Они легче и меньше трансформаторов и выпрямителей.
Что делает их существенно дороже других индустриальных агрегатов. Инвертор и полуавтомат применяют в разных сферах.
Первый используют при ручной дуговой сварке электродами, а последний для заваривания с участием защитного газа и присадочной проволоки.
Название полуавтомата пошло от того, что в нем есть механизм подачи присадочного материала в полуатоматическом режиме.
Работая этими промышленными моделями получают наилучшее качество шва, при том с ими проще орудовать, они легки и иногда предполагают большое количество дополнительных функций, которые упрощают процесс сварки.
Единственную трудность тут создают дорогое обслуживание и ремонт высокотехнологичного агрегата. Зачастую этот фактор становится решающим для небольших производств, чтобы отказаться от их применения.
Трехфазные сварочные трансформаторы и выпрямители хорошо выдерживают условия работы, то есть даже если их неправильно хранить или оставить в пыли, они все равно исправно выполнят свою задачу.
Инверторы и полуавтоматы менее устойчивы из-за встроенных микросхем. Последние могут работать в любых условиях при наличии пыле- и влагозащищенного корпуса.
Возражение профессионалов , что обычный однофазный трансформатор тоже неприхотлив, правдиво.
Только вот качество сварных швов заметно хуже из-за высокой частоты пульсации тока на однофазном аппарате по сравнению с трехфазным трансформатором, конечно.
Трехфазные модели универсальны и применяют их для сварок любой сложности. А вот стационарный однофазный промышленный трансформатор или выпрямитель не способны сваривать металлы любой толщины и использовать толстые электроды.
Нюансы подключения и выбора

Перед тем как подключать сварочный агрегат на 380 В, нужно учесть ряд особенностей. Трехфазные сварочники бывают с четырьмя, а иногда и с пятью штырьками. Обратите на это внимание покупая питающий кабель для сварочного аппарата.
В случаях когда на производстве отсутствуют розетки необходимого напряжения, или работы проводятся на выезде, нужно заранее продумать способ подключения трехфазного аппарата к генератору или подстанции.
Подбирая промышленный трехфазный сварочный аппарат стоит выбрать универсальное оборудование, которое работает в разных режимах, как РДС и ММА (или МИГ/МАГ).
Используя такие аппараты можно проводить сварочные работы любой сложности, будь то в среде защитного газа, или применяя только электроды.
Если в домашних условиях сварки есть возможность подключить к сети 380 вольт, советуем обзавестись трехфазным сварочным аппаратом.
Потому что он не вызывает перенапряжения и отключения электричества равномерно распределяя нагрузку на сеть, и работая намного стабильнее однофазных.
Вместо заключения
На любом производстве, от малого до крупного, промышленный аппарат для сварки незаменимый помощник. Их легко и дешево ремонтировать, к тому же они не боятся тяжелых условий хранения.
А так как промышленные аппараты позволяют сваривать металл любой толщины, они универсальны.
Используя промышленные трехфазные сварочные аппараты перед вами откроется больше возможностей. А вам доводилось когда-нибудь работать в своей практике с аппаратами, которые требуют 380В?
Расскажите, что думаете по этому поводу и поделитесь опытом в комментариях под статьей. Желаем удачи в работе!
Подключение сварочного инверторного полуавтомата на 380 — Полуавтоматическая сварка — MIG/MAG
Если фаза работает с землёй, то счётчик не мотает))в данной ситуации не мотает только однофазный счетчик и то при не правильном подключении
А чем ноль отличается от земли?ноль при перекошенной нагрузке на фазы (при трех фазной сети )или просто под нагрузкой (при однофазной сети )имеет потенциал отличный от нуля ,а заземление -это и есть абсолютный ноль
Вообще приобрел себе сварочный полуавтомат на 380, у него 4 провода. в инструкции написанно, что подключать надо 3 фазы и землю.в зависимости от конструктивных особенностей аппарата могут быть два варианта :
1) есть аппараты в которых к четвертому проводу подключен ноль с цепей управления (то есть в цепи управления используется трансформатор с первичкой на 220в ,или пускатель с обмоткой на 220вольт ),таким аппаратам ноль необходим для работы
2)а есть аппараты которым ноль для работы не нужен ,а четвертый провод подключен непосредственно к металлическому корпусу аппарата и предназначен для заземления аппарата через устройство защитного отключения (узо) для предотвращения поражения электрическим током ,в случае пробоя изоляции в аппарате
так что если вы подключите аппарат только к трем фазам ,а четвертый провод останется не подключенным и аппарат заработает ,значит четвертый провод это сугубо ваша безопасность (то есть второй вариант )
Если отсутствует УЗО, то обычно ставят перемычки между нолём землёй и тогда разницы нет.перемычка может стоять и с узо и узо прекрасно работать ,только она должна стоять до узо
так называемое защитное зануление (когда ноль и земля соединены вместе )
serega_miha, перечитал название темы
если аппарат инверторный то скорее всего четвертый провод это именно заземление корпуса ,
не знаю как в трех фазниках ,а в однофазниках между землей и фазой и между землей и нулем обычно стоят небольшие кондеры ,и если не заземлить корпус то на нем висит половинка сетевого напряжения (то есть 110в )(так же как и в блоке питания от компьютера )
Как подключить сварочный аппарат на 220 к сети 380?
Сварка – ответственный и потенциально опасный процесс, при выполнении которого нужно учитывать множество факторов, соблюдать технологию и правила безопасности. Неправильное подключение сварочного аппарата 380 Вт – причина резких скачков напряжения, что приводит к выходу из строя бытовых приборов, «прилипанию» электрода и несчастным случаям.
Требования к проводке и розеткам

Таблица требуемых технических характеристик для сварочного аппарата
По принципу действия сварочный аппарат – это преобразователь тока в сварочную дугу. Диапазон рабочего тока (мощность оборудования) – основная характеристика прибора, определяющая его технические параметры. Она должна соответствовать возможностям электросети здания. Чтобы это определить, напряжение в сети умножают на предельно допустимое значение тока (указывается на автомате вводного щитка). Сравнивают полученное значение с данными в техпаспорте оборудования.
От бытовой розетки на 220 В можно запитать только инверторный прибор, который является более совершенным аппаратом со многими настройками и параметрами безопасности. При этом она должна быть со встроенным тугоплавким предохранителем или автовыключателем. В старых домах проводка рассчитана на максимальный ток 10 А, а при пуске прибора происходит скачок до 40 А – в таких зданиях нужно присоединяться к щитку.
Трансформаторный прибор, который предназначен для работы от 380 В, подключают только через электрощиток. При «слабой» проводке рекомендуется использовать бензогенератор.
Последовательность подключения агрегата
Общая схема подсоединения выполняется в следующей последовательности:

Схема электрических преобразований тока для сварки в инверторе
- Провести необходимые расчёты и убедиться, что подключение оборудования для сварочных работ к сети здания допустимо.
- Проверить автоматы и состояние пробок, убедиться в отсутствии «жучков».
- Выставить значение рабочего напряжения, необходимого для проведения конкретных работ в зависимости от сложности, объёма и вида металла. Настройка регулирует положение сердечника трансформатора.
- Перевести переключатель аппарата в положение 220 В или 380 В.
- При возможности подсоединения на 220 В вставить вилку в розетку.
- Для подключения сварочного аппарата в сеть 380В два питающих конца подаются на «фазу», третий – на «ноль». Рекомендуется использовать промышленную розетку и соответствующую вилку.
Использование удлинителей
Максимальная длина шнура аппарата — не более 2,5 м, для проведения крупных работ её не хватает. В таком случае для подключения сварочного агрегата разрешено применение удлинителя. При его выборе нужно соблюдать следующие требования:

Схемы подключения сварочных аппаратов
- сечение провода должно соответствовать правилу: 1 кв. мм на каждые 8 А;
- общая длина питающего провода – не более 10 м.
Во время работы кабель должен быть полностью развёрнут, что предотвратит его перегревание и образование индуктивного сопротивления. Нужно избегать промежуточных соединений – через них происходят большие потери тока. Категорически исключено применение повреждённых проводов.
Соблюдение требований и стандартов при подсоединении гарантирует последующее безопасное и эффективное использование оборудования.
Видео по теме: Как из 380 получается 220 и куда подключать заземление