


Конденсаторная сварка по точечной, контактной и ударной технологии: устройство оборудования
Одним из главных видов контактной сварки, широко применяемой в промышленности, можно назвать конденсаторную сварку. Правила ее проведения регламентирует ГОСТ.
Ее принцип основан на разряде, накопленного на блоке конденсаторов электрического заряда на соединяемые изделия. В точке соприкосновения электродов происходит разряд и формирование краткой электрической дуги, достаточной для расплавления металла.
Разделение на виды
Конденсаторная сварка наибольшее распространение получила в приборостроении. Она способна сваривать металлы до 1,5 мм, причем толщина второй детали может быть значительно больше. В сварке тонких изделий по экономичности, производительности и качеству у конденсаторной сварки конкурентов нет.

Она бывает трансформаторная и бестрансформаторная. В первом варианте на конденсаторах можно накопить большую энергию за счет использования высокого напряжения и разряда через понижающий трансформатор с большими токами. Второй вариант отличается простотой и минимумом деталей.
В зависимости от особенностей образования шва конденсаторную сварку подразделяет на:
- точечную;
- шовную;
- стыковую.
Первый, точечный способ, в основном применяется в приборостроении и производстве электронной техники. Его активно используют для сваривания тонких деталей с толстыми.
Шовная сварка, ее еще называют роликовой, используется при сваривании мембран и электровакуумных приборов. Сплошной, герметичный шов получается за счет того, что точечные соединения производятся с перекрытием. Роль электродов выполняют вращающиеся ролики.
Стыковую сварку осуществляют оплавлением или сопротивлением. При первом способе сначала возникает разряд между свариваемыми деталями, место будущего соединения оплавляется под действием образовавшейся дуги, а потом они осаживаются, после чего происходит соединение металлов. Во втором случае разряд и последующее сваривание происходит в момент соприкосновения деталей.
Преимущества
Достоинством конденсаторной сварки является то, что из-за высокой плотности энергии и малой длительности сварочного импульса зона термического воздействия очень маленькая, напряжения и деформации минимальны. Оборудование простое и производительное.

Другим достоинством емкостной сварки является ее компактность. Для конденсаторной сварки не нужны мощные источники питания, устройство может зарядиться между переносом электрода к следующей точке.
В процессе сваривания практически отсутствуют вредные газы. Устройство очень экономично, вся запасенная энергия идет на расплавление металлов в точке соединения. Благодаря тому, что заряд на конденсаторах постоянен, получается качественная и стабильная дуга.
Конденсаторная сварка позволяет сваривать цветные металлы малой толщины. Кроме этого она может соединять разнородные металлы и сплавы благодаря высокой концентрации энергии на маленькой площади.
Благодаря тому, что система конденсаторной сварки работает в дискретном режиме (сначала заряд, затем разряд), ей достаточно воздушного охлаждения, что упрощает устройство сварочного агрегата.
Емкостной сварочный аппарат применяется для соединения сталей всех видов, деталей из латуни, алюминия, бронзы. Он может сваривать разнородные металлы, тонкие с толстыми листами.
Возможность регулировки энергии разряда и длительности импульса позволяют производить микросварку, к примеру, в механизме часов. Конденсаторный аппарат может сваривать тугоплавкие вольфрамовые нити накаливания, применяется в ювелирном деле.
Технологические особенности
В зависимости от технологического процесса сварка конденсаторного типа бывает:
- контактной;
- ударной;
- точечной.
 При контактной сварке накопленная в емкости энергия разряжается на металлические детали, которые до этого были плотно соединены между собой. В месте прижима электродов возникает электрическая дуга, при которой ток доходит до 10-15 тысяч ампер при длительности дуги до 3 мс.
При контактной сварке накопленная в емкости энергия разряжается на металлические детали, которые до этого были плотно соединены между собой. В месте прижима электродов возникает электрическая дуга, при которой ток доходит до 10-15 тысяч ампер при длительности дуги до 3 мс.
В случае ударной конденсаторной сварки разряд происходит в момент краткого удара электрода о заготовку. Длительность воздействия дуги 1,5 мс. Это снижает термическое воздействие на окружающую область и повышает качество сварки.
При конденсаторной сварке точечного типа дуга появляется между электродами и заготовками, находящимися между ними. Процесс разряда длится от 10 до 100 мс (зависит от установок), и соединение металлов происходит на маленькой площади.
Бестрансформаторный аппарат
 Решив самостоятельно сделать аппарат для конденсаторной сварки, вначале выбирают вариант исполнения. Самый простой вариант – это бестрансформаторная схема. Ее можно реализовать с емкостями высокого или низкого напряжения.
Решив самостоятельно сделать аппарат для конденсаторной сварки, вначале выбирают вариант исполнения. Самый простой вариант – это бестрансформаторная схема. Ее можно реализовать с емкостями высокого или низкого напряжения.
В первом случае потребуется повышающий трансформатор и конденсаторы на 1000 В емкостью 1000 мкФ. Кроме этого потребуется высоковольтный диодный мост для выпрямления переменного тока, переключатель, электроды с соединительными проводами.
Сваривание происходит в два этапа. На первом этапе происходит зарядка емкости, на втором после переключения ее выводов на сварочные электроды и прикосновении их к месту сварки, происходит разряд, и детали соединяются. Протекающий ток доходит до 100 А, длительность импульса 5 мс. Этот вариант опасен для человека из-за высокого рабочего напряжения.
При втором варианте требуется понижающий трансформатор, батарея конденсаторов на напряжение до 60 В емкостью 40000 мкФ и более, диодный мост, переключатель.
Процесс сварки идентичен первому случаю только через точку сваривания проходят токи силой 1-2 кА и длительностью до 600 мс. Мощность трансформатора особого значения не имеет, она может быть 100-500 Вт.
Трансформаторная схема своими руками
 При использовании трансформаторной схемы потребуется повышающий трансформатор и диодный мост для зарядки на 1 кВ, конденсаторы на 1000 мкФ и понижающий трансформатор, через вторичную обмотку которого осуществляется разряд накопленного заряда в месте соединения заготовок.
При использовании трансформаторной схемы потребуется повышающий трансформатор и диодный мост для зарядки на 1 кВ, конденсаторы на 1000 мкФ и понижающий трансформатор, через вторичную обмотку которого осуществляется разряд накопленного заряда в месте соединения заготовок.
При таком исполнении сварочного аппарата точечной сварки длительность разряда составляет 1 мс, а ток доходит до 6000 А. После зарядки блока конденсаторов переключателем они подключаются к первичной обмотке понижающего трансформатора. Во вторичной обмотке индуцируется ЭДС, которая вызывает огромные токи при замкнутых электродах на соединяемых заготовках.
Качество сваривания будет сильно зависеть и от состояния электродного блока. Самый простой вариант представляет собой зажимы для фиксации и прижатия контакторов.
Но более надежна конструкция, где нижний электрод неподвижен, а верхний с помощью рычага может прижиматься к нижнему. Он представляет собой медный пруток диаметром 8 мм и длиной 10-20 мм закрепленный к любому основанию.
Верхняя часть прутка закругляется для получения надежного контакта со свариваемым металлом. Аналогичный медный стержень устанавливается на рычаге, при опускании которого электроды должны плотно соединяться. Основа с нижним электродом изолируется от верхнего рычага. Вторичная обмотка соединяется с электродами проводом 20 мм2.
Первичная обмотка наматывается ПЭВ-2 0,8 мм, количество витков равно 300. Вторичная обмотка из десяти витков наматывается проводом 20 мм2. В качестве магнитопровода можно применять сердечник Ш 40 толщиной 70 мм. Для управления зарядом/разрядом применяется тиристор ПТЛ-50 или КУ202.
Подготовка деталей
Перед началом конденсаторной сварки необходимо подготовить детали, которые предстоит соединить. С них счищают ржавчину, окалину и прочих загрязнения.
Заготовки совмещают должным образом и потом помещают между нижним неподвижным электродом и верхним подвижным. Затем они сильно сдавливаются электродами. Нажимая пусковую кнопку, подают электрический разряд.
В месте соприкосновения электродов происходит сварка металла. Разжимать электроды нужно через некоторое время, необходимое для остывания и кристаллизации места сваривания под давлением.
После этого деталь перемещается, за это время устройство успевает зарядиться, и процесс сварки повторяется. Размер места сварки должен быть в 2-3 раза больше наименьшей толщины соединяемых заготовок.
Когда нужно приварить лист до 0,5 мм толщиной к другим деталям независимо от их толщины, можно применить упрощенный способ сварки. Один электрод с помощью зажима присоединяется к свариваемой толстой детали в любом удобном месте.
В том месте, где нужно приварить тонкую деталь, она прижимается вручную вторым электродом. Можно использовать автомобильные зажимы. Затем производится сварка. Как видно, процесс не слишком сложный, и доступный для домашних условий.
Конденсаторная сварка — Википедия
Материал из Википедии — свободной энциклопедии
Конденса́торная сва́рка
В СССР конденсаторная сварка появилась в конце 30-х годов XX века. Первоначально она использовалась преимущественно для соединения с металлическим листом различных крепёжных элементов: шпилек, втулок, гвоздей крепления изоляции, лепестков заземления[2]. Позднее этот вид сварки получил широкое распространение для соединения мелких деталей и металла малых толщин в приборостроении и в производстве электронных компонентов. Следует отметить, что при сварке двух элементов различных толщин решающую роль играет деталь с меньшим сечением, которое не должно выходить за возможности сварочной машины. Вторая же деталь может иметь сколь угодно большую толщину, что значительно расширяет применение конденсаторной сварки. В соединении мелких деталей и металла малых толщин эта сварка по производительности, качеству и экономичности оказалась практически вне конкуренции[3]:274.
Конденсаторная сварка является разновидностью контактной сварки, в которой на расплавление металла расходуется энергия, запасённая в конденсаторах большой ёмкости. Разряд конденсаторов, а следовательно и выделение накопленной энергии, происходит почти мгновенно (1—3 мс). Это минимизирует зону термического влияния в сварном соединении. Кроме того, простота дозирования энергии и усилия осадки приводит к стабильно высокому качеству соединения[4][5].
Используемое оборудование[править | править код]
По используемому оборудованию конденсаторную сварку разделяют на трансформаторную и бестрансформаторную. Преимуществом последней, кроме простоты конструкции, является выделение основного тепла в зоне так называемого контактного сопротивления, то есть в зоне непосредственного контакта свариваемых деталей. Преимущество трансформаторной сварки заключается в возможности обеспечить процесс сварки бо́льшей энергией. Это происходит за счёт заряда конденсатора при бо́льшем напряжении и разряда через понижающий трансформатор, создающий (при меньшем напряжении) значительно более высокие токи сварки[6][7].
Основные приёмы[править | править код]
По технологическим приёмам разделяют точечную, шовную и стыковую конденсаторную сварку[6].
- Точечная сварка обычно используется для выполнения соединений в электронной, электровакуумной технике и прецизионном приборостроении. Кроме того, точечная сварка может быть использована для соединений деталей с большим соотношением толщин.
- Шовная (роликовая) сварка обычно применяется для сварки чувствительных элементов мембранного или сильфонного типов и электровакуумных приборов. По своей сути она представляет собой ряд точечных, перекрывающихся соединений, являющихся сплошным, герметичным швом. Электроды выполняются в виде вращающихся роликов.
- Стыковая сварка разделяется на сварку оплавлением и сопротивлением. Технологически при оплавлении разряд конденсатора за счёт повышенного напряжения возникает до непосредственного контакта свариваемых деталей, оплавляет их торцы, а само соединение происходит при осадке. В случае сварки сопротивлением разряд конденсатора происходит в момент контакта свариваемых торцов деталей.
Частным случаем конденсаторной сварки оплавлением является приварка крепёжных элементов: шпилек, втулок, гвоздей и т. п. Их диаметр обычно варьируется от 2 до 12 мм. Обязательным условием является наличие в основании привариваемых элементов осевого выступа в виде цилиндра с диаметром от 0,6 до 0,75 мм и высотой от 0,55 до 0,75 мм. Это служит двум целям[8]:
- Позволяет точно, по предварительному кернению, определить место приварки элемента на поверхности заготовки.
- Обеспечивает розжиг и устойчивое горение сварочной дуги по всей поверхности привариваемого элемента при осуществлении разряда конденсатора.
Основные преимущества[править | править код]
- Высокая производительность.
- Минимальная зона термического влияния за счёт высокой плотности энергии и краткости импульса.
- Прочность соединения.
- Простота технологии, не требующей высокой квалификации персонала.
- Равномерность нагрузки электросети при больших сварочных токах.
Некоторые недостатки[править | править код]
- Ограничения по максимальным сечениям.
- Необходимость специального оборудования.
виды, сборка аппарата своими руками, технический процесс
Конденсаторную сварку используют для сплавления металла кратковременными импульсами тока продолжительностью в тысячные доли секунды. Этого времени достаточно, чтобы необходимое для сваривания тепло распространилось на малую глубину. Конденсаторная сварка эффективна для листов толщиной менее 2 мм: возникает несоответствие частоты импульса и глубины провара. Для заготовок толще 2 мм применяют контактные сварочные машины.
Применяются две технологии:
- Без использования трансформатора – когда конденсаторы разряжаются на деталь непосредственно.
- С трансформатором – разрядка происходит на первичную обмотку, вторичная цепь – заготовки для сваривания.
Виды конденсаторной сварки
По методу образования шва способ подразделяется на такие виды, как:
- Стыковая – производится оплавлением или сопротивлением:
- в первом случае между деталями возникает электрический разряд, вызывающий дугу. Под её воздействием место соединения оплавляется;
- во втором – разряд и сваривание заготовок происходит при их соприкосновении.
- Точечная используется в приборостроении, предпочтительна для соединения тонких изделий с толстыми.
- Роликовая – применяют для сваривания мембран и электровакуумных приборов. Роль электродов выполняют ролики, шов получается сплошным и герметичным.
Точечная конденсаторная сварка своими руками
Пример сборки аппарата:
- берут 8 конденсаторов на 25 вольт, ёмкостью 15 000 микрофарад;
- для удобства работы конденсаторы склеивают между собой так, чтобы получилось два ряда по четыре штуки;
- соединяют их двумя отрезками медной проволоки последовательно, проволоку припаивают к контактам, соединяют в цепь;
- один конец цепи соединяют с аккумулятором, который будет давать зарядку конденсаторной батарее;
- второй – к миниатюрному электроду с двумя контактами в виде вилки с пластиковой изолирующей ручкой.
Установка готова.
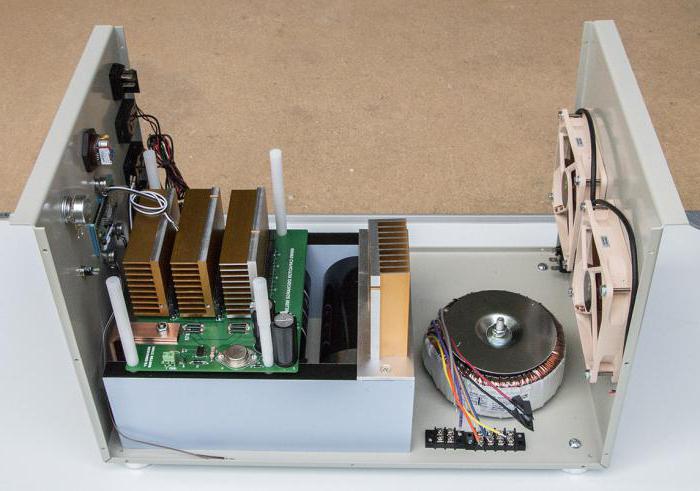
Ещё один пример изготовления настольного сварочного аппарата:
- берут блок питания от старого компьютера;
- вентилятор крепят снаружи корпуса;
- оставляют разъём для подключения сети 220 вольт;
- в электрическую цепь устанавливают трансформатор на 150 ватт от старого усилителя;
- из трансформатора идёт 12 вольт, дальше – умножитель на 4, на выходе – 48 вольт;
- далее в цепи 6 конденсаторов по 10000 микрофарад на 50 вольт;
- конденсаторы устанавливают на текстолитовую площадку, снизу – спайка в батарею;
- для соединения с электродом используют гибкий многожильный звуковой провод в пластиковой изоляции;
- с батареи напряжение идёт на 4 тиристора ТПС-12;
- тиристоры открываются с помощью батарейки на 1,5 вольта;
- делают кнопку, лучше на длинном проводе, достающем до пола, чтобы нажимать ногой;
- на конце звукового провода – два отрезка толстой медной проволоки в качестве электродов.
Закрывают корпус – аппарат готов к работе
Технический процесс
Сначала, если есть необходимость, проводят подготовку свариваемых поверхностей. Затем прикладывают электрод в месте соединения, нажатием кнопки подают на него импульс. Через 1-2 секунды контакт убирают от детали, сваривают следующее звено. Длина промежутков между точками зависит от толщины изделий, обычно шаг сварки от 20 до 60 мм.
Главные преимущества технологии:
- возможность сваривать тонкие, почти как фольга, листы металла;
- простота – работать может неподготовленный человек;
- минимальные затраты электроэнергии;
- используемая сила тока безопасна для работающего.
Процесс точечной сварки состоит из трёх этапов:
- предварительное сжатие изделий между электродом и плоскостью заготовок;
- нагрев деталей до температуры плавления;
- охлаждение места сварки при увеличенном усилии сжатия.

( 1 оценка, среднее 5 из 5 )
Понравилась статья? Поделиться с друзьями:
что это такое, характеристики, как ее сделать своими руками
Есть различное количество типов сваривания, у каждого из них есть свои преимущества и недочеты. Одни предусмотрены для выполнения работы по дому.
Остальные выполняют роль ассистента для каждого мастера.
Мы проинформируем вас о плюсах конденсаторной сварки, а также о схеме, по которой можно изготовить такой аппарат самому.
Содержание статьиПоказать
Краткие сведения
Технология образовалась в начале ушедшего столетия. За прошедший век он не испытала значительных метаморфоз, и показала себя качественным методом сварки металлов. Она приобрела большую популярность, отчасти благодаря ее совершенству.
Сварочное оборудование имеет очень незатейливую конструкцию. На электрическую цепь влияют незначительные нагрузки. Это преимущество крайне важно при производстве масштабных металлических продуктов. Мы перечислили далеко не все преимущества.
В ходе выполнения применяют короткие тепловые импульсы, которых хватает, чтобы образовалось соединение, но маловато для того, чтобы металл перегрелся.
В связи с этим становится возможным сваривать тонкие элементы небольшого размера, которые с легкостью видоизменяются под воздействием значительных температур.
Мастеру не обязательно иметь высокую квалификацию, для выполнения такой работы. Такой тип сваривания весьма актуален среди мастеров.
Отличие конденсаторного метода от контактного состоит в следующем: при контактном сваривании подача тока выполняется без перерывов, а при конденсаторном — толчками.
При этом практикуется короткая и мощная поставка тока. Во время сборки задействуют ёмкие конденсаторы, для выработки тока большей силы.
При помощи конденсаторной сварки становится возможным мгновенно и аккуратно сварить всевозможные виды стали, а также цветные металлы.
Во время работы принимается во внимание толщина металла, в частности присущие ему черты. Например, металл предрасположен к искажениям и аккумуляции напряжения, значит нужно будет урегулировать протяженность импульса.
Это всего одна из ее многочисленных функций. При выполнении более серьезных работ советуем внимательно изучить ГОСТ.
Модификации

Различают 3 вида конденсаторной сварки. При помощи каждого из них разрешаются конкретные задачи.
Ознакомимся подробнее с каждым из них.
ТОЧЕЧНАЯ КОНДЕНСАТОРНАЯ СВАРКА

В ходе выполнения формируется непродолжительный импульс тока, моментально плавящий и соединяющий элементы.
Такой метод очень популярен, он употребляем во многих сферах.
Он дает возможность сваривать элементы различных размеров.
РОЛИКОВАЯ КОНДЕНСАТОРНАЯ СВАРКА

Тут смысл таков же, однако образовавшиеся «точки» фрагментарно наслаиваются один на другой.
Этот способ целиком изолирован, не дает влажности и грязи никакой возможности.
Этот метод приобрел широкое распространение при выпуске мембранных и вакуумных продуктов.
СТЫКОВАЯ КОНДЕНСАТОРНАЯ СВАРКА

Этот способ непохож на остальные. Ток оплавляет грани металлического покрытия, они далее стыкуются и в процессе охлаждения формируют крепкую связь.
Этот способ весьма затруднителен.
Конденсаторная сварка своими руками

В нынешнее время сварщикам предоставлен огромный выбор установок конденсаторной сварки. Для новичков производят малозатратные удобные модели, а опытным сварщикам рекомендуют профессиональную аппаратуру.
Однако что делать в том случае, если вы всего-навсего хотите испытать эту технологию на деле без существенных затрат?
Вы сможете сделать такой аппарат собственнолично. Устройство и выполняемые функции такого аппарата предельно ясны, так довольно будет ваших примитивных познаний в электротехнике и обычных инструментов.
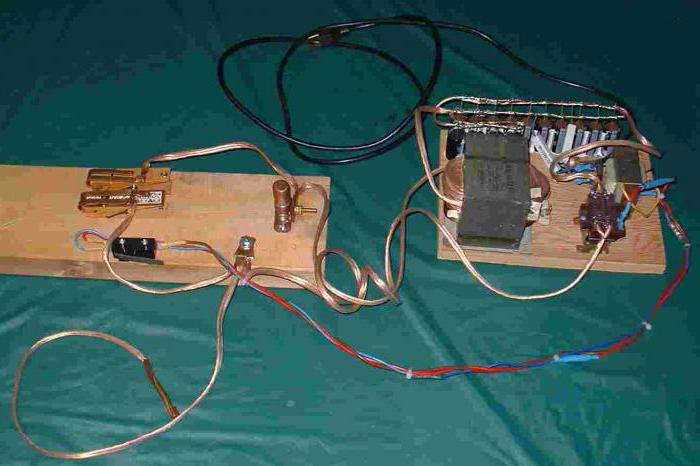
На рисунке изображена модель сварки от Aka Kasyan.
Объясним как работает такой аппарат более подробно. Изначально на начальную обмотку трансформатора доставляется сварочный ток, затем он доставляется на диодный мост. Далее принимается сигнал от тиристора на мост.
Он подсоединен к кнопке, отвечающей за доставку толчка. Затем, чтобы собрать импульсы надо поместить конденсаторы в цепь тиристора. Одновременно с тем надо подсоединить конденсатор к диодному мосту и начальной трансформаторной обмотке.
Когда сварочник включен, на конденсаторах накапливается электроэнергия, черпаемая из бытовой электрической розетки. Жмем на кнопку и накопленная электроэнергия перемещается по тиристору и резистору, формируется толчок, поступаемый на электрод.
Одновременно с этим надо прекратить доставку электричества к сварке. Если вы хотите еще раз зарядить конденсаторы, значит перестаньте жать на кнопку и опять включите прибор в сеть.
Таким образом разомкнется связь между резисторами и тиристорами. В довершение всего, вы сумеете управлять протяженностью толчка, это осуществимо при содействии управляющих резисторов. Это примитивное оборудование для сваривания.
Конечно, его можно улучшить, применяя свои детали и улучшая его показатели. Мы только проинформировали вас о работе сварочного аппарата из конденсаторов.
Рекомендуем вам принять во внимание некоторые указания о том, какие детали задействовать при сборке примитивной конденсаторной сварки. Рекомендуется применять конденсаторы вместимостью 2000 мкФ.
Их вполне хватит, чтобы осуществить большую часть задач. Для трансформатора возьмите сердечник Ш40, толщиной 60-70 мм. В роли руководящей детали можете применять тиристоры модели ПТЛ-50.
Для начальной обмотки достаточно 300 оборотов медной проволоки сечением 6-8 мм. Для повторной обмотки будет достаточно 10 оборотов медной шины.
В сечении она должна иметь 20 кв. мм. Входящее напряжение предоставляется трансформатором, производящим мощность от 10 Вт.
Это элементарный комплект, необходимый для сборки. Разумеется, этот аппарат будет функционировать не столь слаженно, как заводское оборудование.
Мы не рекомендуем проделывать с ним значительную работу. Однако вы сможете научиться азам конденсаторной сварки с прибором, собранным собственноручно.
Небольшое заключение
Конденсаторная сварка — комфортный и испытанный аппарат, который можно сделать собственноручно.
Для того, чтобы собрать этот аппарат не нужно тратить огромные средства.
Примите во внимание наши указания и поделитесь вашим опытом применения. Желаем вам успехов в работе!
Сварочный аппарат для контактной сварки конденсаторного типа
Приветствую всех читателей сайта «Вольт-Индекс», иногда делая те или иные проекты на основы литиевых аккумуляторов, многие читатели часто критикуют, что литиевые батарейки нельзя паять. Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.

На самом деле в интернете очень много вариантов построения таких аппаратов, но мы остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка, чтобы потом не путаться хочу сказать, что трансформатор на нашей схеме.

Все же есть, он предназначен для зарядки конденсатора. Но есть сварочные аппараты, где емкость конденсатора разряжается на месте сварки не напрямую, а через разделительный трансформатор.

Такие аппараты называют трансформаторными.

В отличие от обычных аппаратов контактной сварки, у которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки. Это особенно хорошо для пайки аккумуляторов.


В схеме S3 подключается на массу. В архиве на схеме, все исправлено.
Принцип работы следующий.
Напряжение с сетевого трансформатора выпрямляется двухполупериодным выпрямлителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.

Если честно, емкости могут отличаться, но важно чтобы конденсаторы имели одинаковое расчетное напряжение.

В момент сварки вся емкость конденсатора разряжается на определенной точке, к которой подключаются съемные контакты. Притом в качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе.

Моментальный разряд емкости мощных конденсаторов вызывает огромный скачок тока, процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.

Давайте более подробно рассмотрим систему.
Напряжение было выбрано порядка 40 вольт. Такое напряжение полностью безопасно для человека, хотя все зависит от физиологии индивида. Для кого-то и 12 вольт максимум.

Но, во всяком случае, 40 вольт не смертельно. Поскольку аппарат планировался с питанием от сети нужно использовать понижающий трансформатор для зарядки конденсаторов.

В нашем случае был использован трансформатор, выдающий на вторичке около 30 вольт при токе в 1.5 ампера, что отлично подходит для наших целей.

После выпрямителей напряжение на конденсаторах будет порядка 40 вольт. Естественно из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети.

В принципе подойдет любой трансформатор мощностью свыше 50 ватт, которое обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсаторов.

Для ограничения тока заряда конденсатора использован 10 ваттный резистор проволочного типа с сопротивлением 10-15 Ом.

Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, в следствие чего может сгореть диодный мост.

В аппарате предусмотрен тиристорный замыкатель.

При нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкость конденсаторной батареи, то есть произойдет короткое замыкание. В нашем случает был взят тиристор Т 171-320.

Кратковременный ударный ток в нашей системе может доходить до 4 000 ампер.
Для того, чтобы этот «монстр» сработал нужно подать на управляющий электрод напряжение от 3.5 – 12 вольт. Указанное напряжение можно получить путем использования делителя напряжение на базе двух резисторов на 0.5 -1 ватт. Их подбором в средней точке нужно получить раннее указанное напряжение.


В качестве диодного выпрямителя был использован готовый мост на 10 Ампер, напряжение моста не менее 100 вольт, хотя такие мосты делают на 400 и более вольт. Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.


Цепочка из резистора, светодиода и стабилитрона представляет собой индикатор заряда конденсаторов и при достижении на них около 40 вольт светодиод загорается, что свидетельствует, о том, что аппарат готов к использованию.

Можно также использовать цифровой вольтметр.
При отсутствии стабилитронов на 40 вольт можно использовать несколько штук меньших номиналов.

Светодиод можно взять любой, а ограничительный резистор 0.25 ватт.
Конденсаторы были взяты с напряжением в 50 вольт – желательно на 63 либо 100 вольт. Общая емкость батареи составила 41 000 мкф.


Конечно можно увеличить емкость конденсатров лишь бы тиристор справился, а увеличение емкости даст возможность варить более крупные детали.
Конденсаторы были запаяны на общую плату, дорожки были дополнительно усилены. Также парралельно к конденсаторам был запаян 5 ваттный резистор на 1.5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.

Для запуска тиристора можно использовать абсолютно любой низковольную кнопку.

В первичной цепи трансформатора можно внедрить простой диммер. Это позволит регулировать напряжение на конденсаторах и выбрать оптимальное напряжение для сварки деталей из определенных металлов.

Прикрепленные файлы: СКАЧАТЬ.
Автор: АКА КАСЬЯН
Схема и описание конденсаторной сварки
Существует несколько способов бесшовного соединения металлических элементов, но среди всех особое место занимает именно конденсаторная сварка. Технология стала пользоваться популярностью примерно с 30-х годов прошлого столетия. Стыковка осуществляется за счет подачи электрического тока к нужному месту. Создается короткое замыкание, которое позволяет расплавить металл.

Преимущества и недостатки технологии
Самое интересное, что конденсаторная сварка может применяться не только в промышленных условиях, но и в быту. Она предполагает использование небольшого по размерам аппарата, который имеет заряд постоянного напряжения. Такой прибор может легко перемещаться по рабочей территории.
Из достоинств технологии следует отметить:
- высокую производительность работ;
- долговечность используемого оборудования;
- возможность соединения различных металлов;
- низкий уровень тепловыделения;
- отсутствие дополнительных расходных материалов;
- точность соединения элементов.
Однако существуют ситуации, когда применить сварочный аппарат конденсаторной сварки для соединения деталей невозможно. Это в первую очередь связано с кратковременностью мощности самого процесса и ограничением по сечению совмещаемых элементов. Кроме того, импульсная нагрузка способна создавать различные помехи в сети.
Особенности и специфика применения
Сам процесс соединения заготовок предполагает контактное сваривание, для осуществления которого расходуется определенный запас энергии в специальных конденсаторах. Ее выделение происходит практически мгновенно (в течение 1 – 3 мс), благодаря чему уменьшается зона термического воздействия.
Достаточно удобно осуществлять конденсаторную сварку своими руками, так как процесс является экономичным. Применяемый аппарат можно подключить к обычной электрической сети. Для использования в промышленности существуют специальные устройства высокой мощности.
Особую популярность технология получила в цехах, предназначенных для ремонта кузовов транспортных средств. При проведении работ тонкие листы металла не прожигаются и не подвергаются деформации. Необходимость в осуществлении дополнительной рихтовки отпадает.
Основные требования к процессу
Чтобы конденсаторная сварка была выполнена на высоком качественном уровне, следует придерживаться некоторых условий.

- Давление контактных элементов на обрабатываемые детали непосредственно в момент импульса должно быть достаточным, чтобы обеспечить надежное соединение. Разжимание электродов следует производить с небольшой задержкой, добиваясь тем самым лучшего режима кристаллизации металлических деталей.
- Поверхность соединяемых заготовок должна быть очищена от загрязнений, чтобы пленки окиси и ржавчина не вызывали слишком большое сопротивление при воздействии электрического тока непосредственно на деталь. При наличии посторонних частиц значительно снижается эффективность технологии.
- В качестве электродов требуется использовать медные стержни. Диаметр точки в зоне контакта должен быть не менее чем в 2-3 раза больше толщины свариваемого элемента.
Технологические приемы
Существует три варианта воздействия на заготовки:
- Конденсаторная точечная сварка в основном применяется для соединения деталей с разным соотношением толщины. Она успешно используется в сфере электроники и приборостроения.
- Роликовая сварка представляет собой определенное количество точечных соединений, выполненных в виде сплошного шва. Электроды напоминают вращающиеся катушки.
- Ударная конденсаторная сварка позволяет создавать стыковые соединения элементов с небольшим сечением. Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.
Что касается классификации по применяемому оборудованию, то можно разделить технологию по наличию трансформатора. При его отсутствии упрощается конструкция основного прибора, а также происходит выделение основной массы тепла в зоне непосредственного контакта. Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
Конденсаторная точечная сварка своими руками: схема простейшего прибора
Для соединения тонких листов до 0,5 мм или мелких деталей можно применять незамысловатую конструкцию, изготовленную в бытовых условиях. В ней импульс подается через трансформатор. Один из концов вторичной обмотки подводится к массиву основной детали, а другой – к электроду.
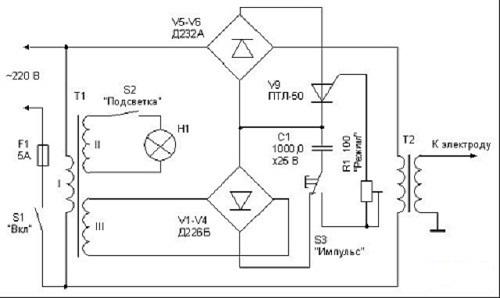
При изготовлении такого устройства может применяться схема, при которой первичная обмотка подключается к электрической сети. Один из ее концов выводится через диагональ преобразователя в виде диодного моста. С другой стороны осуществляется подача сигнала непосредственно с тиристора, находящегося под управлением пусковой кнопки.
Импульс в данном случае вырабатывается при помощи конденсатора, имеющего емкость 1000 — 2000 мкФ. Для изготовления трансформатора может быть взят сердечник Ш-40, имеющий толщину 70 мм. Первичную обмотку из трехсот витков легко сделать из провода сечением 0,8 мм с маркировкой ПЭВ. Для управления подойдет тиристор с обозначением КУ200 или же ПТЛ-50. Вторичная обмотка с наличием десяти витков может быть изготовлена из медной шины.

Более мощная конденсаторная сварка: схема и описание самодельного устройства
Для увеличения показателей мощности придется изменить конструкцию изготавливаемого устройства. При правильном подходе с его помощью можно будет соединять провода сечением до 5 мм, а также тонкие листы толщиной не более 1 мм. Для управления сигналом применяется бесконтактный пускатель с маркировкой МТТ4К, рассчитанный на электрический ток 80 А.
Обычно в управляющий блок включаются тиристоры, соединенные параллельно, диоды и резистор. Интервал срабатывания настраивается при помощи реле, находящегося в основной цепи входного трансформатора.
Энергия накаливается в электролитических конденсаторах, совмещенных в единую батарею посредством параллельного подключения. В таблице можно ознакомиться с необходимыми параметрами и количеством элементов.
Число конденсаторов | Емкость, мкФ |
2 | 470 |
2 | 100 |
2 | 47 |
Основная трансформаторная обмотка делается из провода сечением 1,5 мм, а вторичная – из медной шины.

Работа самодельного аппарата происходит по следующей схеме. При нажатии кнопки запуска срабатывает установленное реле, которое при помощи контактов тиристоров включает трансформатор сварочного блока. Отключение происходит сразу после разрядки конденсаторов. Настройка импульсного воздействия производится посредством переменного резистора.
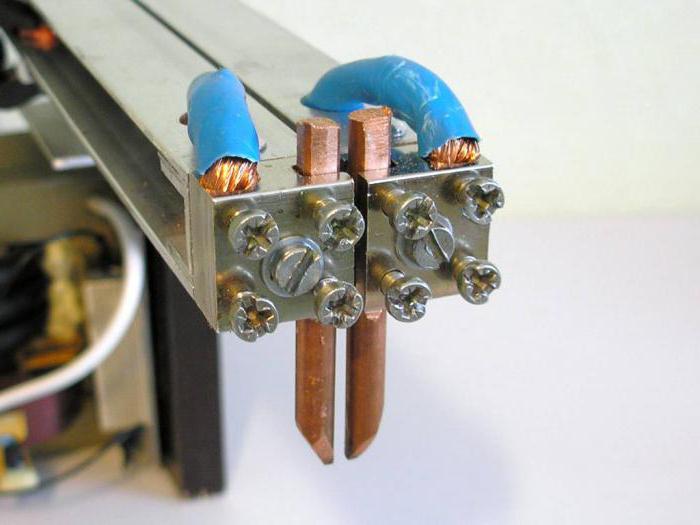
Устройство контактного блока
Изготовленное приспособление для конденсаторной сварки должно иметь удобный сварочный модуль, предоставляющий возможность фиксировать и беспрепятственно перемещать электроды. Простейшая конструкция подразумевает ручное удержание контактных элементов. При более сложном варианте нижний электрод закрепляется в стационарном положении.
Для этого на подходящем основании он фиксируется длиной от 10 до 20 мм и сечением более 8 мм. Верхняя часть контакта закругляется. Второй электрод крепится к площадке, способной двигаться. В любом случае должны быть установлены регулировочные винты, с помощью которых будет осуществляться дополнительное нажатие для создания дополнительного давления.
Следует в обязательном порядке изолировать основание от подвижной площадки до контакта электродов.
Порядок проведения работ
Прежде чем будет произведена точечная конденсаторная сварка своими руками, необходимо ознакомиться с основными этапами.
- На начальной стадии соединяемые элементы подготавливаются должным образом. С их поверхности удаляются загрязнения в виде частиц пыли, ржавчины и других веществ. Наличие посторонних включений не позволит добиться качественной стыковки заготовок.
- Детали соединяются друг с другом в необходимом положении. Они должны располагаться между двумя электродами. После сдавливания к контактным элементам подается импульс путем нажатия пусковой кнопки.
- Когда электрическое воздействие на заготовку прекратится, электроды могут быть раздвинуты. Готовая деталь вынимается. Если есть необходимость, то она устанавливается в иной точке. На величину промежутка непосредственное влияние оказывает толщина привариваемого элемента.
Применение готовых аппаратов
Работы могут быть проведены с использованием специального оборудования. Такой комплект обычно включает:
- аппарат для создания импульса;
- приспособление для приварки и зажима крепежей;
- обратный кабель, оснащенный двумя фиксаторами;
- цанговый набор;
- инструкцию по применению;
- провода для подключения к электросети.
Заключительная часть
Описываемая технология соединения металлических элементов позволяет не только сваривать стальные изделия. С ее помощью можно без особой сложности стыковать детали, изготовленные из цветных металлов. Однако при выполнении сварочных работ необходимо учитывать все особенности используемых материалов.
Конденсаторная сварка
Нередко при проведении строительных работ используется точечная, или конденсаторная, сварка. Она необходима, когда требуется приварить одну небольшую деталь. Такой метод сварки заготовок, особенно из цветных металлов, сейчас очень востребован, поэтому многие хотели бы проводить ее в быту. Процесс не представляет сложности и вполне может быть реализован своими руками. Существует несколько вариантов, как сделать самодельную сварку для использования дома.

Конденсаторная сварка используется для соединения деталей из металла.
Разновидности контактной сварки
Конденсаторная сварка названа так по принципу своего действия: спайка деталей производится в результате накопления энергии в конденсаторах.
Конденсаторная сварка имеет 3 разновидности, различающиеся по принципу работы. Этими разновидностями являются следующие:

Схема контактной сварки.
- Контактная сварка. Металлические детали прижимают друг к другу, затем конденсатор разряжается. В этом месте возникает дуга, расплавляющая заготовку, в результате детали соединяются. Участок соединения бывает совсем небольшим. В зоне воздействия ток может достигать за 3 с 15 кА.
- Точечный тип сварки. Разряд тока проходит по электродам, которые соприкасаются с двух сторон с поверхностью металлических заготовок. Время существования дуги – от сотой до десятой доли секунды (зависит от регулировки) при силе воздействия тока 10 кА. Соединение заготовок происходит в одной небольшой точке.
- Ударный тип сварки. Разряд подается на металлические заготовки, в результате чего совершается ударный контакт. Участок сварки очень маленький, так как дуга появляется только на 1,5 с.
По виду образования разряда конденсаторная сварка может быть трансформаторной или бестрансформаторной. Особенность трансформаторной сварки состоит в том, что электрический разряд поступает не на детали, а на вторичную обмотку трансформатора и уже с нее в точку сварки. Такой способ позволяет лучше регулировать процесс сварочных работ. Время воздействия – тысячная доля секунды при напряжении 1 кВ, в результате чего во вторичной обмотке образуется ток мощностью до 6 кА.
Бестрансформаторная контактная сварка обеспечивает прохождение тока прямо в точку сварки, а не на обмотку трансформатора. Сваривание заготовок осуществляется за счет разряда (до 1 кВ) длительностью 0,005 с и током до 100 А. Как вариант может применяться низковольтный разряд (60 В), ток которого составляет до 2 А, время воздействия – 0,6 с.
Основной принцип сварки
В бытовых условиях чаще используется схема трансформаторной конденсаторной сварки.

Схема точечной сварки.
Способ ее работы заключается в том, что две металлические детали, предназначенные для сварки, соединяются нужным образом, а затем помещаются между электродами. На электроды подают разряд тока кратковременного действия. В результате между ними возникает дуга, которая расплавляет металл в точке воздействия, и детали соединяются.
Диаметр участка может составлять от 0,4 до 1,2 см. Действие импульса продолжается до 0,1 с, за счет чего обеспечивается появление общего расплавленного ядра. Нагрузка продолжает действовать даже после окончания импульса, обеспечивая появление общего соединительного шва.
Сам импульс идет на электроды с вторичной обмотки трансформатора, обеспечивая сильный ток при малом напряжении. Затем при разрядке конденсаторного блока образуется импульс, который подается на первичную обмотку.
В конденсаторном блоке во время подачи импульса на электроды образуется заряд. Таким образом трансформатор заряжается, в то время как ток находится на электродах.
Конденсаторная сварка применяется во многих областях, метод удобен при работе с цветными металлами.

При контактной сварке металлические детали прижимают друг к другу.
Толщина листов не должна превышать 1,5 мм, что ограничивает сферу применения. Но, с другой стороны, эта техника сварки хорошо показала себя при соединении массивной металлической конструкции и тонкого листа металла.
Чтобы самодельная конденсаторная сварка прошла успешно, надо соблюсти несколько требований.
В первую очередь, важно обеспечить оптимальную подачу импульса – 0,1 с, а также накопление энергии от сети в дальнейшем. Во время подачи энергии нужно обеспечивать качественный контакт между деталями. Разжимать электроды сразу не рекомендуется, необходимо, чтобы металл остывал под давлением. Это позволяет улучшить процесс кристаллизации металла.
Электроды лучше всего использовать медные. Поверхность заготовок не должна затруднять прохождение тока, поэтому ее нужно освободить от ржавчины и окисления.
Сборка точечной сварки своими руками и ее использование
Схема устройства точечной сварки любой разновидности включает в себя два блока: сварочный и импульсный. Дополнительно требуется установить механизм регулировки режима сварки и защиты.
Для работы с тонкими металлическими листами подойдет упрощенный аппарат. Подача импульса в таких инструментах производится с помощью трансформатора. При этом один конец обмотки соединяется с массивной металлической деталью, а другой – с медным электродом. Сварка проходит с использованием одного только верхнего электрода.
Схема сборки агрегата

Подача импульса в таком инструменте производится с помощью трансформатора.
Первичная обмотка в трансформаторе проводится через выпрямительный диодный мост и подключается к сети. На диагональ моста идет сигнал с тиристора. Управление тиристором производится при помощи специальной кнопки запуска.
Конденсатор подсоединяют к сети тиристора, подключают к диодному мосту, откуда выводят на первичную обмотку. Для зарядки конденсатора включают вторичную вспомогательную цепь с трансформатором и диодным мостом.
В качестве источника импульса применяют конденсатор емкостью 1000-2000 мкФ. Трансформатор для системы изготавливается из сердечника разновидности Ш40, рекомендуемая толщина – 7 см. Для первичной обмотки понадобится провод, диаметр которого 8 мм, он наносится в 300 мотков. Для вторичной обмотки из медной шины нужно сделать 10 витков. Входной трансформатор можно применять любой модели, главное, чтобы мощность была не ниже 10 Вт, а напряжение – 15 Вт.
Если необходимо сваривать листы и провода большей толщины, до 0,5 см, рекомендуется внести некоторые изменения в конструкцию. Для того чтобы управлять сигналом, понадобится пускатель модели МТТ4К, включающий тиристоры, расположенные параллельно, резистор и диоды. Для регулирования времени работы в цепь дополнительно устанавливается реле.
В более мощном инструменте энергия будет накапливаться в батарее, состоящей из параллельно соединенных конденсаторов.
Такая сварка будет работать по следующей схеме. Сначала нажимают пусковую кнопку, включающую реле времени. Затем через тиристоры включается трансформатор для сварки, и реле времени отключается. Длительность воздействия импульса регулируют при помощи резистора.
Описанный аппарат является более мощным, поэтому необходимо сделать качественный сварочный блок. На роль электродов вполне подойдут клещи с давлением 20 кг/кв. см с небольшим диаметром.
Проведение процесса сваривания самодельным сварочным агрегатом
После изготовления сварочного аппарата можно переходить непосредственно к процессу сварки.
Поверхность деталей тщательно очищается от ржавчины, загрязнений или окисной пленки. Затем все детали совмещаются в нужном порядке и в правильном положении, помещаются между электродами. Нажав на пусковую кнопку, подают рабочий импульс. Электроды сжимают, оставляя в таком положении на 1-2 мин, чтобы ядро лучше кристаллизировалось. Выждав нужный промежуток времени, электроды можно раздвинуть и приступить к сварке в другой точке. Шаг сварки зависит от толщины материала, но обычно не превышает 6 см. Процесс повторяют нужное количество раз.
В процессе сварки могут понадобиться дополнительные инструменты, такие как болгарка, наждачная бумага, плоскогубцы, нож, отвертка и т. д.
Конденсаторная сварка – простой и доступный способ для соединения разнородных деталей толщиной не более 1 мм, приваривания тонкого листа цветного металла к большой конструкции. Сделать сварочный аппарат для работы вполне можно самостоятельно, выполняя соответствующие рекомендации.