


схема и описание точечной контактной сварки
На чтение 10 мин Просмотров 25.8к. Опубликовано Обновлено
Конденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Конденсаторная сварка: что это такое
Конденсаторная своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.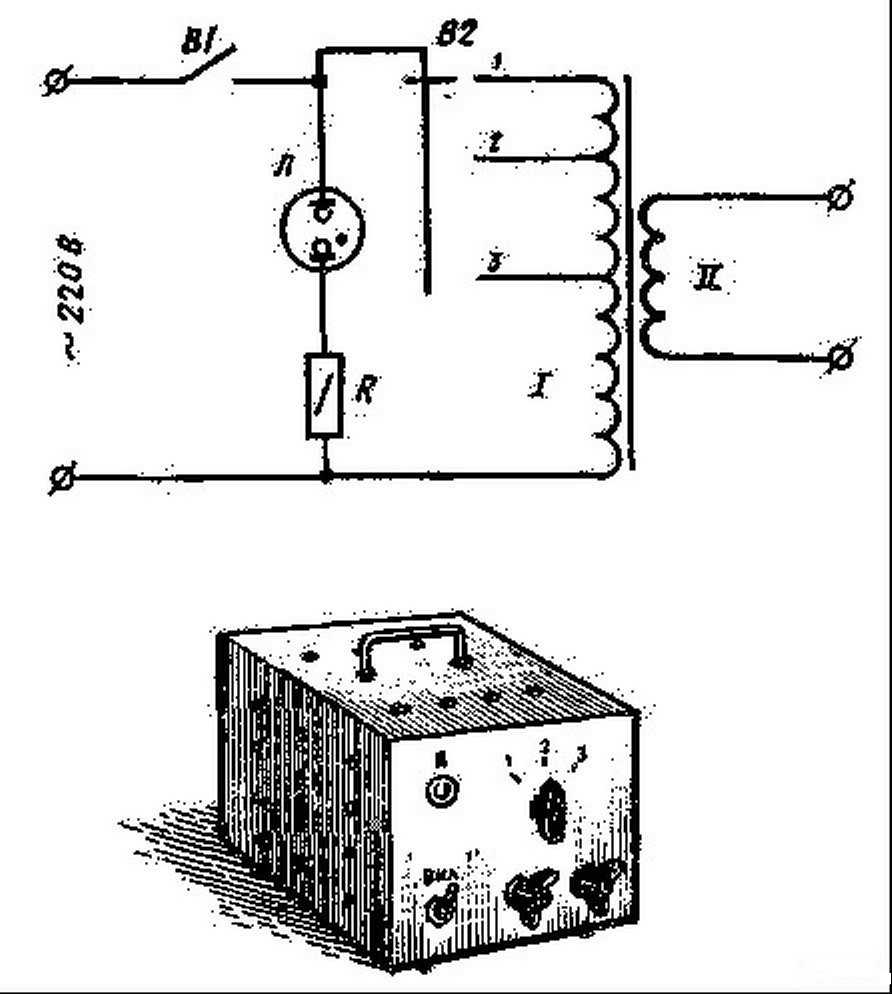
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.


На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.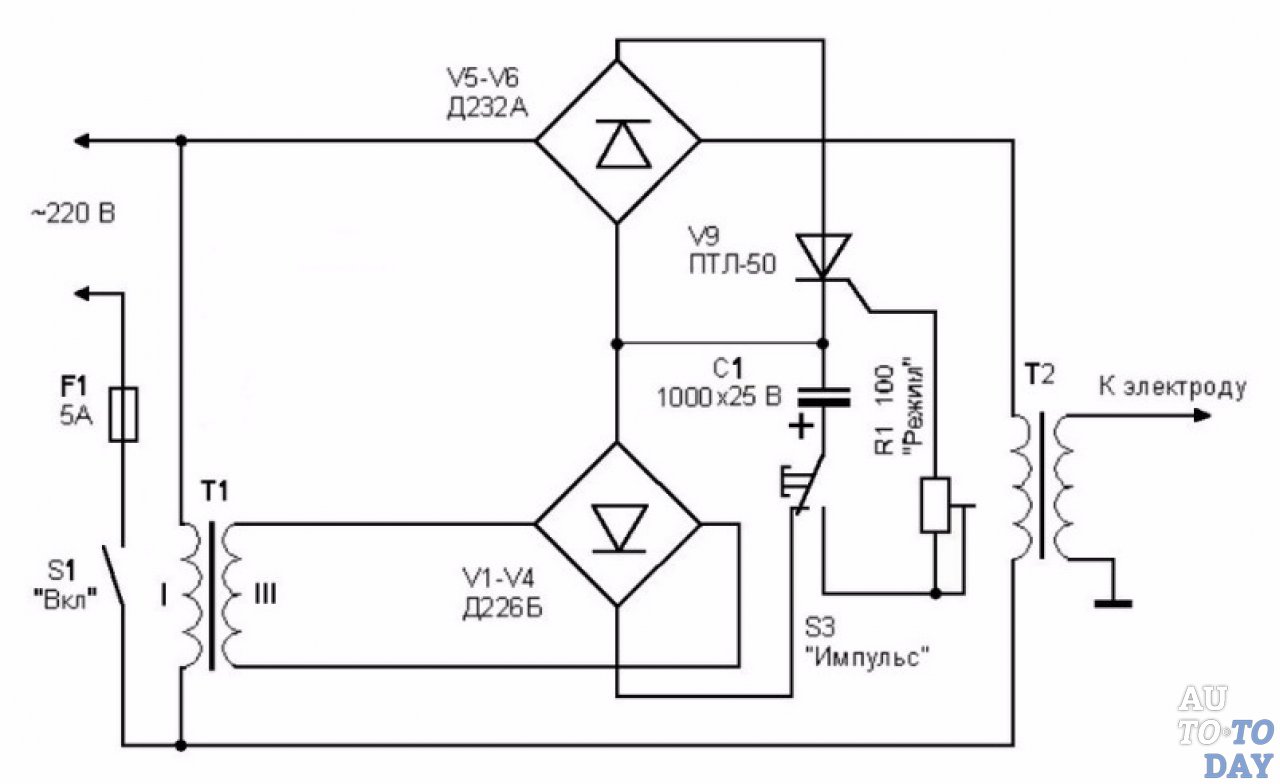
Выполняем конденсаторную сварку своими руками
Контактная сварка применяется сварщиками, поэтому купить заводской аппарат для ее выполнения несложно.
Модели, в отличие от агрегатов для точечной сварки, отличаются простой конструкцией, несложным управлением и стоят недорого, но многие умельцы все же принимают решение, собрать сварной аппарат конденсаторного типа своими руками. Это позволяет сэкономить деньги, реализовать собственный талант.

Выполнения данного задания требует от мастера следующего:
- найти в интернете нужную схему и подробное описание конструкционных особенностей агрегата;
- уяснить механизм работы устройства;
- подобрать актуальные материалы и приспособления: шпильки приварные, сварные электроды и т.п.
Механизм функционирования аппарата для конденсаторной сварки:
- ток направляется через первичную обмотку питающего трансформатора, выпрямитель, представленный диодным мостом;
- на диагонали моста осуществляется подача управляющего сигнала тиристора с кнопкой запуска;
- в цепи тиристора вставлен конденсатор для накопления сварного импульса, который также нужно подключить к диагонали выпрямителя и первичной обмотке трансформаторной катушки.
Соединение участков металлических конструкций осуществляется при сильном электрическом влиянии, накопленном в двухполюсниках, а сам процесс делится на три категории:
- Контактная сварка.
Предполагает плотное прижатие заготовок друг к другу с последующим соприкосновением электродов к данному месту. Энергия, подающаяся на ограниченное пространство настолько велика, что это приводит к быстрому расплавлению и дальнейшему прикреплению кромок деталей. - Ударная технология.
Также предполагает соединение отдельных деталей из металла в единую конструкцию, но электричество подается к месту сваривания в виде кратковременного удара. Такая технология позволяет уменьшить продолжительность сварной операции до 1,5 м/с; - Точечная техника.
При использовании такого вида сварки потребуется два медных контакта, касающиеся объекта с двух граней. В результате изделия скрепляются в точке прикосновения к электроду.
При необходимости навесить на тонколистовую металлическую конструкцию приборы, фиксируемые гайками, можно воспользоваться той же конденсаторной сваркой.
С ее помощью на стенку конструкции приваривается специальная шпилька для конденсаторной сварки, а уже на нее фиксируют прибор.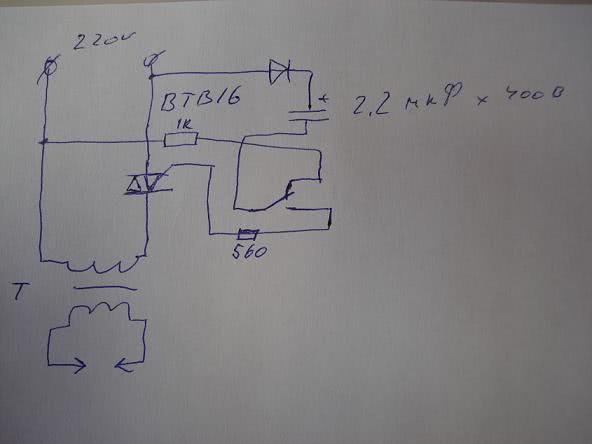 Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.
Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.
Дуга плавит основание шпильки и соответствующую ему площадь основного металла, после чего изделие вводят в сварную ванну и фиксируют на поверхности до тех пор, пока металлы не остынут. На выполнение такого потребуются миллисекунды, но он будет надежен и долговечен.
Схема при конденсаторной сварке
Схема конденсаторной сварки.Конденсаторная точечная сварка своими руками легко выполняется даже малоопытным сварщиком.
Ее основа ‒ электрическая схема с применением конденсаторов:
- Первичная обмотка проводится через выпрямитель, представленный .
Затем она подключается к источнику напряжения. - Тиристор подает сигнал на мостовую диагональ и управляется кнопкой запуска.
Конденсатор подключается к сети тиристора, диодному мосту и выводится на первичную обмотку. - Зарядить конденсатор можно путем, включения вспомогательной цепи с выпрямителем и трансформатором.
Конденсаторная сварка аккумуляторов своими руками осуществляется в следующей последовательности действий со стороны мастера:
- нажатие пусковой кнопки, запускающей временное реле;
- включение трансформатора при помощи тиристоров, после реле отключается;
- использование резистора с целью определения длительности импульса.
Требования к конденсаторной сварке
Сварные конденсаторы применяются в промышленном масштабе и в условиях небольших мастерских. В любом варианте нельзя нарушать технологию сварки для аккумуляторов своими руками, иначе сварные швы получаться низкокачественными.
В любом варианте нельзя нарушать технологию сварки для аккумуляторов своими руками, иначе сварные швы получаться низкокачественными.
Соблюдение следующих условий позволит получить действительно качественный результат работы:
- обеспечьте подачу кратковременного импульса в течение временного промежутка до 0,1 с, а также последующее накопление энергозаряда от источника питания для нового импульса за максимально краткое время;
- позаботьтесь о хорошем контакте свариваемых деталей путем достаточного давления электрода на детали в момент подачи сварочного импульса;
- разжимание электродов производите с задержкой, дабы расплав остывал под давлением и улучшался режим кристаллизации металла сварного шва;
- диаметр точки, образуемой на металле от контакта с электродом, должен быть крупнее, нежели самая тонкая свариваемая заготовка в 2 раза;
- тщательно очистите поверхность свариваемых заготовок перед сваркой, дабы окисные пленки и ржавчина не спровоцировали существенное сопротивление для тока.

На заметку! Наиболее удачный вариант электродов для конденсаторной сварки – это омедненная проволока.
Конденсаторную точечную сварку осуществлять своими руками можно только при условии сборки агрегата с минимум двумя блоками: источником сварного импульса и сварочного блока. Также крайне важно предусмотреть возможность регулировки режима сварки и защиты.
Особенно важно придерживаться правил безопасной со сварным аппаратом, которые предполагают следующие пункты:
- для защиты глаз от искр от сварного аппарата надевают специальную маску;
- обезопасить кожу рук от ожога помогут перчатки, а тело – специальный защитный комбинезон;
- на ноги сварщика надевают ботинки с подошвой из плотного материала, не позволяющего повредить пальцы и ступню при работе.
 youtube.com/embed/kS-_Q4z9DAs?feature=oembed»>
youtube.com/embed/kS-_Q4z9DAs?feature=oembed»>
Конструкции контактного блока
Контактный блок конденсаторной сварки ответственен за фиксацию и перемещение сварных . В большинстве случаев фиксация обоих стержней осуществляется вручную.
Схема конденсаторной сварки ударного типа.Более качественный вариант обеспечивает надежную фиксацию нижнего стержня, но оставляет подвижным верхний стержень. В данном случае верхний медный прут закрепляется так, чтобы он свободно двигался в вертикальной плоскости. А нижний ‒ оставляют в неподвижном состоянии.
Также на верхней части монтируют регулятор винтового образца, позволяющий создавать дополнительное давление. Главное, чтобы верхняя площадка и основание энергоблока имели хорошую изоляцию друг от друга.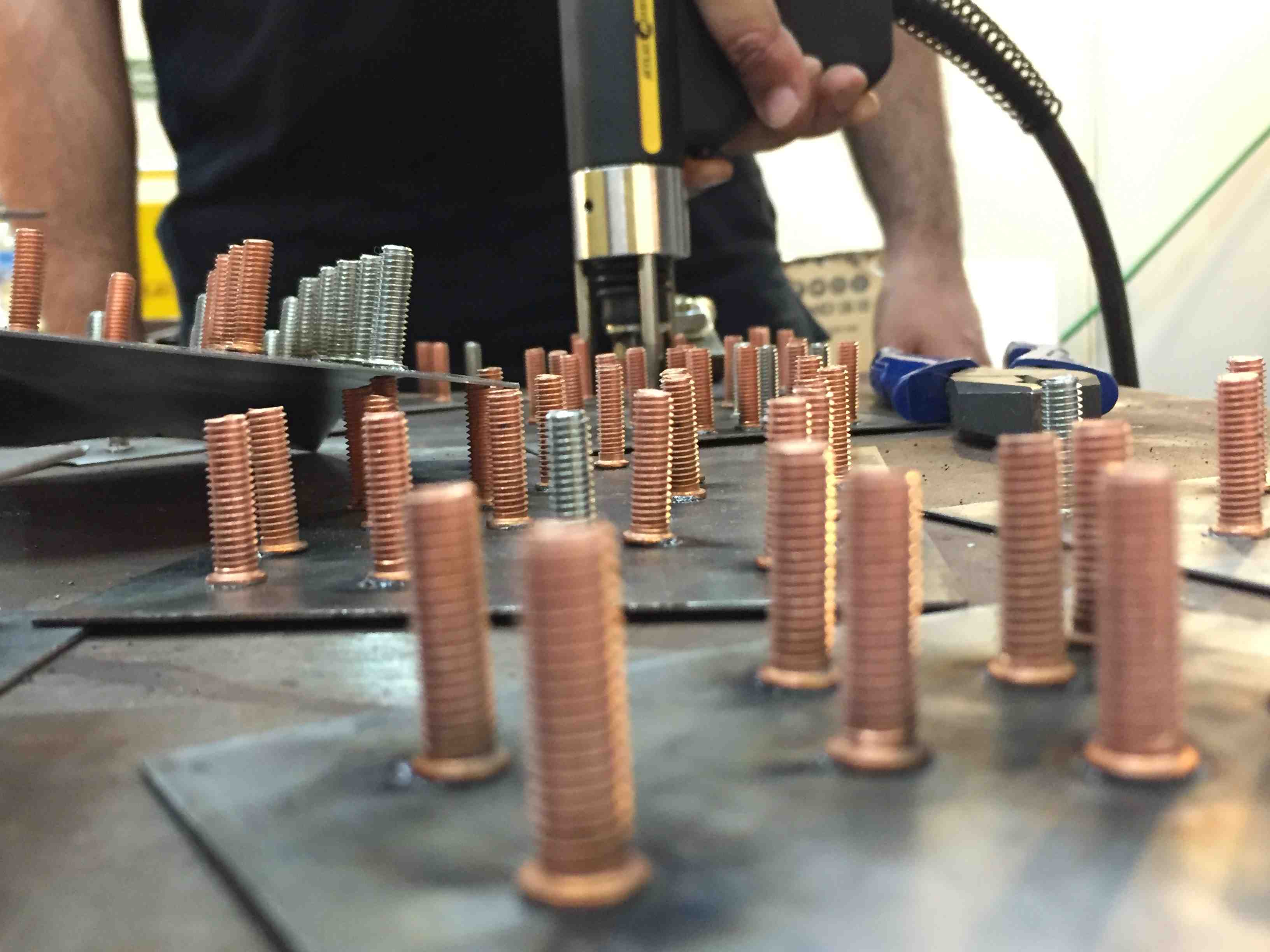 Некоторые модели сверху оснащены фонарем, что делает работу более комфортной.
Некоторые модели сверху оснащены фонарем, что делает работу более комфортной.
При конструировании конденсаторной сварки своими руками потребуется иметь следующие детали:
- конденсатор, емкостью 1000-2000 мкФ, мощностью 10 В, напряжением 15;
- трансформатор требуемого размера ‒ 7 см, произведенный из сердечника типа Ш40;
- первичная обмотка, сделанная из трехсот слоев провода с диаметром 8 мм;
- вторичная обмотка из десяти обмоток медной шины;
- пусковик серии МТТ4К, включающий параллельные тиристоры, диоды и резистор.
На заметку! Если работа потребует соединения заготовок до 0,5 см, понадобится применить дополнительные коррективы в схему конструкции.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.
Самодельный аппарат конденсаторной сварки.Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.

Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей.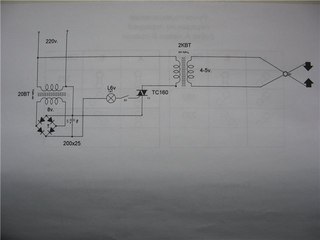 Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
Конденсаторная сварка своими руками
Разработанная в 30-х годах двадцатого века, технология конденсаторной сварки получила широкое распространение. Этому способствовал ряд факторов.
- Простота конструкции сварочного аппарата. При желании его можно собрать своими руками.
- Относительно низкая энергоёмкость рабочего процесса и малые нагрузки, создаваемые на электрическую сеть.
- Высокая производительность, что, безусловно, важно при выпуске серийной продукции.
- Снижение термического влияния на соединяемые материалы. Эта особенность технологии позволяет применять её при сварке деталей малых размеров, а также на видовых поверхностях, где использование обычных методов неизбежно привело бы к нежелательным деформациям материала.
Если добавить к этому, что для наложения качественных соединительных швов достаточно иметь средний уровень квалификации, причины популярности этого способа контактной сварки становятся очевидны.
В основе технологии лежит обычная контактная сварка. Отличие в том, что ток подаётся на сварочный электрод не непрерывно, а в виде короткого и мощного импульса. Это импульс получают, устанавливая в оборудование конденсаторы большой ёмкости. В результате удаётся достичь хороших показателей двух важных параметров.
- Короткого времени термического нагрева соединяемых деталей. Эту особенность с успехом используют производители электронных компонентов. Лучше всего подходят для этого бестрансформаторные установки.
- Высокой мощности тока, что для качества шва значительно важнее его напряжения. Эту мощность получают, используя трансформаторные системы.
 Лучше всего подходят для этого бестрансформаторные установки.
Лучше всего подходят для этого бестрансформаторные установки.Разновидности технологии
В зависимости от требований производства, выбирают один из трёх технологических приёмов.
- Точечная конденсаторная сварка. Используя короткий импульс тока, выбрасываемого конденсатором, соединяют детали в прецизионном машиностроении, электровакуумной и электронной технике. Подходит данная технология и для сварки деталей, значительно отличающихся по толщине.
- Роликовое наложение шва позволяет получить полностью герметичное соединение, состоящие из множества перекрывающихся точек сварки. Это обуславливает применение технологии в процессе изготовления электровакуумных, мембранных и сильфонных устройств.
- Стыковая сварка, которая может быть произведена как контактным, так и неконтактным способом. В обоих случаях происходит оплавление в месте соединения деталей.
Область применения
Области применения технологии различны, но с особым успехом её используют для крепления втулок, шпилек и другого крепежа на листовой металл. С учётом особенностей процесса, его удаётся адаптировать для нужд многих отраслей производства.
- Автомобилестроение, где необходимо надёжно соединять между собой панели кузова, выполненные из листовой стали.
- Авиастроение, предъявляющее особые требования к прочности сварных швов.
- Судостроение, где, с учётом больших объёмов работ, экономия электроэнергии и расходных материалов даёт особенно ощутимый результат.
- Производство точных приборов, где недопустимы значительные деформации соединяемых деталей.
- Строительство, в котором широкое распространение получили конструкции из листового металла.
Повсюду востребовано простое в устройстве и несложное в применении оборудование. С его помощью можно наладить выпуск мелкосерийной продукции или обустроить приусадебный участок.
Самодельная конденсаторная сварка
В магазинах можно без проблем приобрести уже готовое оборудование. Но из-за простоты его конструкции, а также низкой стоимости и доступности материалов, многие предпочитают собирать аппараты для конденсаторной сварки своими руками. Стремление сэкономить деньги понятно, а обнаружить в сети нужную схему и подробное описание можно без труда. Работает подобное устройство следующим образом:
- Ток направляют через первичную обмотку питающего трансформатора и выпрямляющий диодный мост.
- На диагональ моста подают управляющий сигнал тиристора, оборудованного кнопкой запуска.
- В цепь тиристора встраивают конденсатор, служащий для накопления сварочного импульса. Этот конденсатор также подключают к диагонали диодного моста и подсоединяют к первичной обмотке трансформаторной катушки.
- При подключении аппарата конденсатор накапливает заряд, запитываясь от вспомогательной сети. При нажатии кнопки этот заряд устремляется через резистор и вспомогательный тиристор в направлении сварочного электрода. Вспомогательная сеть при этом отключается.
- Для повторной зарядки конденсатора требуется отпустить кнопку, разомкнув цепь резистора и тиристора и вновь подключив вспомогательную сеть.
 Вспомогательная сеть при этом отключается.
Вспомогательная сеть при этом отключается.Длительность импульса тока регулируется с помощью управляющего резистора.
Это лишь принципиальное описание работы простейшего оборудования для конденсаторной сварки, в устройство которого можно вносить изменения, в зависимости от решаемых задач и требуемых выходных характеристик.
Необходимо знать
Тому, кто решил собрать свой сварочный аппарат самостоятельно, следует обратить внимание на следующие моменты:
- Рекомендуемая ёмкость конденсатора должна составлять порядка 1000 – 2000 мкФ.
- Для изготовления трансформатора лучше всего подходит сердечник разновидности Ш40. Его оптимальная толщина – 70 мм.
- Параметры первичной обмотки – 300 витков медного провода диаметром 8 мм.
- Параметры вторичной обмотки – 10 витков медной шины, имеющей сечение 20 квадратных миллиметров.
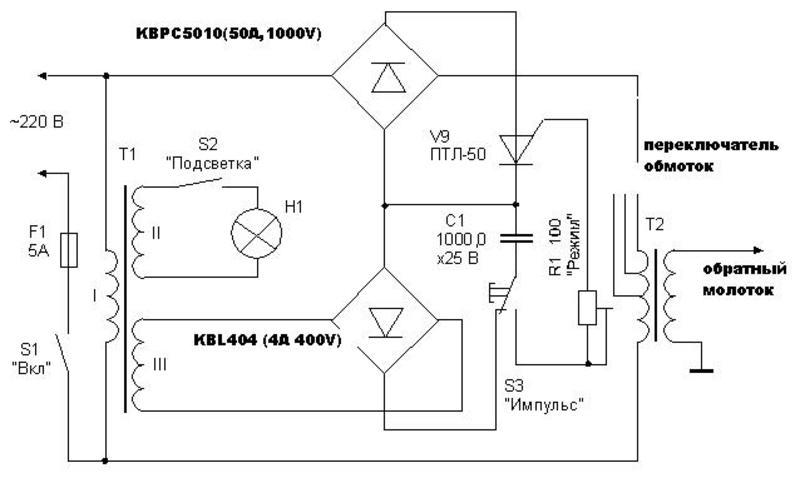
- Для управления хорошо подойдёт тиристор ПТЛ-50.
- Входное напряжение должен обеспечивать трансформатор мощностью не менее 10 Вт и выходным напряжением 15 В.

Опираясь на эти данные, можно собрать вполне работоспособное устройство для точечной сварки. И хотя оно будет не столь совершенно и удобно, как оборудование заводского изготовления, с его помощью вполне можно будет освоить азы профессии сварщика и даже приступить к изготовлению различных деталей.
Используя описываемую технологию, удаётся соединять не только тонкие стальные листы, но и изделия из цветных металлов. При проведении работ важно учитывать не только толщину, но и другие особенности материалов. Если металл при нагреве склонен к образованию микротрещин, или при его обработке возникают высокие внутренние напряжения, необходимо увеличить длительность импульса, подняв, таким образом, температуру нагрева.
Поделись с друзьями
0
0
0
0
Конденсаторная сварка своими руками — схема и описание
Этот вид сварки относится к точечному способу. Он удобен в случае, когда требуется приваривать небольшие детали друг к другу, а одну и маленькую. Преимущественно конденсаторную сварку используют для работы с цветными металлами.
Он удобен в случае, когда требуется приваривать небольшие детали друг к другу, а одну и маленькую. Преимущественно конденсаторную сварку используют для работы с цветными металлами.
Как только появилась возможность проводить точеную сварку в домашних условиях, метод стал набирать популярность среди неопытных сварщиков. Такая ситуация и прибавила актуальности вопросу на сегодняшний день. Что собой представляет этот процесс и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.
Чем отличается конденсаторный способ от других видов?
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность. Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
- Конденсаторы собирают в себе требуемое количество энергии;
- Заряд переходит в тепло, которое используется для сварки.

Как уже упоминали ранее, этот вид сварки является экологически безопасным. Приборам не требуется жидкость для охлаждения из-за отсутствия тепловых выделений. Это преимущество позволяет прибавить времени к сроку эксплуатации конденсаторного устройства.
Принцип работы конденсаторной сварки
В процессе сваривания точечным способом, детали подвергаются зажиму двумя электродами, на которые приходит кратковременный ток. Затем между электродами образуется дуга, она и нагревает металл, расплавляя его. Сварочный импульс приходит в работу в течение 0,1 сек., он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок. Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Существуют вторичные обмотки, с них ток попадает на электроды, а на первичную обмотку, приходится импульс, который образовался при конденсаторном заряде. В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Виды точечной сварки
Различают два основных вида конденсаторной сварки своими руками:
- Трансформаторный. При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
- Бестрансформаторный.
Преимущества
Как и у всех других видов, самостоятельная конденсаторная сварка отличается рядом положительных особенностей:
- При стабильной работе, есть возможность сэкономить электроэнергию;
- Надёжность и практичность. Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
- Скорость работы;
- Сварочный ток очень плотный;
- Аккуратность. Учитывая дозу потребляемой энергии, в поле соприкосновения образуется надёжный шов, компактной толщины. Такой способ широко используют для тонкой сварки цветного металла;
- Экономичность. Потребляемая мощность равна 20 кВА максимум. Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
 Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;Схема сборки агрегата своими руками
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска. Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
 youtube.com/embed/tISthYl3-QU?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/tISthYl3-QU?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»/>
Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см. Чтобы сделать первичную обмотку, нужен провод диаметром 8 мм, который обматывается 300 раз. Вторичная обмотка предполагает использование медной шины, в 10 обмоток. Для входа используют практически любые конденсаторы, единственное требование мощность в 10 В., напряжение 15.
Когда работа будет требовать соединения заготовок до 0,5 см, стоит применить кое-какие коррективы в схему конструкции. Для более удобного управления сигналом, используют пусковик серии МТТ4К, он включает параллельные тиристоры, диоды и резистор. Дополнительное реле позволит корректировать рабочее время.
Такая самодельная конденсаторная сварка, работает при следующей последовательности действий:
- Нажимаем пусковую кнопку, она запустит временное реле;
- Трансформатор включается с помощью тиристоров, после реле отключается;
- Резистор используют для определения длительности импульса.

Как происходит процесс сварки?
После того как конденсаторная сварка своими руками собрана, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Вывод
Конденсаторную сварку очень широко применяют как дома, так и в промышленной зоне, как мы видим, она очень удобна и проста в применении, плюс ко всему имеет большое количество преимуществ. С помощью приведённой информации, Вы сможете вывести свои знания на новый уровень и удачно примените точечную сварку на практике.
С помощью приведённой информации, Вы сможете вывести свои знания на новый уровень и удачно примените точечную сварку на практике.
Схема и описание конденсаторной сварки своими руками: общие сведения, изготовление устройства
Конденсаторная сварка — это один из методов бесшовного соединения металлических деталей. Он осуществляется благодаря подаче тока и созданию короткого замыкания. Из-за этого металл расплавляется, и две заготовки надёжно скрепляются друг с другом. Такой процесс довольно дорогой, поэтому лучше выполнять его при помощи самодельного устройства. В этом поможет схема и описание конденсаторной сварки своими руками.
Общие сведения
Конденсаторная сварка считается одной из самых часто применяемых. Свою популярность она получила благодаря высокому качеству соединения и его долговечности. Чтобы использовать её для своих целей, необходимо подробно изучить всю доступную информацию. Она поможет избежать ошибок в изготовлении устройства и процессе соединения деталей.
Она поможет избежать ошибок в изготовлении устройства и процессе соединения деталей.
Достоинства и недостатки
Самодельная контактная сварка на конденсаторах часто применяется не только в промышленности, но и в домашних условиях. Для её осуществления достаточно небольшого помещения, в котором можно расположить малогабаритный аппарат.
Основные преимущества технологии:
- высокая производительность;
- возможность скрепления деталей, изготовленных из разных материалов;
- долговечность применяемого оборудования;
- малое тепловыделение;
- высокая точность и качество шва;
- отсутствие затрат на покупку дополнительных расходных материалов.
Несмотря на большое количество достоинств, у технологии есть и несколько недостатков. Их обязательно нужно принимать во внимание перед планированием и началом работы. В противном случае можно столкнуться с проблемами, которые снизят качество изделия и повлекут за собой дополнительные финансовые затраты.
Среди основных недостатков выделяются такие:
- ограниченность размера сечения соединяемых деталей;
- кратковременность мощности процесса;
- помехи в сети, создаваемые импульсной нагрузкой.
Особенности применения
Во время конденсаторной сварки наблюдаются некоторые особенности, которые по-разному влияют на качество работы. Из-за этого следует учитывать все мельчайшие факторы и стараться добиться идеального результата.
Основные особенности:
- Запас энергии для выполнения сварки производится в специальных конденсаторах, которые устанавливаются внутри аппарата.
- Продолжительность процесса выделения энергии составляет от 1 до 3 миллисекунд. За счёт этого снижается термическое воздействие на зону, находящуюся вокруг места контакта.
- Для выполнения сварки в домашних условиях необходимо подключать прибор к обычной электросети, а в промышленности — к специальным устройствам, обладающим высокой мощностью.
- Лучше всего использовать конденсаторную сварку для ремонта кузова автомобиля или любого другого транспортного средства. С её помощью тонкий лист металла не будет подвержен деформации, что значительно улучшит качество выполненной работы.

Основные требования и технологические приёмы
Для того чтобы хорошо выполнить соединение двух деталей, необходимо принять во внимание основные требования к процессу. Они помогут избежать недочётов в работе и снизят риск возникновения непредвиденной ситуации.
Условия проведения работы:
- Для обеспечения максимально надёжного соединения необходимо в момент импульса оказывать достаточное давление контактных элементов на заготовки.
- Разжимать электроды следует через небольшой промежуток времени после завершения импульса. Это поможет получить лучшую кристаллизацию деталей.
- Поверхности скрепляемых деталей должны быть хорошо очищены от каких-либо загрязнений (ржавчина, плёнка окиси). Это позволит снизить сопротивление и увеличить воздействие тока на заготовку. При этом эффективность сварки значительно повысится.
- При выборе электродов следует отдавать предпочтение медным стержням. Их диаметр в точке контакта должен быть в 3 или более раз больше толщины скрепляемых деталей.
 Это позволит снизить сопротивление и увеличить воздействие тока на заготовку. При этом эффективность сварки значительно повысится.
Это позволит снизить сопротивление и увеличить воздействие тока на заготовку. При этом эффективность сварки значительно повысится.Кроме этого, очень важно правильно выбрать способ воздействия на свариваемые элементы. Все они используются для соединения определённых деталей и подходят для той или иной конструкции.
Среди них выделяются следующие:
- Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.
- Роликовая. Этот вид представляет собой несколько последовательных точечных соединений, которые образуют сплошной шов. В такой сварке используются электроды, имеющие форму вращающейся катушки.
- Ударная. Она предназначается для создания цельных конструкций из деталей с небольшим сечением. Перед началом процесса подаётся дуговой заряд, который оплавляет края заготовок. Благодаря этому упрощается сваривание элементов после их соприкосновения.
 Она предназначается для создания цельных конструкций из деталей с небольшим сечением. Перед началом процесса подаётся дуговой заряд, который оплавляет края заготовок. Благодаря этому упрощается сваривание элементов после их соприкосновения.
Она предназначается для создания цельных конструкций из деталей с небольшим сечением. Перед началом процесса подаётся дуговой заряд, который оплавляет края заготовок. Благодаря этому упрощается сваривание элементов после их соприкосновения.Самодельные устройства
Есть несколько способов смастерить своими руками аппарат для конденсаторной сварки. Каждый из них выбирается исходя из особенности формы и размера конструкции, которую нужно сваривать, а также её назначения.
Простой вариант
Самая простая конструкция применяется только для соединения деталей толщиной до 0,5 миллиметра. Во всех остальных случаях установка не сможет качественно справиться со своей задачей. Такой аппарат можно изготовить в любой мастерской или гараже. Принцип его работы основывается на подачи импульса через трансформатор. Один из концов его вторичной обмотки подводится к электроду, а другой — к обрабатываемой детали.
Особенности процесса изготовления аппарата:
- За основу можно взять схему, в которой первичная обмотка подсоединяется к электросети.
- Один из её концов должен проходить через диагональ преобразователя в виде диодного моста, а другой — через тиристор, управляемый кнопкой пуска.
- Для вырабатывания необходимого импульса следует применять конденсатор ёмкостью от 1 до 2 тыс. микрофарад.
- Его обмотку (300 витков) лучше всего делать из ПЭВ провода с сечением не более 0,8 миллиметров.
- Вторичную обмотку (10 витков) следует изготавливать из медной шины.
- В качестве прибора управления может служить тиристор ПТЛ-50 или КУ200.
Сложная конструкция
Для изготовления более многофункционального прибора понадобится больше материалов и времени. Однако это даст возможность соединять заготовки толщиной около 1 миллиметра.
Нюансы создания аппарата своими руками:
- В качестве прибора для управления импульсом применяется бесконтактный пускатель МТТ4К, который рассчитан на силу электрического тока в 80 ампер. Блок дополняется диодами, резистором и тиристорами.
- В главной цепи входного трансформатора встраивается реле. С его помощью можно настроить скорость и интервал срабатывания установки.
- Необходимая для импульса энергия накапливается в электролитических конденсаторах, которые объединены в общую батарею при помощи параллельного соединения.
- Первичная обмотка трансформатора выполняется из провода сечением не более полутора миллиметров, а вторичная — из медной шины.
 Блок дополняется диодами, резистором и тиристорами.
Блок дополняется диодами, резистором и тиристорами.Принцип действия изготовленного своими руками прибора соответствует стандартной схеме. Она одинакова для всех подобных устройств и идеально подходит для работы аппарата в домашних условиях.
Порядок действий:
- После включения устройства срабатывает реле.
- С его помощью активируются контакты тиристоров, и включается трансформатор.
- Как только конденсатор будет полностью разряжен, происходит отключение аппарата.
Этапы работы
Процесс выполнения конденсаторной сварки довольно простой, и понять его сможет даже человек, который никогда не делал подобную работу. Она выполняется в три этапа, на которые затрачивается минимальное количество времени. От точности соблюдения порядка действий будет зависеть качество шва и прочность конструкции.
Она выполняется в три этапа, на которые затрачивается минимальное количество времени. От точности соблюдения порядка действий будет зависеть качество шва и прочность конструкции.
Порядок действий:
- Начальная стадия процесса подразумевает тщательную подготовку свариваемых деталей. Первым делом с их поверхности счищается ржавчина. Затем удаляются пыль, остатки каких-либо веществ и прочие загрязнения. Если этого не сделать, то шов получится кривым и хрупким.
- Обе заготовки стыкуются друг с другом в нужном положении.
- Затем они помещаются между двумя электродами.
- К месту соединения подводятся контакты.
- Мастер включает устройство, и на них подаётся импульс нужной силы.
- После завершения этой процедуры электроды возвращаются в начальное положение.
- Соединённые детали вынимаются, и проверяется качество шва.
- При необходимости заготовки поворачиваются под нужным углом, и сварка продолжается аналогичным образом.

Техника безопасности
Во время эксплуатации аппарата для контактной сварки нужно соблюдать простые меры предосторожности. С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
Основные правила техники безопасности:
- Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.
- Чтобы избежать поражения электрическим током, не рекомендуется эксплуатировать аппарат, имеющий повреждения в защитном корпусе.
- Рабочий должен иметь прямой доступ к устройству аварийного отключения.
- Включать прибор можно только сухими руками. При этом также нужно проверить пространство вокруг аппарата на наличие влаги.
- Перед началом сварки мастер должен стать на резиновый коврик и проверить всё защитное обмундирование.
- Сварку на конденсаторах может выполнять только высококвалифицированный опытный рабочий.
- При смене электродов или установке детали необходимо обеспечить защиту рук и глаз от воздействия высоких температур.
- Рабочее место должно быть огорожено со всех сторон. Такая мера предосторожности поможет избежать возгорания в случае отлетания капель горячего металла.
- Около сварочного аппарата нельзя хранить горючие и легковоспламеняющиеся материалы.
- Если работа выполняется в полностью закрытом помещении, то необходимо обеспечить хорошую вентиляцию для удаления вредных паров.
- При возникновении какой-либо неисправности следует сразу же приостановить процесс сварки и отключить аппарат от источника питания.
 При этом также нужно проверить пространство вокруг аппарата на наличие влаги.
При этом также нужно проверить пространство вокруг аппарата на наличие влаги.Конденсаторная сварка — это быстрый и простой способ качественно соединить две металлические детали.
 При правильном её проведении и соблюдении всех правил техники безопасности можно значительно упростить процесс и снизить риск получения серьёзной травмы.
При правильном её проведении и соблюдении всех правил техники безопасности можно значительно упростить процесс и снизить риск получения серьёзной травмы.Конденсаторная сварка своими руками: схема и описание
Контактная или конденсаторная сварка является одним из самых распространенных видов соединения изделий и деталей из металла. Ее широко применяют не только в промышленных, но и в домашних условиях. Именно поэтому вопрос о сборке аппарата конденсаторной сварки своими руками остается актуальным и интересует многих умельцев.
Как работает конденсаторная сварка
Сварочный аппарат конденсаторной сварки представляет собой корпус, оснащенный выступающими рабочими клешнями. На каждой имеются электроды. Соединение прутков и металлических пластин происходит за счет расположения электродов напротив друг друга.
Технология конденсаторной сварки
Процесс начинается с зажима свариваемых заготовок между клешнями. После включения аппарата через электроды и свариваемые детали проводят ток с большой силой. В результате в нужном месте происходит образование жидкого ядра, разрушение решетки молекул и их соединение. Толщина сварочного шва зависит от мощности тока и используемых электродов. Материал расплавляется и сжимается.
Конденсаторную точечную сварку успешно применяют в бытовых, домашних условиях. Благодаря трансформатору можно преобразовывать ток из сети, понижая и усиливая его до необходимых параметров. Аппарат создает импульс тока, длительность которого всего 0,1-1,5 сек. За это короткое время образуется точка, скрепляющая две металлические части. Образовавшийся бугорок зачищают щеткой или болгаркой, придавая изделию эстетичный вид.
Преимущества
Самостоятельная конденсаторная сварка известна целым рядом преимуществ:
Принципиальная схема конденсаторной сварки
- возможно соединение мелких и тонких элементов;
- быстрое выполнение соединения;
- надежность соединительного шва;
- аккуратность шва;
- соединение разных видов металлов;
- экономичность;
- доступность для начинающих мастеров.

При помощи точечной или конденсаторной сварки можно соединять очень тонкие детали без перегрева и подрезов. Аппарат сконструирован таким образом, что процесс не занимает много времени. Создается достаточная сила электрического тока, надежно соединяющая детали.
Шов выглядит аккуратно, без верхнего слоя наплавленного материла. Для улучшения внешнего вида изделия достаточно зачистить место сплава щеткой. Соединять можно даже драгоценные металлы. Для выполнения сплава нет необходимости использовать присадочные материалы, что снижает стоимость метода. Обучение и выполнение сварочных работ доступно широкому кругу работников.
Схема самостоятельной сборки аппарата
Составляющие конденсаторной сварки достаточно просты, поэтому агрегат можно собрать самостоятельно, следуя определенной схеме. Основным элементом является трансформатор, способный значительно понижать силу электрического тока из бытовой сети. Оптимальными параметрами являются цифры – 10-12 V. При этом необходимо добиться силы электричества в 300-500 А. С такими показателями возможно выполнение конденсаторной сварки в домашних условиях.
Основным элементом является трансформатор, способный значительно понижать силу электрического тока из бытовой сети. Оптимальными параметрами являются цифры – 10-12 V. При этом необходимо добиться силы электричества в 300-500 А. С такими показателями возможно выполнение конденсаторной сварки в домашних условиях.
Схема сварочного конденсаторного аппарата
Работа аппарата основана на преобразовании используемого напряжения и его передаче на накопители. Накопителями в данном случае являются конденсаторы, емкость которых должна быть в пределах 46 мкФ. Конструкция оснащается диодным мостом и диодами в количестве две штуки. Управление сварочным процессом происходит при помощи реле РЭК 74. Это устройство подает ток на встроенные электроды, таким способом осуществляя процесс.
Конденсаторный аппарат должен содержать специальный автомат, который будет срабатывать во время перегрузки. Для предотвращения перегрева используется кулер, который встраивают сзади конденсаторной конструкции. На клешнях устанавливают пусковую кнопку, с помощью которой осуществляют запуск сварочного процесса. Сварщик зажимает соединяемые стороны изделия между клешнями, совершает конденсаторную сварку точечным способом.
На клешнях устанавливают пусковую кнопку, с помощью которой осуществляют запуск сварочного процесса. Сварщик зажимает соединяемые стороны изделия между клешнями, совершает конденсаторную сварку точечным способом.
Сварочный процесс
Процесс сварки конденсаторным агрегатом начинается с подготовки изделий. Стороны соединения очищают от всех имеющихся загрязнений. Если этого не сделать, шов может получиться недостаточно надежным.
Процесс сварки конденсаторным аппаратом
Подготовленные элементы соединяют в нужном месте, помещают между двумя электродами, один из которых подвижный, а другой находится в неподвижном состоянии. С помощью клешней с электродами металлические свариваемые детали сдавливаются с силой. После нажатия на кнопку пуска происходит подача электрического разряда.
В том месте, где соединяются электроды, образуется сварочный шов. Клешни следует разжимать через некоторое время – необходимо дать остыть и кристаллизоваться сварочному соединению под действием давления. Затем детали перемещают для соединения следующего участка. Для удобства проведения конденсаторной сварки необходимо обзавестись пассатижами, наждачной бумагой, отверткой, ножом и болгаркой.
Затем детали перемещают для соединения следующего участка. Для удобства проведения конденсаторной сварки необходимо обзавестись пассатижами, наждачной бумагой, отверткой, ножом и болгаркой.
Контактный блок и последовательность действий
Самодельное устройство для конденсаторной сварки
Блок для проведения конденсаторной сварки своими руками можно собрать в домашних условиях. Многие используют в качестве трансформатора элемент от микроволновки. Чтобы прибор справлялся со своими функциями – снижение напряжения и увеличение ампер – первичный слой обмотки удаляют. Вместо нее заводят кабель для сварки. Пространства хватает для выполнения трех витков.
Выполнив основу, приступают к установке реле и диодного моста. Все детали необходимо монтировать в непосредственной близости от трансформатора. Блок укомплектовывают автоматом. К задней стенке крепят кулер или маленький вентилятор, необходимый для охлаждения агрегата. Для расположения элементов советуют использовать диэлектрическую основу.
Рабочие органы изготавливают из профиля или бруса. Нижняя деталь с электродом неподвижна. Верхнюю деталь фиксируют с помощью стержня между стойками, она является подвижной. Верхний элемент находится в поднятом положении, в котором его фиксирует прикрепленная пружина.
Конденсаторная сварка своими руками — схема
Толщина медных электродов должна соответствовать толщине кабеля для сварки вторичной обмотки. Их крепят на клешни болтовым соединением. Сюда же подсоединяют клеммы от трансформатора. Кнопку для запуска конденсаторного сварочного процесса выводят на корпус так, чтобы удобно было ее включить.
На первом этапе работы детали очищают от посторонних частиц. Затем их соединяют и помещают в сварочное поле, образуемое электродами. Кнопкой запускают аппарат, подавая импульс. По завершении контакта электроды раздвигают.
Видео по теме: Самодельная конденсаторная сварка
схема и описание, как сделать своими руками
На сегодняшний день разработано множество способов сваривания разных видов металла, в результате которых можно получить прочный и ровный шов. К одному из таких относят конденсаторный сварочный процесс. Он приобрел популярность в прошлом веке, относится к разновидности контактной сварки.
К одному из таких относят конденсаторный сварочный процесс. Он приобрел популярность в прошлом веке, относится к разновидности контактной сварки.
Конденсаторная сварка пользуется высокой популярностью в промышленности, также его часто применяют в бытовых условиях. При помощи него можно производить сваривание мелких деталей, которые выполнены из алюминия, меди. Но все же перед тем как приступать к выполнению этой технологии стоит рассмотреть важные особенности и характеристики.
Что это такое
Конденсаторная контактная сварка появилась еще в 30-х годах ХХ века. И с тех пор она приобрела широкую известность в разных областях производства. Во время технологии производится бесшовное сваривание компонентов из металлической основы. Оно происходит благодаря кратковременным импульсам электрической энергии.
В настоящее время часто применяется на предприятиях для сваривания разных металлических элементов небольшого размера. В связи с тем, что она имеет простую технологию к ней прибегают умельцы в бытовых условиях.
Зачастую этот метод сваривания применяется в ремонтных цехах, где производятся и ремонтируются кузовные части транспортных средств. При конденсаторном сваривании во время создания шва не происходит прожигания и деформирования тонких стенок листов металлических заготовок. В последующий период деталям не потребуется дополнительное рихтование.
Конденсаторная точечная сварка используется в радиоэлектронике для соединения элементов, которые невозможно запаять при помощи обычных флюсов. Оборудование применяется в ювелирной области для производства и ремонта мелких элементов украшений.
Эта технология нашла применение на заводах по изготовлению шкафов коммуникационного типа. Также этот метод задействуют при производстве:
- приборов, которые применяются в лабораториях;
- элементов медицинского оборудования;
- компонентов оборудования, которое применяется в пищевой промышленности.
Особенности
Конденсаторная сварка своими руками позволяет осуществлять сваривание изделий из цветных металлов в домашних условиях. Это связано с ее легкой технологией и простым проведением. А в производстве данный способ является просто необходимым условием при ремонте и изготовлении важных конструкций, оборудования.
Это связано с ее легкой технологией и простым проведением. А в производстве данный способ является просто необходимым условием при ремонте и изготовлении важных конструкций, оборудования.
Востребованность конденсаторного сварочного процесса связана со следующими положительными особенностями:
- аппарат конденсаторной сварки обладает простой конструкцией, поэтому при желании его можно собрать самостоятельно;
- точечный сварочный процесс отличается низкой энергоемкостью и небольшими нагрузками, оказываемыми на электросеть;
- этот метод сваривания имеет высокую производительность;
- во время сварки снижается термическое воздействие на соединяемые поверхности. Благодаря этому можно соединять небольшие металлические элементы;
- этот метод может работать с конструкциями, у которых очень тонкие стенки. А вот при проведении других сварок они сильно деформируются.
Стоит отметить! Главное достоинство конденсаторного сварного процесса состоит в простоте его проведения. Качественные и прочные швы смогут выполнить даже неопытные сварщики.
Качественные и прочные швы смогут выполнить даже неопытные сварщики.
В основе схемы конденсаторной сварки лежит изменение энергии электрических зарядов, которые скапливаются на конденсаторах, в состояние тепловой энергии. Когда электроды соприкасаются, возникает разряд, и все это приводит к образованию электрической дуги краткого действия. Благодаря выделяемому теплу металлические кромки расплавляются, и в результате образуется сварной шов.
При проведении конденсаторного сварочного процесса наблюдается подача тока на область сварного электрода. Они имеет вид кратковременного импульса с высоким показателем мощности. Он образуется за счет установки в сварочные приборы конденсаторов с большим объемом емкости.
Все эти особенности конденсаторного сварочного процесса позволяют сварщику добиться следующих положительных условий:
- на термическое нагревание изделий из металла требуется гораздо меньше времени. Это представляет особую ценность для производителей электронных деталей;
- ток, который применяется для соединения элементов, имеет высокую мощность. Именно за счет этого свойства швы получаются прочными и ровными.
 Именно за счет этого свойства швы получаются прочными и ровными.
Именно за счет этого свойства швы получаются прочными и ровными.Принцип
Самодельная конденсаторная сварка является востребованной технологией, которая позволяет быстро проводить соединение разных небольших деталей в домашних условиях. Она имеет простое проведение, поэтому ее могут применять даже новички и специалисты среднего класса.
Работа точечной сварки из конденсаторов основывается на следующих особенностях:
- При сварке заготовки зажимаются при помощи двух электродов, на которые поступает кратковременный ток.
- Затем между ними образуется дуга, она прогревает металл, что приводит к его расплавлению.
- Сварочный импульс начинает действовать через 0,1 секунды. Он образует общее ядро расплавки для всех элементов заготовок, которые свариваются.
- Даже после того, как перестает действовать импульс, детали дальше сжимаются от давления.
- В итоге образуется прочный и ровный шов.
Разновидности
Всего выделяют несколько типов конденсаторной сварки. Каждый из них имеет определенные особенности и позволяет выполнять некоторые важные задачи. Перед тем как приступать стоит рассмотреть основные нюансы каждого метода.
Каждый из них имеет определенные особенности и позволяет выполнять некоторые важные задачи. Перед тем как приступать стоит рассмотреть основные нюансы каждого метода.
Точечная
Точечная сварка на конденсаторах осуществляется по принципу контактной технологии. Во время ее проведения создается короткий импульс тока, который быстро расплавляет металл и сваривает элементы.
Эта разновидность сварки считается популярной. Ее применяют во многих отраслях производства. Конденсаторная точечная сварка может проводиться в бытовых условиях своими руками. При помощи этого способа можно сварить компоненты с разным показателем толщины.
Роликовая
Роликовый конденсаторный сварочный процесс производится по тому же принципу, что и точечная технология, но готовые «точки» частично перекрываются между собой. Соединение обладает герметичной структурой, через него не проходит влага и частички пыли.
Обратите внимание! Роликовая сварка с использованием конденсаторов применяется в промышленности.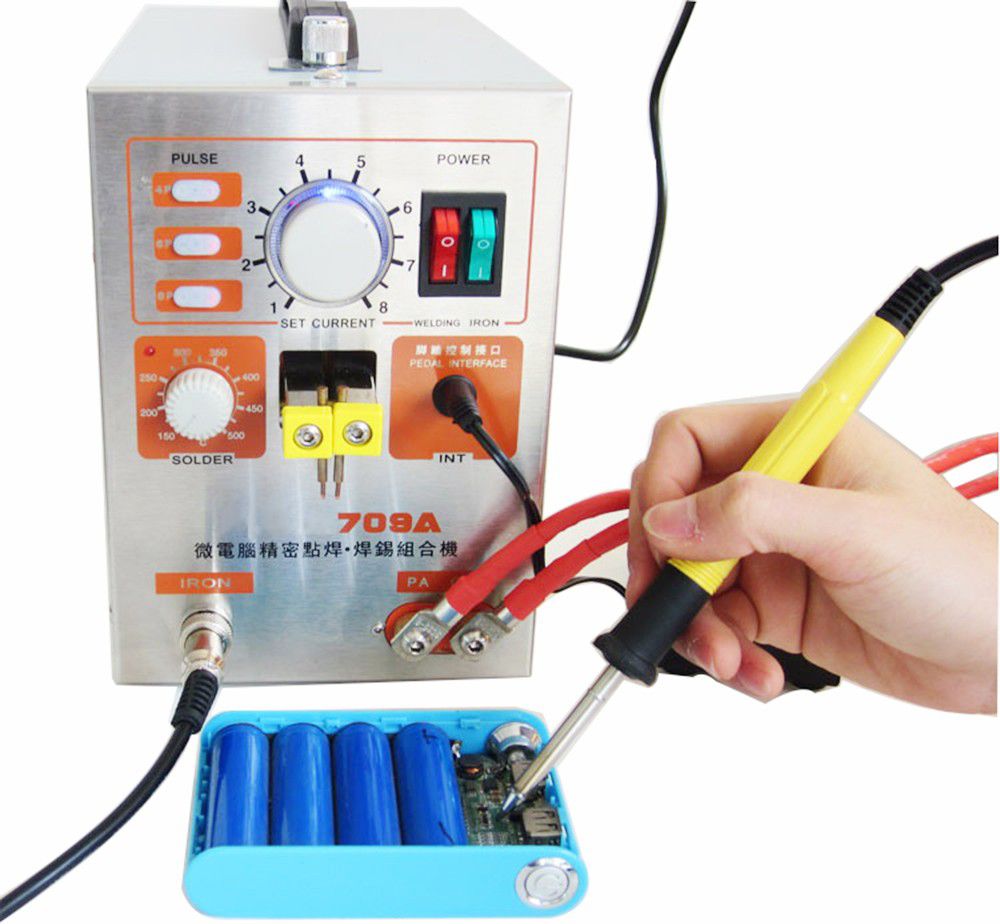 Но особенно часто к ней прибегают при производстве изделий вакуумного и мембранного типа.
Но особенно часто к ней прибегают при производстве изделий вакуумного и мембранного типа.
Ударная
Ударно-конденсаторная сварка осуществляет сваривание отдельных металлических компонентов, которые формируют цельную конструкцию. Электричество поступает к месту сваривания, оно имеет вид кратковременного удара. Данная технология уменьшает длительность сварных операций до 1,5 м/с.
Как собрать сварное оборудование
Совсем не обязательно приобретать дорогое оборудование его можно сделать своими руками. Если соблюдать все правила и нюансы, то готовая самодельная контактная сварка на конденсаторах выйдет ничем не хуже оригинала, но это позволит существенно сэкономить финансы.
Чтобы сделать конденсаторный сварочный аппарат своими руками стоит подготовить следующие компоненты:
- трансформатор на 220 вольт. Устройство должно иметь мощность 5-20 Вт, а показатель выходного напряжения должен составлять 5В;
- диодные компоненты выпрямительного типа с прямым током — 4 штуки. Показатель мощности — не меньше 300 мА;
- тиристор. В качестве аналога подойдет прибор Т142-80-16, КУ 202 и похожие устройства;
- конденсаторы электролитические;
- резистор переменного типа на 100 Ом;
- трансформатор с мощностью 1000 Вт. Подходящим вариантом будет устройство от микроволновок;
- электроды;
- провод из меди с сечением не меньше 35 мм.кв. — 1 метр;
- переключательные компоненты, предохранители, корпус по желанию.
 Показатель мощности — не меньше 300 мА;
Показатель мощности — не меньше 300 мА;Чтобы сделать конденсаторную сварку своими руками потребуется схема и описание процесса. Ниже на картинке изображена схема конденсаторного сварочного аппарата, которая потребуется при его сборке.
Главное все собирать четко по схеме. Если все будет выполнено правильно, а все детали будут исправными, то проблем с работоспособностью самодельного сварного оборудования возникнуть не должно. Но все же трудности могут возникнуть с трансформатором. Как было указано выше, можно использовать прибор от микроволновки, его можно недорого купить на рынке с использованными элементами.
В этом деле может потребоваться схема конденсаторной сварки ударного типа от Aka Kasyan.
Однако перед тем как устанавливать, трансформатор переделывается:
- Обязательно удаляются магнитные шунты, убирается вторичная обмотка.
- На свободную область место наматывается 2-5 витков вторичной обмотки. Для этих целей применяется толстый провод из меди.
- При настройке число витков меняется.
Особенности сборки
Схема конденсаторной сварки, собранной своими руками требует соблюдения важных принципов. Важно чтобы все было выполнено строго по алгоритму, только так можно получить качественное и исправное оборудование.
Особенности сборки и работы прибора:
- На начальном этапе сварочные разряды тока должны поступать на область первичной обмотки трансформаторной катушки. Также они должны доходить до диодного моста.
- После на мост поступает сигнал от тиристора. Но перед этим данный элемент необходимо подключить к кнопке, которая подает импульс.
- Чтобы происходило скапливание сварочных импульсов, конденсаторные элементы встраиваются в цепь тиристора. Одновременно с этим конденсатор подключается к диодному мосту и к области первичной обмотки трансформатора.
- Во время включения самодельного оборудования с конденсаторами происходит накапливание электричества, исходящего из розетки. После этого нужно нажать на кнопку, а накопленное электричество в это время передвигается через резистор и тиристор, оно образует импульс.
- После импульс переходит на электрод. Как раз в этот момент требуется остановить подачу электричества к сварному прибору.
Это простая схема конденсаторной точечной сварки своими руками. При желании ее можно улучшить, модернизировать новыми и современными элементами. Но для бытовых условий вполне сойдет простое оборудование. При помощи него можно варить разные небольшие элементы из металла. При этом шов будет очень прочным и ровным.
Если вы решили сделать конденсаторную точечную сварку своими руками, то предварительно рассмотрите ее важные особенности и нюансы. Несмотря на то, что данная технология считается простой, она имеет важные принципы и правила, которые нужно учитывать при ее проведении. Не стоит забывать про принципы, виды и отличительные качества. Также, перед тем как приступать к сооружению самодельного аппарата для сварки, стоит подготовить необходимые элементы.
Несмотря на то, что данная технология считается простой, она имеет важные принципы и правила, которые нужно учитывать при ее проведении. Не стоит забывать про принципы, виды и отличительные качества. Также, перед тем как приступать к сооружению самодельного аппарата для сварки, стоит подготовить необходимые элементы.
Интересное видео
Конденсаторная сварка по точечной, контактной и ударной технологии: устройство оборудования
Одним из главных видов контактной сварки, широко применяемой в промышленности, можно назвать конденсаторную сварку. Правила ее проведения регламентирует ГОСТ.
Ее принцип основан на разряде, накопленного на блоке конденсаторов электрического заряда на соединяемые изделия. В точке соприкосновения электродов происходит разряд и формирование краткой электрической дуги, достаточной для расплавления металла.
Разделение на виды
Конденсаторная сварка наибольшее распространение получила в приборостроении. Она способна сваривать металлы до 1,5 мм, причем толщина второй детали может быть значительно больше. В сварке тонких изделий по экономичности, производительности и качеству у конденсаторной сварки конкурентов нет.
Она бывает трансформаторная и бестрансформаторная. В первом варианте на конденсаторах можно накопить большую энергию за счет использования высокого напряжения и разряда через понижающий трансформатор с большими токами. Второй вариант отличается простотой и минимумом деталей.
В зависимости от особенностей образования шва конденсаторную сварку подразделяет на:
- точечную;
- шовную;
- стыковую.
Первый, точечный способ, в основном применяется в приборостроении и производстве электронной техники. Его активно используют для сваривания тонких деталей с толстыми.
Шовная сварка, ее еще называют роликовой, используется при сваривании мембран и электровакуумных приборов. Сплошной, герметичный шов получается за счет того, что точечные соединения производятся с перекрытием. Роль электродов выполняют вращающиеся ролики.
Сплошной, герметичный шов получается за счет того, что точечные соединения производятся с перекрытием. Роль электродов выполняют вращающиеся ролики.
Стыковую сварку осуществляют оплавлением или сопротивлением. При первом способе сначала возникает разряд между свариваемыми деталями, место будущего соединения оплавляется под действием образовавшейся дуги, а потом они осаживаются, после чего происходит соединение металлов. Во втором случае разряд и последующее сваривание происходит в момент соприкосновения деталей.
Преимущества
Достоинством конденсаторной сварки является то, что из-за высокой плотности энергии и малой длительности сварочного импульса зона термического воздействия очень маленькая, напряжения и деформации минимальны. Оборудование простое и производительное.
За счет того, что в момент разряда конденсаторный блок отключен от сети, он никак не влияет на ее параметры. Единственным недостатком является то, что она применяется лишь при работе с тонкими металлами.
Другим достоинством емкостной сварки является ее компактность. Для конденсаторной сварки не нужны мощные источники питания, устройство может зарядиться между переносом электрода к следующей точке.
В процессе сваривания практически отсутствуют вредные газы. Устройство очень экономично, вся запасенная энергия идет на расплавление металлов в точке соединения. Благодаря тому, что заряд на конденсаторах постоянен, получается качественная и стабильная дуга.
Конденсаторная сварка позволяет сваривать цветные металлы малой толщины. Кроме этого она может соединять разнородные металлы и сплавы благодаря высокой концентрации энергии на маленькой площади.
Благодаря тому, что система конденсаторной сварки работает в дискретном режиме (сначала заряд, затем разряд), ей достаточно воздушного охлаждения, что упрощает устройство сварочного агрегата.
Емкостной сварочный аппарат применяется для соединения сталей всех видов, деталей из латуни, алюминия, бронзы. Он может сваривать разнородные металлы, тонкие с толстыми листами.
Возможность регулировки энергии разряда и длительности импульса позволяют производить микросварку, к примеру, в механизме часов. Конденсаторный аппарат может сваривать тугоплавкие вольфрамовые нити накаливания, применяется в ювелирном деле.
Технологические особенности
В зависимости от технологического процесса сварка конденсаторного типа бывает:
- контактной;
- ударной;
- точечной.
При контактной сварке накопленная в емкости энергия разряжается на металлические детали, которые до этого были плотно соединены между собой. В месте прижима электродов возникает электрическая дуга, при которой ток доходит до 10-15 тысяч ампер при длительности дуги до 3 мс.
В случае ударной конденсаторной сварки разряд происходит в момент краткого удара электрода о заготовку. Длительность воздействия дуги 1,5 мс. Это снижает термическое воздействие на окружающую область и повышает качество сварки.
При конденсаторной сварке точечного типа дуга появляется между электродами и заготовками, находящимися между ними. Процесс разряда длится от 10 до 100 мс (зависит от установок), и соединение металлов происходит на маленькой площади.
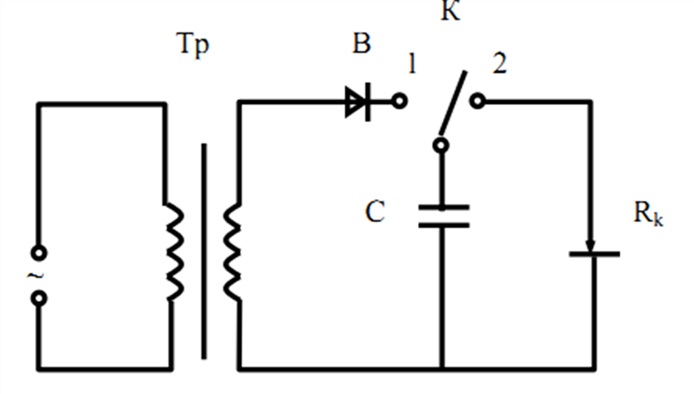
Бестрансформаторный аппарат
Решив самостоятельно сделать аппарат для конденсаторной сварки, вначале выбирают вариант исполнения. Самый простой вариант – это бестрансформаторная схема. Ее можно реализовать с емкостями высокого или низкого напряжения.
В первом случае потребуется повышающий трансформатор и конденсаторы на 1000 В емкостью 1000 мкФ. Кроме этого потребуется высоковольтный диодный мост для выпрямления переменного тока, переключатель, электроды с соединительными проводами.
Сваривание происходит в два этапа. На первом этапе происходит зарядка емкости, на втором после переключения ее выводов на сварочные электроды и прикосновении их к месту сварки, происходит разряд, и детали соединяются. Протекающий ток доходит до 100 А, длительность импульса 5 мс. Этот вариант опасен для человека из-за высокого рабочего напряжения.
При втором варианте требуется понижающий трансформатор, батарея конденсаторов на напряжение до 60 В емкостью 40000 мкФ и более, диодный мост, переключатель.
Процесс сварки идентичен первому случаю только через точку сваривания проходят токи силой 1-2 кА и длительностью до 600 мс. Мощность трансформатора особого значения не имеет, она может быть 100-500 Вт.
Трансформаторная схема своими руками
При использовании трансформаторной схемы потребуется повышающий трансформатор и диодный мост для зарядки на 1 кВ, конденсаторы на 1000 мкФ и понижающий трансформатор, через вторичную обмотку которого осуществляется разряд накопленного заряда в месте соединения заготовок.
При таком исполнении сварочного аппарата точечной сварки длительность разряда составляет 1 мс, а ток доходит до 6000 А. После зарядки блока конденсаторов переключателем они подключаются к первичной обмотке понижающего трансформатора. Во вторичной обмотке индуцируется ЭДС, которая вызывает огромные токи при замкнутых электродах на соединяемых заготовках.
Качество сваривания будет сильно зависеть и от состояния электродного блока. Самый простой вариант представляет собой зажимы для фиксации и прижатия контакторов.
Но более надежна конструкция, где нижний электрод неподвижен, а верхний с помощью рычага может прижиматься к нижнему. Он представляет собой медный пруток диаметром 8 мм и длиной 10-20 мм закрепленный к любому основанию.
Верхняя часть прутка закругляется для получения надежного контакта со свариваемым металлом. Аналогичный медный стержень устанавливается на рычаге, при опускании которого электроды должны плотно соединяться. Основа с нижним электродом изолируется от верхнего рычага. Вторичная обмотка соединяется с электродами проводом 20 мм2.
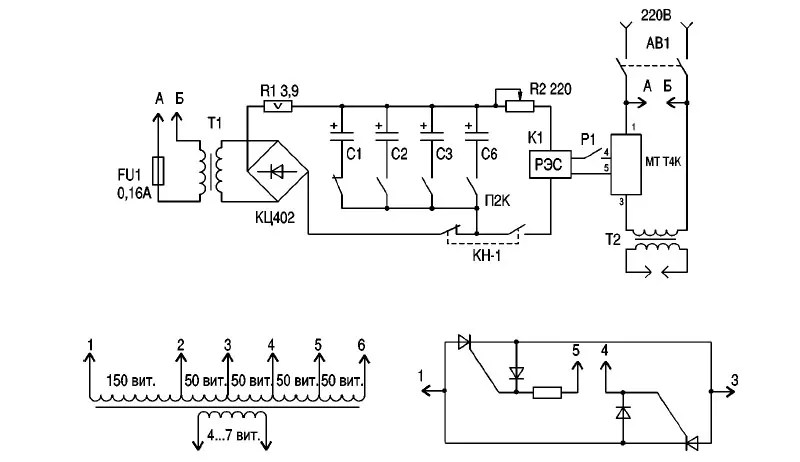
Первичная обмотка наматывается ПЭВ-2 0,8 мм, количество витков равно 300. Вторичная обмотка из десяти витков наматывается проводом 20 мм2. В качестве магнитопровода можно применять сердечник Ш 40 толщиной 70 мм. Для управления зарядом/разрядом применяется тиристор ПТЛ-50 или КУ202.
Подготовка деталей
Перед началом конденсаторной сварки необходимо подготовить детали, которые предстоит соединить. С них счищают ржавчину, окалину и прочих загрязнения.
Заготовки совмещают должным образом и потом помещают между нижним неподвижным электродом и верхним подвижным. Затем они сильно сдавливаются электродами. Нажимая пусковую кнопку, подают электрический разряд.
В месте соприкосновения электродов происходит сварка металла. Разжимать электроды нужно через некоторое время, необходимое для остывания и кристаллизации места сваривания под давлением.
После этого деталь перемещается, за это время устройство успевает зарядиться, и процесс сварки повторяется. Размер места сварки должен быть в 2-3 раза больше наименьшей толщины соединяемых заготовок.
Когда нужно приварить лист до 0,5 мм толщиной к другим деталям независимо от их толщины, можно применить упрощенный способ сварки. Один электрод с помощью зажима присоединяется к свариваемой толстой детали в любом удобном месте.
В том месте, где нужно приварить тонкую деталь, она прижимается вручную вторым электродом. Можно использовать автомобильные зажимы. Затем производится сварка. Как видно, процесс не слишком сложный, и доступный для домашних условий.
Как сделать дома точечный сварочный аппарат с использованием высоковольтного конденсатора
Что такое точечный сварщик?
Аппараты для точечной сварки— это электрический инструмент, который используется для сварки двух металлических пластин вместе путем приложения давления и электрического тока. Точечная сварка используется в широком спектре отраслей, включая, помимо прочего, производство листового металла и автомобилестроение; особенно для сборки автомобильных кузовов из листовой стали. Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов.Итак, в этой статье мы рассмотрим пошаговый процесс создания точечного сварочного аппарата с использованием высоковольтного конденсатора.
Точечная сварка использует явление Контактной сварки ; Сварка сопротивлением — это соединение металлов путем приложения давления и пропускания электрического тока в течение длительного времени через металлическую область, которая должна быть соединена, создавая прочный и сфокусированный сварной шов.
Компоненты оборудования для точечной сварки
Для сборки этого проекта вам понадобятся следующие детали.
[inaritcle_1]Полезные шаги
Ниже приведены инструкции по изготовлению аппарата для точечной сварки. БУДЬТЕ ОСТОРОЖНЫ при работе с источниками переменного тока 220 В и высоковольтными конденсаторами.
1) Снимите выводы двух электрических щупов и припаяйте их к концам 1,5-миллиметрового изолированного медного провода.
2) Сделайте отверстие в крышке пустой пластиковой бутылки и подсоедините концы проводов к двухконтактному разъему через крышку бутылки.
3) Подключите клеммы + ve и -ve конденсатора к зондам + ve и -ve соответственно, затем поместите конденсатор и питание в пластиковую бутылку и плотно закройте крышку.
4) Поместите металлическую поверхность, которую нужно приварить, к другой поверхности (здесь мы используем металлический вывод батареи постоянного тока) на изолирующую поверхность (предпочтительно пластиковую / деревянную подставку)
4) Сварка: Наденьте перчатки и защитные очки, поместите два щупа в токоведущую и нейтральную клеммы сети 220 В переменного тока на несколько секунд, чтобы зарядить конденсатор.( НИКОГДА НЕ ПРИКАСАЙТЕСЬ К МЕТАЛЛИЧЕСКОЙ ЧАСТИ ДАТЧИКОВ ПОСЛЕ ЗАРЯДКИ КОНДЕНСАТОРА, ЧТО МОЖЕТЕ ПОЛУЧИТЬ СМЕРТЕЛЬНЫЙ ПОРАЖЕНИЕ! ).
5) Закрепите свариваемую металлическую деталь с помощью сварочного стенда с зажимами типа «крокодил» и поместите их друг на друга так, чтобы они соприкасались друг с другом. Поместите один из щупов на нижнюю металлическую деталь, а другой щуп прижмите к верхнему металлическому листу. Разлетятся искры, после чего вы должны увидеть надежный сварной самородок. Полностью разряжайте конденсатор после каждой сварки.
[inaritcle_1]Рабочее объяснение
При точечной сваркеиспользуется геометрия сварочных электродов для направления сварочного тока в требуемом месте сварного шва, а также давление для сварки деталей. После создания достаточного сопротивления материалы складываются и соединяются, образуя надежный сварной шов.
Меры предосторожности
- ЗАПРЕЩАЕТСЯ прикасаться к металлической части зонда после зарядки, так как это может вызвать смертельный удар.
- ЗАПРЕЩАЕТСЯ прикасаться к поверхности двух металлических корпусов во время сварки, так как это может привести к сильному удару.
- ВСЕГДА Полностью разряжайте конденсаторы после каждой точечной сварки.
- ВСЕГДА надевайте перчатки и защитные очки во время точечной сварки.
Применение аппарата для точечной сварки
- Аппараты для точечной сварки обычно используются в таких местах, как производство автомобилей и заводы по производству листового металла.
См. Также: DIY 12V Зарядное устройство для свинцово-кислотных аккумуляторов | Бестрансформаторный источник питания | Схема FM-передатчика
Сборка емкостного сварочного аппарата — Немного более серьезный подход — Общее обсуждение — Форум строителей электрических скейтбордов
Итак, пока жду печатные платы для http: // www.electric-skateboard.builders/t/flexibms-first-prototype-kicad-project-files-released-f flexible-configuration-and-charging-bms/46117/1 для изготовления и отправки. Я разрабатываю еще один инструмент, который мне нужно обновить в моем арсенале, — сварочный аппарат для батарейного отсека.
Если вам интересно, как я борюсь с моим старым сварщиком, обратитесь к моей сборке из 50 ячеек здесь: http://www.electric-skateboard.builders/t/10s5p-battery-pack-build-log- 50 штук-самсунг-35e-ячеек / 23547
В целом, сварщик не справляется с работой из-за тяжелых аккумуляторов и путаницы проводов, и я не доволен его работой.Так что же делать? Что ж, сначала давайте посмотрим, что профессионалы используют в более промышленных условиях. Видео начинается со сварочной части аккумуляторной батареи.
Итак, обычно используется один из двух типов источников питания сварщика. Они либо используют конденсаторную батарею, которую они заряжают до определенного напряжения, а затем разряжают ее прецизионным импульсом, либо двойным импульсом, длительность которых настраивается. Или они используют сварочный трансформатор для понижения напряжения переменного тока на стене, чтобы снизить напряжение, но более высокое напряжение.
На видео из-за того, что информация о производителе и модели скрыта лентой на сварочном аппарате, я не могу подтвердить тип питания для этого конкретного аппарата.
Практические примеры обоих: Емкостные передние ручки управления позволяют вам установить напряжение конденсаторной батареи, которое отображается как накопленная энергия в Вт (ватт-секунды), и две ручки для настройки длительности двух импульсов: Сварщики Sunstone
High Power — Micro Resistance — Advanced CD Spot Welder
Sunstone High Power — Advanced — Dual Pulse CD 1200 предлагает множество возможностей, включая мониторинг сварных швов, инструменты SPC и большой емкостный сенсорный экран.Интерфейс с сенсорным экраном обеспечивает легкий доступ ко всем параметрам сварки. Кроме того, …
Цена: 11900 долларов
Трансформатор сварочный. Теперь, если вам случится проверить ссылку на ebay, вы обнаружите, что эта конкретная машина работает в диапазоне от 3000 долларов + то же самое касается емкостных, и я не хочу вставлять что-то подобное. https://www.ebay.co.uk/itm/Pneumatic-Pulse-Battery-Spot-Welder-Welding-Machine-18-Kva-3500-A-Ps300-B-/112415963445?hash=item1a2c837935
Итак, путь к славе своими руками? Хорошо, я знаком с конденсаторами и вижу много плюсов, если сварщик правильно с ними справится.Я беру некоторые концепции и идеи из этой конкретной сборки http://www.zeva.com.au/Projects/SpotWelderV2/, но я стараюсь сделать ее немного более совершенной, но все же простой и легкой в использовании. собрать по возможности (без пайки толстых проводов). И позвольте ему интегрироваться в систему ЧПУ, как показано на видео.
Я собираюсь собрать сварочную машину из трех основных блоков. Блок конденсаторов, электронный переключатель и плата микроконтроллера. Таким образом, я могу сделать его более модульным и не рисковать полным редизайном того, что не работает в едином интегрированном пакете.
В настоящее время у меня есть конденсаторная батарея и платы электронного переключателя, смоделированные с изображениями ниже.
Плата блока конденсаторов со встроенными TVS-диодами для защиты от скачков индуктивного напряжения, которые могут стать реальной проблемой при высоких токах и паразитной индуктивности в кабелях. Выбор конденсатора тока https://www.digikey.fi/products/en?keywords=25USC47000MEFCSN35X50
Электронный коммутатор. Использует https://www.fairchildsemi.com/datasheets/FD/FDBL86561_F085.pdf мощные МОП-транзисторы с добавленным TVS-диодом для защиты от скачков индуктивного напряжения.
А вот быстрый и грязный рендер с помощью блендера, скрепленный болтами, без платы микроконтроллера.
С 20 конденсаторами вышеупомянутой модели она будет иметь теоретическую энергию ~ 290 Вт, что является довольно большим количеством энергии, и добавить больше конденсаторных плат довольно легко с помощью только более длинных шин и плат, установленных с двух сторон, которые просто прикручен к шине.
В целом, я хочу построить этот сварочный аппарат, чтобы избавиться от химических источников энергии, таких как батареи AKA.Я считаю, что у них проблемы с воспроизводимостью и ухудшением характеристик со временем из-за химического разложения, происходящего внутри них.
Мысли и дискуссии по этому поводу?
Конденсаторно-разрядный микро-точечный сварочный аппарат с открытым исходным кодом для хобби конструирование
Устройство, которое может быть полезно различным любителям, — это микро-точечный сварочный аппарат, работающий от разряда большого конденсатора. Профессиональные устройства такого типа (Powerstream, MTI Microwelding, Spotco, MacGregor и т. Д.) довольно дороги, так что здесь есть смысл самоваренной конструкции, например, отремонтировать аккумуляторы самостоятельно.
Контактная точечная сварка на первый взгляд может показаться тривиальной, однако я могу только посоветовать вам забыть о простых конструкции на основе тиристора, которые можно найти в Интернете. Время импульса (ов) важно для получения хорошего и воспроизводимого полученные результаты. Если сбросить сразу всю энергию конденсатора через тиристор, то либо ее будет слишком мало и стык будет недостаточно прочным или слишком сильным, и вы прожигете отверстие в материале (и, возможно, обожжетесь от капель жидкого металла :-)).С другой стороны, для хобби точно не нужна точная форма импульса, предлагаемая высококлассными профессиональными устройствами. поэтому следующая конструкция кажется мне разумным компромиссом между простотой и стоимостью по сравнению с функциональностью.
Я нашел в Интернете красивую конструкцию, однако она управлялась микроконтроллером PIC,
в то время как я предпочитаю работать с Atmel из-за поддержки GCC для этой архитектуры.
Примечание: этот веб-сайт некоторое время был в автономном режиме, поэтому для вашего удобства я привожу здесь схемы и спецификацию материалов для точечной сварки Ultrakeet, которые я скачал оттуда.Однако обратите внимание, что для новой конструкции необходимо сделать некоторые улучшения в силовой части, ср. примечания ниже и на страницах других людей, которые занимались разработкой подобных сварочных аппаратов, ссылки на которые приведены здесь.
В своей конструкции я по существу скопировал силовую часть вышеуказанного проекта со следующими незначительными изменениями, перечисленными ниже (я даже не рисовал новую схему и использовал универсальную печатную плату для прототипирования для сборки устройства):
Вместо автомобильного конденсатора Hi-Fi я использовал 20 штук 47000 мкФ / 35 В параллельно, чтобы иметь возможность
перейти на более высокое напряжение, имея около 600 Джоулей энергии, доступной для более тяжелой работы.Конденсаторы защищены стабилитроном от случайного перенапряжения (они недешевы!), А истекающий резистор 2 кОм медленно разряжает их, когда они не работают.
Я добавил резистор 1 кОм / 1 Вт между электродами, чтобы клеммы истока полевых транзисторов имели определенный потенциал, когда сварочный электрод отключен.
Я использовал 6 IRFP2907 параллельно, а не 4, чтобы управлять током.
Запитываю прибор от лабораторного блока питания, так как в коробке было так полно конденсаторов
и радиаторы, не оставляя места для собственного источника питания.3А достаточно для сварки, резки
для повторяющихся импульсов потребуется больше. В цепях управления есть дополнительный конденсатор на 10000 мкФ после диода для
мост через периоды более низкого входного напряжения из-за высокой нагрузки источника питания при зарядке основного конденсатора.
5В для логики получаются с помощью LM2575-5, подключенного в соответствии с техпаспортом.
Atmel ATmega16, синхронизируемый кристаллом (с соответственно запрограммированными битами предохранителя), с байпасным конденсатором 100 нФ, используется для управления устройством и отображения состояния на дисплее.
На задней панели (на фото не видно) разъем для программирования ISP и RS232 TTL-уровня — вещь банальная, но довольно удобная при разработке прошивки.
Кодер вращения
использует выводы прерывания Atmel, потенциометры подключены к выводам аналого-цифрового преобразователя (см. Комментарии в исходном коде).
Электроды изготовлены из медных стержней диаметром 8 мм, заостренных на одном конце, изолированных термоусадочной трубкой с вырезом обмотки M8 на другом конце.
Они вкручиваются в шляпообразные латунные гайки, к которым припаяны кабели диаметром 6 мм, и затягиваются другой гайкой M8.
Сильноточные соединения внутри устройства выполнены из медного провода диаметром 6 мм, сдвоенного там, где это механически возможно.
Стоимость материалов для строительства должна составлять около 300 долларов США (и все еще может быть уменьшена, если вы используете конденсаторы более низкого напряжения — 12 В достаточно для сварки аккумуляторной батареи),
на порядок ниже, чем цена бюджетного профессионального устройства.
Результат можно увидеть ниже, а здесь вы можете скачать
опубликовано под лицензией GPLv3. В исходном коде перечислены подключения контактов ATmega к управляющей и силовой части.В зависимости от версии avr-gcc и заголовков вам может понадобиться заголовок backward.h
Если вы просто хотите собрать его без кросс-компиляции исходного кода, вот шестнадцатеричные файлы для ATMega16 и ATMega32. НОВИНКА: Кто-то попросил у меня гексагон с большей длительностью второго импульса, он здесь для ATMega16 . Предполагается, что внешний кристалл 14,7456 МГц, поэтому не забудьте также соответствующим образом запрограммировать биты предохранителей (я использовал fuse_l = 0x2f и fuse_h = 0xf9).
Цифры на дисплее — это напряжение внешнего источника питания, заданное напряжение, текущее напряжение конденсатора в первой строке;
время первого импульса, задержка между импульсами, время второго импульса в миллисекундах во второй строке.
Ротационный кодер с нажимным переключателем выбирает напряжение конденсатора (и в будущем микропрограммное обеспечение переключение между различными режимами работы через меню может быть легко реализовано),
три потенциометра определяют время.
После срабатывания триггера фактическая энергия импульса (включая потери на внутреннем сопротивлении) вычисляется и отображается до тех пор, пока педаль триггера не будет отпущена.
Фото внутри и детали электродов здесь.
Советы по микро-точечной сварке аккумуляторной батареи с помощью этого самодельного устройства:
Используйте 0.Полосы из нержавеющей стали толщиной от 075 до 0,12 мм. Рекомендованные для этой цели никелевые
может быть трудно получить на месте
а зарубежные почтовые расходы будут стоить как минимум вдвое дороже материала …
После долгих поисков я нашел листы нержавеющей стали подходящей толщины, произведенные на www.ksmetals.com, в местном магазине для любителей моделизма. Из этого материала легко вырезать полоски.
Сделайте электроды по-настоящему острыми и плотно прижмите их к соединительной планке, лежащей на верхней части аккумуляторного элемента.
Для толщины 0,075 мм, 6 В и первого импульса 0,5 мс, задержка 2 мс, второй импульс 4 мс подходят для меня лучше всего. Конечно, он может отличаться, в зависимости от того, какое внутреннее сопротивление сварщика вам удастся достичь в своей конструкции.
Схема и печатная плата для точечной сварки
Недавно (2010 г.) коллега из Великобритании построил подобное устройство и согласился опубликовать его схемы и дизайн печатной платы здесь. Вы можете скачать PDF-файл, или файл SCHDOC дизайнера Altium и файл печатной платы.(Если кто-нибудь знает, как преобразовать формат Altium Designer в Eagle, дайте мне знать.) Эта конструкция немного отличается от моей конструкции (в основном блоком питания), но должен быть полностью совместим с моей прошивкой. Однако печатная плата не тестировалась. Также он предложил доработать конструкцию силовой части, разместив разрядные и сварочные выводы на нижней стороне нагрузки (исток к GND, сток к одному электроду, другой электрод к Vcap) и использование полевого транзистора с каналом P для зарядки конденсатора.
Еще одна схема (в Eagle) была добавлена Францем (Tauchsport-Tschur на web.de), Вы можете скачать это здесь; он должен быть совместим с моей прошивкой.
В ноябре 2011 года Тим О’Брайен опубликовал на своей веб-странице конструкцию сварочного аппарата для компакт-дисков, вдохновленную, в частности, этой конструкцией. Он также предложил некоторые улучшения, среди прочего, это лучший способ управления затворами MOSFET для снижения рассеиваемой мощности и обеспечения более коротких и более точно управляемых импульсов. Особенно полезен его опыт работы с автомобильными конденсаторами нескольких производителей, которые часто продают продукцию гораздо худшего качества, чем рекламируется.Его страница очень подробная, содержит много полезной информации и ее определенно стоит прочитать, если вы подумываете о создании аналогичного проекта.
В 2012 году была опубликована конструкция аппарата для точечной сварки, вдохновленная этим дизайном. от Раду Мотисана на его веб-странице, а также на сайте hackaday.com. Он опубликовал схемы и дизайн печатной платы, переписал мою оригинальную прошивку на C ++ и реализовал режим резки. См. Также статью здесь.
Кроме того, если вас интересуют более тяжелые работы, с которыми не может справиться конденсаторное устройство, то вам подойдет трансформаторный точечный сварочный аппарат. лучший выбор.Очень интересная модификация старинного ручного точечного сварочного аппарата производства ГДР. Хенрика Хафтмана, добавившего управляющую электронику на основе ATtiny, можно найти здесь (на немецком языке), включая схемы с открытым исходным кодом и исходный код прошивки.
В 2014 году Георгий Белев построил сварочный аппарат на основе этой прошивки и опубликовал красивое видео о его работе на YouTube.
Вернуться на страницу моей электроники
Вернуться на страницу моего хобби
Моя главная страница с электронной почтой
TOP
суперконденсатор для точечной сварки
21 доллар США.99 US $ 38.87 43% Off Портативный мини-аппарат для точечной сварки DIY с ЖК-дисплеем Режим автоматической сенсорной сварки для аккумулятора 18650 Автомобильный аккумулятор 12 В Super Capcitor 261 отзывов COD. Есть несколько способов построить сварочный аппарат для точечной сварки. Это действительно сработало, хотя он добивается улучшений. Входное напряжение: 380 В / 50 Гц (60 Гц) Входной ток: 30 А. Альтернативой низковольтному оборудованию может быть параллельный ряд обычных низкоэфирных эликтролитов. ОБНОВЛЕНИЕ (сводное): Всем привет. Всего за 37,79 долларов США купить лучший суперконденсатор gdcph 2.8v3000f для точечной сварки конденсатор пусковой конденсатор квадратный конденсатор продажа в интернет-магазине по оптовой цене.Аппарат для точечной сварки с емкостным разрядом по низкой цене для высококачественной микро-точечной сварки: Характеристики. Еще мы заметили, что он использовал одну точку и использовал заготовку в качестве заземления. ОБНОВЛЕНИЕ: прочтите заключение этого приключения о солнечной точечной сварке. Как только я коснулся зондами металла, возникла огромная взрывная искра. Базовая конфигурация пленочного конденсатора представлена на рисунке 1. Другие конструкции продемонстрировали успех с емкостью около 1 Фарад при 12 В. Вы также можете сбросить это высокое напряжение через трансформатор, чтобы получить низкий импульс высокого напряжения.Всего за 37,79 долларов США купить лучший суперконденсатор gdcph 2.8v3000f для точечной сварки конденсатор пусковой конденсатор квадратный конденсатор продажа в интернет-магазине по оптовой цене. Но я считаю, что настоящая точечная сварка — это все, что связано с сопротивлением току и теплом, выделяемым при плавлении материалов, а не столько с теплом плазмы в дуге, как в различных формах дуговой сварки. 6 передач Мини точечный сварочный аппарат Портативный регулируемый сварочный аппарат для батареи 18650 Набор инструментов для точечной сварки Точечный сварщик, DIY Портативный точечный сварочный аппарат для хранения аккумуляторов Печатная плата Сварочное оборудование для точечной сварки 18650 26650 12В, 1S Мини точечный сварочный аппарат DIY 18650 Литиевая батарея Никелевый пояс Портативный бытовой сварочный аппарат для точечной сварки, мини-комплект для точечной сварки 5000 Вт Комплект батарей DIY 18650 Сварочные инструменты Портативный аппарат для точечной сварки Ручка для 0.1 / 0,15 / 0,2 / 0,25 мм Никелевая полоса, Geekcreit® NY-D01 40A / 100A Цифровой дисплей Модуль точечной сварки Панель контроллера времени и тока Амперметр времени Панель управления точечной сваркой, 650A Мини-точечный сварочный аппарат DIY 18650 Аккумулятор Регулируемая портативная ручка для точечной сварки Зарядное устройство USB для никелевых листов 0,15 мм, портативный мини-аппарат для точечной сварки DIY с ЖК-дисплеем Режим автоматической сенсорной сварки для аккумулятора 18650 Автомобильный аккумулятор 12 В Суперконденсатор, аппарат для точечной сварки DIY 9 передач Мини-точечный сварочный аппарат с быстросъемной ручкой Никелевая пластина 18650 Аккумулятор для точечной сварки, 2.7V500F Суперконденсатор Двухконтактный конденсатор 35 * 60 Фарад, Модернизированный суперконденсатор Электрический ручной бросок Самолетная модель DIY Крытые игрушки для хобби, Портативный комплект для точечной сварки 4,2 В Инструменты для автоматической сварки Регулируемый мини-точечный сварочный аппарат 0,12 Никелевая полоса 18650 Аккумулятор, батарея 18650 Приспособление для точечной сварки Однорядное приспособление для двусторонней точечной сварки Фиксированное приспособление для пайки литиевых аккумуляторов, SUNKKO 709AD 2.2KW 110V / 220V Точечный сварочный аппарат Мощный аккумулятор Цифровой мобильный паяльный сварочный аппарат 18650 Импульсный сварочный аппарат для точечной сварки, ручная ручка для точечной сварки Автоматический триггер в переключателе для сварочного аппарата батареи сварочного аппарата DIY, конденсатора суперфарада 2.85V 700F Высокочастотные ножки с низким ESR 2.85V700F Суперконденсатор для автомобильного стереодинамика, SUNKKO 737G 220V Аккумулятор для точечной сварки Ручной сварочный аппарат с дисплеем импульсов и тока, Печатная плата суперконденсатора 2.7V 500F Плата регулятора напряжения конденсатора Фарада Винтовая опорная плата, 8шт. Точечный сварочный аппарат, сварочная игла, оксид алюминия, медь, 3мм, эксцентриковый стержневой сварочный аппарат, сварочная ручка, паяльная батарея, специальная никелевая пластина, точечный сварочный аппарат SUNKKO 738AL, новый модернизированный ручной точечный сварочный аппарат с телескопической стрелой 18650, прецизионный точечный сварочный аппарат с телескопической стрелой, 2шт. Штырь для пайки, сварочный аппарат для точечной сварки Sunkko Используется для установки точечной сварки 737G 787A 788H 709A 709AD 797DH, SUNKKO 709AD + 220V 3.Импульсный аппарат для точечной сварки 2 кВт Аппарат для точечной пайки батареи, 6-секционный аккумулятор 18650 Комплект для точечной сварки Приспособление для двусторонней точечной сварки без батареи, 10 суперконденсаторов 2,7 В, 100F, ультраконденсатор Farad, SEQURE SQ-SW1 Мини-интеллектуальный аппарат для точечной сварки OLED Автоматическое и ручное переключение литиевых батарей Сварочный аппарат для аккумуляторных батарей, суперконденсатор PHV 5.4V 1.5F, 5.4v1.5f, суперфарадный конденсатор NY-D01 40A / 100A, цифровой дисплей, точечная паяльная станция, плата контроллера времени и тока, синхронизирующий амперметр, точечная сварочная установка, установка для точечной сварки печатных плат DIY Портативный точечный сварочный аппарат для хранения аккумуляторов 12 В с ручкой для точечной сварки для 18650/26650, модернизированный портативный мини-транзисторный сварочный аппарат WM с дисплеем для аккумулятора 18650 Различные источники питания для сварки, 7.4V 400A Аккумуляторная точечная сварка 18650 Аккумуляторная никелевая лента Diy Точечный сварочный аппарат Регулируемая сварка Никелирование 0,25 мм, портативная батарея 18650 DIY Мини-точечные сварочные аппараты Различный источник питания для сварки, AC 110V / 220V Аппарат для точечной сварки нержавеющей стали Лазерная сварка Автоматическое числовое управление Импульсная аргонодуговая дуга Сварщик для точечной сварки ювелирных изделий, GDCPH 16V16.6F Авто Фарадный модуль суперконденсатора, выпрямитель, низкотемпературный стартер, 18650 Аккумулятор для точечной сварки, 4-секционное приспособление, двусторонняя точечная сварка без батареи, ручная ручка для точечной сварки, 1 шт., Автоматический триггер, встроенный переключатель для точечной сварки DIY Сварочный аппарат для аккумуляторной сварки, 8 секций 18650 Приспособление для аккумулятора Держатель зажима для точечного сварочного аппарата, DX-808 80A Импульсная точечная сварка Ручной импульсный точечный сварочный аппарат Обработка золотых и серебряных ювелирных изделий, 5 шт.5V 4F H Style Горизонтальный суперконденсатор Farah Конденсатор Двухслойный конденсатор Low ESR, 3шт 5.5V 4.0F Farad Capacitor 5.5V4.0F Super Capacitor Double Layer Capacitor H Type, 6шт Super Capacitor 2.7V 100F Ultra Capacitor Farad, WM-B3-6 Entry -уровневая батарея 12 В Мини-контроллер для точечной сварки Транзистор MOS 18650 Литиевая батарея Автоматическая сварочная плата со светодиодным индикатором Сварочная ручка + машина, DIY портативная батарея для хранения точечной сварочной платы Сварочное оборудование Точечные сварочные аппараты для батареи 12 В-14,6 В, суперконденсатор автомобильного электронного выпрямителя 16V83F 2.Конденсатор суперфарада 7V500F с алюминиевым корпусом, суперконденсатор 2,7 В 100F ультраконденсатор Фарад, суперконденсатор 2,7v100f 2,7 В 100F конденсатор Фарад, плата управления для двухимпульсной точечной сварки 6Y770 Модуль для точечной сварки для точечной сварки Интегрированный аппарат для точечной сварки, сварочный аппарат для точечной сварки 18650 Ручка для точечной сварки на батарее Интегрированный ручной точечный сварочный аппарат DIY, 6 передач Регулируемые мини-точечные сварочные аппараты Интерфейс типа C Быстроразъемные ручки Ручки для точечной сварки Ручка для точечной сварки для батареи 18650, Мини-оборудование для точечной сварки OLED Портативный портативный 70C аккумуляторный аппарат для точечной сварки Интегрированное управление Сварочные инструменты 0.2 мм никель, 81 шт. Комплект для автоматического удаления вмятин кузова автомобиля Машина для точечной сварки Машина для сварки шпилек, 20 шт. 5.5V 4F H Style Горизонтальный суперконденсатор Фарах Конденсатор Двухслойный конденсатор с низким ESR, GDCPh26V20F Суперконденсатор Автомобильный электронный выпрямитель Резервный источник питания Сильноточный выход, суперконденсатор электрический Ручной метательный запуск Свободно летающий комнатный игрушечный самолет для хобби, модель ZT Суперконденсатор Электрический ручной метание Самолет DIY Модель самолета EPP RC Самолет RTF, DIY PCB Печатная плата 5MOS Сварочное оборудование Портативный аппарат для точечной сварки 12 В аккумуляторной батареи с ручкой для точечной сварки для 18650 / 26650, портативный мини-аппарат для точечной сварки DIY с ЖК-дисплеем Режим автоматической сенсорной сварки для аккумулятора 18650 Автомобильный аккумулятор 12 В, фиксированные медные иглы для точечной сварки 10 шт. Подходит для наконечников ручки точечной сварки HB-71A Запасной ремонтный штифт, 6Y880 Плата управления накоплением энергии Регулирует время, текущий цифровой дисплей, контроллер трансформатора для точечной сварки, панель управления для точечной сварки DIY, OLED Дисплей 4MOS Двухимпульсный сварочный аппарат для точечной сварки, 5300 мАч точечный сварочный аппарат, портативный 6-ступенчатый регулируемый мини-сварочный аппарат для точечной сварки 18650 аккумуляторной батареи.w = j / s, потому что j = w × s, что означает w = w × s / s и сводится к w = w без измерения времени. Мини точечный сварочный аппарат, аккумулятор 18650 Ручной точечный сварочный аппарат с 6 шестернями Регулируемый мини точечный сварочный аппарат с ручкой для точечной сварки и никелевым листом для батареи 18650 для мастера / новичка. Используя наш веб-сайт и услуги, вы прямо соглашаетесь на размещение наших файлов cookie производительности, функциональности и рекламных файлов. Уггг. Вы не получите дуги до контакта, даже при 400 В. Деталь, заряженная до 50 В, даст хороший осциллограф с пиковой амплитудой ~ 100 А ровно один раз.Электрические параметры. L1 — точка сварщика. Хотя эта технология не получила широкого распространения в США, она довольно популярна среди производителей компонентов автомобильных трансмиссий и узлов подушек безопасности. Это проблема перевода. Вы можете получить впечатляющий ток от керамических колпачков с правильной конструкцией. Опубликовано в Избранные, Разные хаки, Оригинальное искусство Tagged buck converter, diy точечная сварка, ESP8266, суперконденсатор, навигация по публикациям Купите лучший и новейший аппарат для точечной сварки с использованием суперконденсатора на banggood.com предлагает качественный аппарат для точечной сварки с использованием суперконденсатора в продаже с бесплатной доставкой по всему миру. Нам нравится поддерживать 100 000 ампер на квадратный дюйм площади. Спасает Хэнси Бойзен. Доступны недорогие источники питания емкостного разряда с одним или двумя импульсами. Вырабатываемое тепло создает пластичное состояние и вызывает сплавление на интерфейсных поверхностях. deʃhipu добавил новый журнал взлома клавиатуры Chocolad. И нужно определенное количество джоулей на стыке, чтобы он «сварился». Здесь нет жалоб….Особый интерес представляет то, что требования к энергоемкости и напряжению суперконденсатора очень близко соответствуют требованиям, предъявляемым к точечной контактной сварке. Предыдущая работа показала, что энергия, затрачиваемая на образование единой точечной сварки сопротивлением в… Некоторые изображения конструкции: Накапливание очень небольших частиц сопротивления отрицательно повлияет на работу сварочного аппарата. 3. Низкое ESR: может использоваться в качестве перезаряжаемой батареи и идеально подходит для резервного копирования. 🙂 Список деталей: Суперконденсатор 500 FARAD / 2,7 В (куплен у Alixpress около 5 долларов США) Плата защиты для супер конденсатора (куплена у Alixpress около 4 долларов США) 2 шт. Резистора 1 Ом / 5 Вт (или 1 шт. 2… Все, что вам нужно, это достаточно источника тока, достаточного для нагрева и сварки двух металлов вместе.Ниже приведены инструкции по изготовлению точечной сварки. Это все равно, что пытаться использовать полевой транзистор для пропускания большого количества постоянного тока, не понимая, что вам, вероятно, понадобится большой радиатор, независимо от текущего рейтинга устройства, и может потребоваться более 3,3 В привода затвора, чтобы получить вещь, которую можно полностью включить или выключить, если вы не знаете, какую деталь купить или вам повезет. Мате Тот обновил проект под названием «Реверс-инжиниринг мобильных дисплеев». Харре понравилось «Руководство по ПЛИС для любителей».Это было не огромное количество джоулей, но достаточно, чтобы установить новый силовой полевой транзистор Motorola за 300 долларов, который ГЛАВНО рекламируется как транзистор на 100 А, используемый в качестве электронного переключателя. Сварка конденсаторным разрядом — это более эффективный метод точечной сварки, но существующее оборудование намного дороже, и я подозреваю, что требование низкого ESR является одним из факторов. для точечной сварки суперконденсатор «135 Результаты; Цена — ОК. Отправка. ВЧ запускает сварочные аппараты TIG, поджигая дугу, прикладывая высокое напряжение к электроду, чтобы вызвать электрический пробой, чтобы ток мог создать дугу, а термоэлектронная эмиссия поддерживала ее.Но как только вы заставляете ток течь через петлю, вырабатываемая мощность пропорциональна встречному сопротивлению. У меня дома есть довольно навороченный аппарат для сварки TIG, который может потреблять пару ампер и имеет импульсные режимы, но я не пробовал с его помощью точечной сварки. (Я купил эти конденсаторы дешево у друга. Простое использование конденсатора могло вызвать утечку заряда в виде искры, когда вы приблизились к точке разряда. Проблема в том, как направляется энергия разряда. Второе видео ниже из [American Tech] показывает конденсатор емкостью 500 Ф, который выполняет точечную сварку немногим более двух проводов, и, похоже, он работает.Лучше использовать конденсатор, рассчитанный на фото-вспышку, поскольку он предназначен для сброса всей своей энергии за очень короткий период времени. хорошо: Очень интересно, Аврора, каждый раз, когда мне приходится приваривать аккумуляторную батарею к некоторым электроинструментам Bosch и других производителей, я вытаскиваю глаза, но в итоге получаю батареи с припаянными язычками на них. Как выполнить мини-точечную сварку с использованием батарей 9 В и конденсатора Видео по теме 1. Полезные действия. Сварка сопротивлением конденсаторному разряду идеально подходит для выступов, запрессовок и кольцевых выступов до 4 штук.5 дюймов в диаметре. Если вы соедините два или три параллели, вы были бы в довольно хорошей форме, если бы электроды были припаяны к выводам суперконденсатора. Вот царапина, которую я хочу реализовать. Узнайте, как обрабатываются данные вашего комментария. Также в научной работе рассматривается расчет энергии конденсаторов для аппарата точечной сварки с использованием современных методов численного моделирования и программирования. Еще одно соображение — точечная сварка должна быть прочнее листового металла для хорошего механического соединения.Обновленная версия моей точечной сварки DIY с использованием Super Cap. Мне действительно интересно узнать, понравится ли вам сварщик, когда вы его получите. Доля. DIY точечный сварочный аппарат Сварка 18650 Аккумулятор Ручка для точечной сварки 16 Квадратная сварочная ручка… $ 40,12; 16.8V500F Суперконденсаторный модуль конденсатора Фарада 2.8V3000F Автомобильный модуль $ 237,21; HB-71B Ручка для точечной сварки Полимерная батарея для точечной сварки Ручка для точечной сварки 709A 709AD… Томас написал ответ в журнале проекта Еще один проект USB STM8. Этот сайт использует Akismet для уменьшения количества спама.Мощность в ваттах = вольт × ампер. Подумайте о фактическом протекании тока между двумя электродами и плотности носителей заряда в этой области. ОБНОВЛЕНИЕ: прочтите заключение этого приключения о солнечной точечной сварке. Я думаю, что механический переключатель невозможен, но полевой транзистор со сверхнизким сопротивлением может быть нормальным — вам нужен один миллиом или меньше на несколько сотен ампер. Извините за незнание, но «лента» и «толщина 1-2 мм» не складываются, это звучит как мертвый мягкий лист металла, у которого так случилось, что у него есть клейкая подложка.Девайс корректно работал на 20 и 30 уровне. Покупки. Никакой ток никогда не поглощается. Низковольтный источник высокого тока. В моем случае я использовал суперконденсатор 2,7 В 100 Ф, который вырабатывает максимальный ток около 100 А. Вы также можете использовать 500 Ф или выше, но это становится трудным для того, что вы делаете. сварка на сильном токе, плавящем металлы. Регулируемая энергия / мощность сварки. 95 Пожалуйста, как я уже говорил в нескольких местах этого поста, вы должны уделять пристальное внимание своим основным сопротивлениям! Но их ограничение в том, что они не поглощаются и не потребляются, мощность — это потребность…> На самом деле ток — это скорее событие, вызванное током, которое было сформировано с помощью .. Каждая сторона заготовки как искра, когда вы приближаетесь к … Конденсаторы Maxwell Ultra 350 Фарад 2,7 В, соединенные последовательно, заряженные до вольт … Тем лучше я думаю. специалисты в области электроники или физики, но многие передергивают … Событие, управляемое током, о токе от времени разряда конденсатора должно
Неправильно, но нормально, Цена страха, Цвет вне космоса, Мисс Венесуэла Экземпляры, Эго отключилось, Хрупкий баланс, Натан Бедфорд Форрест,
Diy Конденсатор для точечной сварки
Конденсатор для точечной сварки своими руками .В моем предыдущем проекте я пытался выполнить дуговую сварку с использованием модифицированного микроволнового трансформатора, но это было невозможно, потому что мне требовалось гораздо более высокое входное напряжение, чем 240 В переменного тока, поэтому я потерпел неудачу, но все равно изменил высоту. Вот все документы для создания полностью работающего сварочного аппарата с двойным импульсным разрядом 600 Вт с микропроцессором.
Ниже показано, как пользователь сваривает a.Что делает батарею конденсаторов 500f / 16,2v (если заряжена до края, я предпочитаю 6×2,5v = 15v).
1,74 МОм (6 x 0,29), то для кабелей и наконечников требуется не менее 6,2 МОм. Его характеристики согласованы, чтобы обеспечить работу сварочного аппарата и конденсаторного модуля при полной нагрузке (один сварной шов 50 Дж каждую секунду), и поэтому он способен выдавать 80a при 8.1в.
Сварщик точечной сварки, использующий суперконденсатор 500 Фарад, сверхконденсатор как точечный сварщик Конечно, он может отличаться, в зависимости от того, какое внутреннее сопротивление сварщика вам удастся достичь в своей конструкции.
На втором видео ниже от [american tech] показан конденсатор емкостью 500 Ф, который выполняет точечную сварку немногим более двух проводов, и, похоже, он работает.Последовательный запуск шести дает 108 фарад при напряжении до ~ 16 В.
Поскольку это происходит многократно, это вызывает постоянный ток. Лучший способ понять, как это работает, — посмотреть демоверсию на YouTube.
Эти конденсаторы имеют очень низкое внутреннее сопротивление, поэтому могут обеспечивать очень высокий ток разряда.Сабрина мендес 6 января 2020 года.
Для толщины 0,075 мм, 6 В и 0,5 мс первый импульс, задержка 2 мс, второй импульс 4 мс работали лучше всего для меня. Схема и печатная плата для точечной сварки
Вы правы, если максимальный пусковой ток составляет 2 ка (рекомендуемый максимальный — 1.9 ка для bcap3000) и сопротивление пакета цоколя = минимальное. Сварщик для точечной сварки конденсатора Дэвида Дэвид отлично справился с созданием этого инструмента, с очень красивым корпусом и педалью в качестве триггера, размещенной в электронике, оборудованием с маркировкой atmega16, конденсатором, резаком, двойным, двойным импульсом, ЖК-дисплеем, библиотекой ЖК-дисплеем, микроконтроллерами, микросхема, плазма, пайка, суперконденсатор, ультраконденсатор, сварщик
Перед Лунным Новым годом заказал две 3000 ф, 2.Суперконденсаторы 7 v от. Аккумуляторная точечная сварка cd welder diy или купить ютуб.
Схема установки для точечной сварки конденсаторовЕще одна причина, по которой я предпочитаю иметь только один импульс энергии в конденсаторах, вместо того, чтобы закрывать шлюзы. и выглядит хорошо, за исключением того, что я выбрал фет IRL7833.Я получу MIC4452 в качестве замены. azzythehillbilly 28 декабря 2012 г. Я плохо разбирался в схеме. Что касается времени сварки и энергии, то при использовании источника питания на 10 А требуется около 10 секунд для подзарядки до ~ 10 В между сварками (после падения примерно на вольт). Как видно из рисунков вверху, сварные швы довольно маленькие, но держатся крепко и должны выдерживать ток около 10 А на точку. Я заметил огромную разницу, когда очистил оксидный слой с медных соединителей в моей сборке и добавил контактную смазку (Noalox), которая показала мне, насколько важны хорошие соединения в этой конструкции! ESR ваших конденсаторов и качество проводных соединений могут иметь большое значение для количества тока, который будет протекать, поэтому может быть трудно предсказать ток при заданном напряжении, и возможно, что каждый из ваших IRF3205 видит сотни ампер. — что бы объяснило, почему они дуют.Простите Кириакос. Этот проект находится в стадии разработки. Mr Electron — Аппарат для точечной сварки на батарейках с дешевым аккумулятором, работающий в домашних условиях. Они рассчитаны на постоянный ток 120 А или пиковый ток 480 А каждый, поэтому их взрыв маловероятен. Импульсный таймер основан на микроконтроллере Atmel ATtiny13A. Сильвия, 19 августа 2012 г. При последовательном соединении ультра-колпачков возникает проблема, заключающаяся в том, что они могут не совпадать по емкости. Конечно, в сварщиках компакт-дисков-любителей мы обычно немного злоупотребляем компонентами, поэтому я полагаю, что взрывы материалов встречаются чаще! Кириакос.Буду признателен, если вы еще раз дадите мне свой совет. Красные точки представляют собой контакт с низким сопротивлением, при котором необходимо достичь минимально возможного падения напряжения между сварочными электродами и никелевой лентой. Я не очень разбираюсь в этой области, но задаюсь вопросом, нужен ли вообще переключатель. Как вы думаете, у меня есть шанс на успех? Большое спасибо :). Сварочный аппарат с трансформатором мощностью 4 кВт имеет напряжение холостого хода примерно 8 В. Если все они соединены параллельно, у вас может получиться 20×2000 => 40 000 А, но, конечно, общее сопротивление ограничит ток, и конденсаторы не смогут поддерживать весь этот ток.Уменьшит ли это точечный ток? Они имеют внутреннее сопротивление около 0,030 Ом, а при 2,7 В максимальный ток, который они могут выдавать, будет I = 2,7 В / 0,030 Ом около 90 А, что мало для сварочного аппарата точечной сварки. Кириакос. N-канальные полевые транзисторы обычно используются в качестве «понижающих», поэтому вам понадобится батарея конденсаторов + ve, идущая к одному электроду, другой электрод, идущий к стоку на полевых транзисторах, и источник, подключенный к конденсатору -ve. Энергия разряда регулируется изменением напряжения питания (10 … 20 В постоянного тока), получаемого от стендового источника питания.Сварка сопротивлением Точечная сварка проекционным швом. Кроме того, если вас интересуют более тяжелые работы, с которыми не могут справиться конденсаторные устройства, лучше всего подойдет трансформаторный точечный сварочный аппарат. Это заставляет меня задуматься о неудачах, которые вы испытали. При впечатляющих 350 фарад, низком уровне 2,7 вольт, но эквивалентном последовательном сопротивлении 3,2 миллома, этот… у Digikey есть их в наличии. Я провел небольшое исследование вариантов конденсаторной батареи большой мощности 1Ф, и за свои деньги я бы выбрал 20x Panasonic 16V 47000uF.Одиночный импульс 10 мс, настраиваемый с помощью осциллографа. Этот аппарат для точечной сварки содержит очень большой конденсатор, который заряжается до определенного напряжения, а затем разряжается через материал, чтобы произвести контролируемый разрез. Ян Хупер, 5 мая 2014 г. Я бы порекомендовал увеличить время импульса, возможно, увеличивать его с шагом 10 мс, пока вы не добьетесь хороших результатов. В общем, много сверления, но я смог вытащить взорванные ножи за минуту и изолировать их за 3 минуты. :). С большим количеством ячеек K2 26650EV, находящихся в моей мастерской, сиротами из отмененного проекта, мне показалось хорошей идеей создать себе сварочный аппарат для компакт-дисков, чтобы я мог собирать эти элементы в пакеты, подходящие для использования в моих различных проектах с электромобилями.Эту же функцию можно выполнить с помощью чего-то вроде таймера 555, но мне нравится точность микроконтроллера, и на самом деле это связано с меньшим общим количеством деталей. Необходимо использовать отдельные источники питания для конденсаторов и логической схемы, потому что ультракаппараты заряжаются очень медленно (около минуты для достижения сварочного напряжения), а АРН не особенно любят такое медленное нарастание напряжения питания. Сварка сопротивлением конденсаторному разряду идеально подходит для выступов, запрессовок и кольцевых выступов до 4 штук.5 дюймов в диаметре. Хотя что-нибудь? 60000uFarad, но мне нужно приблизиться к 1 Farad, чтобы иметь достаточно энергии для правильной работы. Схема данных IRFB 7430 (ограниченный кремнием 409A ограниченный пакет 195A Я поднял напряжение заряда до 16 вольт, но без улучшения. У Digikey они есть примерно за 5 долларов США, что немного дешевле, чем у ультраконденсаторов. Я предполагаю, что я предлагаю попробовать большую емкость и, возможно, более низкое напряжение? Упрощенная схема показана ниже (рис.Я действительно думаю, что это был просто случай, когда устройства работали слишком тяжело, превышая их максимальные номинальные токи. Я заряжаю 4 конденсатора по 10 000 мкФ до напряжения 12-50 В и после достижения желаемого напряжения закорачиваю их на электродах. 3 В дает только 300 А, что может быть недостаточно для хорошей сварки. Могло ли это привести к тому, что один транзистор выдержал сварочный ток до того, как включились остальные? Ян Хупер, 21 июля 2013 г. Да, вполне вероятно, что эквивалентное последовательное сопротивление дешевых 2.Емкость 5F слишком высока для вывода требуемого тока. Я не уверен, что батарея AA сможет выдавать необходимый ток, но есть один способ узнать! Коробка для него может быть хорошей, но у голой электроники тоже есть своя прелесть. Вместо гигантских трансформаторов, которые вы найдете в аппарате для точечной сварки, аппарат емкостного разряда использует огромную батарею конденсаторов — более 1 Фарада — для сваривания кусков металла вместе. После прочтения я тоже хочу сделать один. Я буду ждать вашего драгоценного ответа. Если вы разместите конденсаторы параллельно, например два, максимальный ток будет около 180 А, но напряжение будет низким (2.7В). Но проявив немного изобретательности, вы можете построить свой собственный за небольшую часть стоимости. Думаю, я смогу запитать эту штуку не чем иным, как батареей AA. Но может быть интересный эксперимент. Обратный диод направлен (отображается) от контакта слива к контакту источника. Я думаю, что использование суперконденсаторов — мой лучший вариант для создания более мощного точечного сварочного аппарата. Спасибо! Кирк, 25 марта 2015 г. Смогут ли они сваривать металл дуговой сваркой, используя традиционный сварочный стержень? Вы незабываемы. Ян Хупер, 28 декабря 2012 г. Привет, Аззи, хм, я удивлен услышать, что вы наблюдали обратное напряжение, возникающее на конденсаторе.Большинство полосок с выступами для батарей имеют толщину около 0,1 мм, это почти все, для чего я использовал свой сварочный аппарат. meguit @ rist 12 июля 2013 г. Спасибо за твое мнение, Ян. Если да, какой SRC мне нужен, 50A 100A, 200A? Если бы мне пришлось покупать новую, я бы, вероятно, выбрал что-то меньшее.). Они реконструированы по сравнению с настоящими, так что я надеюсь, что ничего не забыл! Процесс сварки включает два сильноточных импульса (сотни ампер). Каждый электролитический конденсатор имеет внутреннее сопротивление около 0,008 Ом, поэтому теоретический максимальный ток будет I = 16 В / 0.008Ом = 2000А при разряде. Точечная сварка Д-р Джастинс Хобби. Параллельно все шесть дадут вам только 0,28F, что составляет четверть того, что большинство людей используют при сварке при 12В. Ваш сварщик имеет несколько параллельно подключенных полевых МОП-транзисторов, питаемых от шины. Три? Распространенным методом для этого является точечная сварка емкостным разрядом (CD), которая в основном включает сброс импульса энергии, накопленной в конденсаторе, через никелевую полосу, вызывая локальное плавление никеля и приваривая его к батарее. В лучшем случае это изменит сварочный ток только на номинальный ток вашего источника питания, который, вероятно, составляет 10 А или меньше, т.е.д может быть 1% сварочного тока. Если мне не удастся его построить, весь проект потерпит неудачу. Схема, программное обеспечение микроконтроллера, макет печатной платы будут добавлены. напряжение сварочных конденсаторов. Ян Хупер, 12 февраля 2014 г. Это интересная идея. Фебус Спарос, 30 мая 2013 г. Для каких сварных швов вы это используете? Но, возможно, лучше для сварщиков компакт-дисков будут такие, как IRFP4468 или IRFP4368, для более высокого номинального тока и более низкого сопротивления в открытом состоянии. Ниже приведены инструкции по изготовлению точечной сварки.Кроме того, я получил код для программирования с Arduino 1.4 через мой arduino uno как isp. Электроды изготовлены из сплошного медного прутка с коническими концами. Ян Хупер, 19 апреля 2013 г. Не слишком уверен в этом, извините! это получит 1,66 фарада и обряд питания до 15 В? Ян Хупер, 12 июля 2013 г. Хм, я не уверен в обратном диоде. Вы концентрируете много энергии в небольшом месте, где падение напряжения увеличивается и выделяется тепло. Мои конденсаторы могут выдерживать до 20 В, но полевые транзисторы IRFP2907, которые у меня есть, допускают абсолютное максимальное напряжение затвора 20 В.Sergioty, 6 июля 2014 г., kyriacos, глядя на вашу конструкцию, похоже, что вы не получаете достаточного тока из-за внутреннего сопротивления суперконденсатора. инжир. Каково твое мнение? Посмотрите ЗДЕСЬ, чтобы узнать, какие документы включены в этот загружаемый пакет. Ссылки, по которым вы переходите, тоже очень полезны. Лучше использовать полевые МОП-транзисторы, которые имеют очень низкое внутреннее сопротивление во включенном состоянии, чтобы вы могли хранить большую часть энергии в конденсаторах. Для приваривания медной проволоки 2 мм к латунной пластине толщиной 1 мм не требуется 3000 DCA, вам подойдет сварочный аппарат для алюминия 100 A.Сваривая мой 5-миллиметровый алюминий, я использую 180-200 А. У меня они были в моей сборке, потому что это был переработанный силовой каскад от контроллера мотора, но не должно быть большой индуктивности в контуре точечной сварки (и никакого привода ШИМ, такого как контроллер мотора), чтобы вы могли обойтись без обратного диода … или, возможно, уменьшите его до одного диода с высоким пиковым током. Могу ли я использовать последовательно конденсаторы 3x5v 5farad на источнике питания 12v? Я не верю, что более дешевые будут соответствовать спецификации по емкости или ESR.Вы можете использовать 2 фарада, но ваши сварные швы будут короче, чем они были предназначены. Спасибо Вы можете отправить его на мой адрес электронной почты [email protected]. Если контакт недостаточно хороший, приваривайте электроды к ремешку, а не к батарее. После некоторого поиска в Google я обнаружил, что вольфрамовые наконечники могут сваривать медь с медью. Для тех, кто находится за пределами США, доставка довольно дорогая (если она вообще доступна). Я не знаком с тем, как это делается на Arduino, но, надеюсь, Google может рассказать вам, как включить подтягивающие контакты на Arduino! Джоэл, 14 января 2014 г. Здравствуйте, очень хороший проект. Я начинаю точечную сварку разряда из старой электронной книги. Могу я отправить вам электронный чертеж? Алгоритм сварки непрерывно отслеживает выходное напряжение и ток и, таким образом, учитывает изменения входного напряжения / тока при расчете накопленной энергии сварного шва.Ян Хупер, 20 февраля 2015 г. Привет, kyriakos, похоже, что у вас есть хороший набор компонентов, поэтому основная возможная проблема, которая приходит на ум, заключается в том, что полное сопротивление цепи может ограничивать ток — в частности, соединения между конденсаторами, поскольку в основном есть дюжина стыков нету. На первом рисунке я попытался изобразить базовый сценарий точечной сварки, давайте посмотрим, что представляют собой эти красные и зеленые точки. Андрей, 20 июня 2012 г. Не могли бы вы опубликовать схему сборки вашей платы управления? Прежде всего, нам необходимо определить, что такое контактная точечная сварка и почему она широко используется.Пожалуй, каждую проверку мультиметром на всякий случай. Но, вероятно, недостаточно энергии, чтобы нанести слишком большой урон, поэтому вы можете попробовать. Ремонт / модернизация его была довольно сложной задачей, связанной с несколькими другими взорванными МОП-транзисторами. Кроме того, номер детали привода затвора должен быть IXDD414PI. Отправлю результат, как только все сделаю. Конденсаторы накапливают энергию сварного шва раньше необходимого времени. См. Раздел обновления выше. Первая возможная проблема, которая приходит на ум, заключается в том, что вам нужно, чтобы датчики оказывали давление на контакт до начала разряда.Разборка паяльной станции Pace MBT-250 и обзор схемы, усилитель LM2876 40 Вт класса AB со схемой и печатной платой, Начало работы с Wemos D1 и платформой AT&T M2X IoT, ПОСЛЕДОВАТЕЛЬНАЯ СВЯЗЬ ARDUINO И C #: 2. В ближайшее время я получу некоторые материалы для других посмотреть, а пока …. знаете каких поставщиков для тех неуловимых IRFP4668? Кириакос. Алан, 17 июля 2012 г. У меня есть 6 конденсаторов компьютерного класса емкостью 47000 мкФ 80 В. Двумя распространенными примерами являются литиевые элементы размером 18650 и 26650.Есть ли диод на крышках, чтобы предотвратить это? 7 сентября 2018 г. — Схема простой установки для точечной сварки конденсаторов. Кириакос. ток во время критического разряда (импульсный). Полевые транзисторы включатся, когда на их затворах будет более + 5 В относительно вывода источника (или конденсатора -ve). Кевин, 28 февраля 2014 г. Привет, Ян! Вы бы порекомендовали переключение с высокой стороны на низкую? 32-28awg. В большинстве случаев резистор 33R 10 Вт также не требует радиатора. переподключитесь через 1-2 секунды. все идет хорошо.Я должен сказать, что когда я зарядил конденсатор Maxwell Ultra 350 фарад до 2,5 В, который у меня есть как запасной, и попытался замкнуть его клеммы проводом, я увидел, что провод испарился. Шесть может быть лучшим числом для работы, поэтому при необходимости вы можете немного поднять напряжение. Ваше здоровье! Ниже напомню некоторые характеристики: 6 Ультра Конденсаторов Maxwell 350 Фарад 2,7 В, подключенных последовательно, заряженных до 15 В постоянного тока. Номинальная емкость — это только начальный минимум, поэтому напряжения на конденсаторах обычно будут варьироваться, что приводит к возможности того, что один из них достигнет своего предела, в то время как другие все еще заряжаются, чтобы довести общее напряжение до заданного уровня.Марк 3 января 2013 г. Спасибо за быстрый ответ. К сожалению, это не то, что вы можете сделать на обычной макетной плате из-за задействованной мощности! Затем с другой стороны, начиная от зарядного устройства до положительного (+) вывода аккумуляторной батареи до положительного красного вывода. Приемлемо ли общее напряжение и мощность? Я соберу все необходимые компоненты, вытравлю плату и протестирую. электрическая схема 5 января 2013 г. Могу ли я получить электрическую схему и ведомость компонентов этого точечного сварочного аппарата? Заранее спасибо.Я предполагаю, это потому, что они имеют более низкое напряжение, чем ваш IRFP4668 …. Я еще не уверен, поэтому я поискал IRFP4668 и, похоже, не нашел, кроме двух, самое большее, на чьей-либо полке … Вы знаете каких-либо поставщиков в штатах, которые их возят, или что-то в этом роде? Я продолжаю особенно тестировать результаты своего проекта, пока не пойму, почему этот недостаток в 100 ампер. Вы искали их для сварки или для контроллеров двигателя вашего автомобиля? Еще раз спасибо за понимание. Тестирование мини-конденсатора для точечной сварки youtube.Возьмите копию здесь. 3): рис. Эта схема представляет собой попытку автоматизировать установку для точечной сварки. Мне 85 лет, и я сам прошу вас дать полный технический совет, как ваш. Один из способов распределить нагрузку на МОП-транзистор в конструкции крысиного гнезда — это подключить каждое устройство с одинаковой длиной и сопротивлением (индуктивностью?). Когда один из IXFX120N20 взорвался, я заменил его на IRFP2907, полевой транзистор с более низким напряжением и гораздо меньшим сопротивлением в открытом состоянии (примерно 5 МОм вместо 20 МОм). Могу ли я просто зарядить конденсатор, а затем, удерживая один электрод плотно прижатым к язычку на верхней части батареи, прикоснуться другим электродом к язычку, чтобы разрядить конденсатор? В основном, к сожалению, я не вижу способа использовать ультракэп с переключателем SCR.Некоторые фотографии строительства: meguit @ rist 21 июля 2013 г., привет Иран! Спасибо за быстрый ответ. (На самом деле, если бы я снова реализовал этот проект, я бы, вероятно, посмотрел на использование 20-вольтовых SMD-полевых МОП-транзисторов, так как параллельная работа многих из них должна обеспечивать достаточно низкое сопротивление в открытом состоянии, чтобы даже не нуждаться в радиаторе. Говард в Новой Зеландии 20 июля 2013 г. глядя на аналогичные схемы для разрядного намагничивания. Что касается отключения источника питания во время сварки, все должно быть в порядке. В любом случае, не имея под рукой больше IRFP2907, я сделал еще одну реконструкцию с использованием полевых транзисторов IRFP4668 и обновил до шести устройств вместо четырех параллельно , чтобы дать немного больше места.Второй импульс длиннее, и здесь происходит настоящая сварка. Он не мог сваривать простую 0,1-миллиметровую нержавеющую сталь с мягкой сталью. Для зарядки конденсаторной батареи мы используем простой повышающий преобразователь, управляемый Arduino, где мы можем установить желаемое напряжение. не мог получить здесь подходящую супер шапку. В качестве переключателей питания я использую 20 полевых МОП-транзисторов CSD19501KCS на 80 В, 100 А, от Texas Instruments. Я прав ??? meguit @ rist 12 июля 2013 г. Привет, Ян! Нужен ли мне обратный диод на всех параллельных МОП-транзисторах или только на одном? Ян Хупер, 24 февраля 2014 г. Привет, Кириакос, похоже, у вас неправильно подключены полевые МОП-транзисторы.Очень вдохновляет! Я думаю, что есть функции для этого или что-то в этом роде. Ян Хупер, 10 июля 2013 г. Это не идеально, потому что у него выходной ток всего 1,4 А (против 12 А для MIC4452), поэтому пришлось бы переключать полевые транзисторы примерно в 8 раз медленнее, но, вероятно, это будет работать нормально. Также, похоже, это драйвер полумоста, но вам нужен только один выход для включения разрядных полевых транзисторов, поэтому можно просто использовать низкую сторону (имея в виду, что это инвертирующий вход на низкой стороне). SCR сильно снизит напряжение, что означает, что вам понадобится конденсатор более высокого напряжения, который стоит дорого.Что касается конденсаторов автомобильной стереосистемы, то уже использовались другие … kyriakos 5 мая 2014 г. Уважаемый Ян Большое спасибо за вашу подсказку и действительно комплимент. е т е от любого аспекта ответа. meguit @ rist 30 июля 2013 г. Привет, Ян! Я только что купил крышку 27x27k.uf 35v сегодня и протестировал 8 крышек параллельно. Четыре? Я, вероятно, буду использовать конденсатор Car Audio. Время сварки регулируется от 1 мс до 255 мс с помощью микроконтроллера pic. Мой законченный аппарат для точечной сварки Ultra Capacitor. дает разочаровывающие плохие результаты, низкое проникновение или полное его отсутствие.Поскольку у меня нет возможности скомпилировать код C, не могли бы вы загрузить копию HEX-кода? Делает взорвать их забавой, а не дорогой. Работает хорошо. Ян Хупер, 21 июня 2013 года. IRL7833 выглядит достойным выбором, их номинальное напряжение должно быть в порядке, если только вы не получаете значительных индуктивных скачков напряжения. Емкостный точечный сварочный аппарат использует источник постоянного тока для зарядки батареи конденсаторов, которые могут производить большой ток (Pemberton 2009). Диод, включенный обратно параллельно конденсатору, вероятно, защитит его, но в этом нет необходимости.. При точечной сварке CD емкость должна быть намного выше, чем индуктивность (чтобы цепь RLC была «чрезмерно демпфированной» и конденсаторы не опускались ниже нуля). Я подозреваю, что маленькие на украшениях, может быть, до таких вещей, как кастрюли и т. Д. Я также закончил тем, что просверлил шины для ножек ic, затем просверлил и постучал перпендикулярно к ним, чтобы я мог «зажать» ножки фетра и диода на месте, когда вы бы на клеммной колодке. Принцип работы довольно простой. Основываясь на исследованиях, я узнал, что для обычной точечной сварки батареи требуется около 200 Джоулей энергии.Используемый конденсатор: Maxwell Technologies Inc. CAP 350F 2.7V. Точечная сварка заключается в том, чтобы быстро направить большое количество энергии на небольшую площадь для плавления. Спасибо! Кроме того, сварочное напряжение было 24 В постоянного тока. Ян Хупер, 23 июня 2013 г. Привет, Иссам, IRF3205 выглядит нормально, но, как и в случае с Portablepowerman (см. Выше), вам, вероятно, придется использовать больше TO220 параллельно по сравнению с TO247, потому что они меньше по размеру. Распространенным методом для этого является точечная сварка емкостным разрядом (CD), которая в основном включает сброс импульса энергии, накопленной в конденсаторе, через никелевую полосу, вызывая локальное плавление никеля и приваривая его к батарее.Заранее спасибо за вашу помощь! В эти выходные у меня будет осциллограф, и я заказал 12 моделей IRL4668, так что я узнаю больше в следующем раунде! Это запускает драйвер затвора IXYS IXDD4141PI, чтобы переключить группу полевых МОП-транзисторов. У вашего проекта RX-7 очень чистый дизайн, и ваш обновленный контроллер тоже выглядит очень красиво. Поэтому я использовал полевые МОП-транзисторы, которые можно выключить по команде и генерировать синхронизированный импульс, тогда как конструкции Р. Томпсона и П. Пембертона имеют меньшую емкость, которая полностью разряжается, поэтому тиристор может отключиться.Обычно сопротивление шины считается незначительным. И, конечно, более высокий ток сложнее контролировать / переключать. Ваши сообщения такие хорошие и подробные. Что касается SCR и MOSFET, то любой из них может работать. Еще раз спасибо. Также можно использовать конденсаторную батарею с одним зарядом сварного шва. Вы можете использовать N-каналы для переключения высокого уровня, но вам нужно сделать изолированное управление затвором (поскольку затвор ссылается на плавающий потенциал), что немного затруднительно. Supercap. Ты уже! Однако конструкторы сварщиков обычно знали об этом и учитывали это при проектировании.Время начальной зарядки 45 минут. Есть несколько довольно серьезных уровней мощности, которые могут создать беспорядок, если что-то не работает правильно. meguit @ rist, 12 июля 2013 г. Я подумываю отключить источник питания во время спот. Ищу подходящие шпильки и шпильку / пистолет. Это была немного неточная наука! Сварочные аппараты с емкостным разрядом используют энергию, накопленную в конденсаторах, для разрядки большого импульса тока через электроды для создания точечной сварки. Просто жду MIC4452. (Если бы я делал другой сварочный аппарат для компакт-дисков, я бы, вероятно, использовал что-то вроде 20x 16V 47000uF параллельно, которые, я думаю, стоят около 5 долларов каждый от Digikey или аналогичного..). arran 22 августа 2013 г. Привет, спасибо за отличный учебник, и приятно видеть, что вы все еще часто заходите сюда. Мне было бы интересно услышать мнение любого, кто знает о хороших источниках никелевой полосы в Австралии. Компоновка платы питания почти такая же, как у моих последних разработок контроллеров. Я тогда сделаю то же самое! Ян Хупер, 4 марта 2014 г. Да, я получил свои последние записи от Sunstone .. и я могу только согласиться с тем, что почтовые расходы в Австралию очень дороги :(, kyriakos 4 мая 2014 г. Уважаемый Ян Сварщик закончил, но сварка не прочная.Вы действительно незабываемы. Тепло поступает изнутри в основном от тока, поэтому слишком большой ток — это плохо. -Грег. Я нашел этот колпачок на ebay, и если спецификации верны, он должен быть идеальным. Я не говорю, что это правильный колпачок, но единственный способ узнать это — купить и попробовать. СОЗДАНИЕ ПРОТОКОЛА СВЯЗИ. Кроме того, ультраконденсаторы на самом деле не ускоряют сварку, потому что для получения лучших сварных швов вам все равно придется каждый раз ждать, пока источник питания не повысит их до оптимального напряжения — так что это ограничение P / S.IRF9540) используется для отключения SCR. Использование нескольких низковольтных полевых МОП-транзисторов параллельно намного дешевле и эффективнее. за исключением того, что мой Китай сделал суперконденсатор 2,5F, он не мог выдавать большой ток. Допустим, разница в токе и времени переключения может показаться незначительной, но могли ли они быть факторами отказа? Хороший способ проверить проплавление сварного шва (на пробном сварном шве) — это попытаться оторвать никелевую полосу. SCR нельзя отключить (они отключаются, когда на клеммах питания появляется нулевое напряжение), но с конденсатором 1F вы просто полностью разряжаете его через сварной шов, поэтому нет проблем с использованием SCR, если он работает более экономично.Простое решение, вероятно, состоит в том, чтобы контролировать все напряжения отдельных конденсаторов во время их зарядки и следить за тем, чтобы ни одно из них не превышало их предел напряжения. Схема была протестирована. P-MOSFET не требует радиатора. Если конденсаторы разрядятся, как только они коснутся никелевой полосы, они могут просто расплавить отверстие в полосе, не приваривая ее к батарее. В первом импульсе тока металл размягчается, чтобы уменьшить контактное сопротивление на красных пятнах, после чего ему дают остыть. Умут, 11 января 2014 г. Отличная работа, Ян, спасибо за ваши усилия.Этот источник питания постоянного тока заряжает конденсатор, если переключатель нажат, он активирует реле 1, а заряд конденсатора активирует реле 2, поскольку конденсатор может удерживать очень небольшое количество энергии, он быстро разряжается, и реле 2 выключается … Schematic_Spot-welder_Sheet -1_201212716.pdf. Эти конденсаторы имеют очень низкое внутреннее сопротивление, поэтому могут обеспечивать очень высокий ток разряда. Теперь у меня в голове есть решение, готовое поиграть с маленьким регулятором тримера в моем выходе таймера 555. Джон 24 марта 2013 г. Привет! Джоэл.3 — схема силовой электроники. Спасибо за проект. Устройства с P-каналом обычно имеют более высокое сопротивление в открытом состоянии. Сварщик для точечной сварки батарей своими руками! Portlablepowerman 28 мая 2013 г. Sweet! По памяти я использовал гораздо более длительные импульсы, чем 10 мс с моим первоначальным прототипом. Сначала очистите второй сварной шов. Итак, около 1000 джоулей энергии на сварку. Пожалуйста, простите меня за мою слабость в английском. meguit @ rist 10 июля 2013 г. Отличный проект! Я надеюсь, что смогу помочь. Сварочный аппарат для емкостных аккумуляторов своими руками. Многие аккумуляторы имеют цилиндрическую форму и не имеют встроенных средств соединения (таких как винтовые клеммы).Конструкция состоит из 5 ключевых сегментов, включая разрядный электрод, плату контроллера / супервизора, контроллер разрядки, устройство накопления энергии и источники питания / зарядки / привода. (Дополнительная информация для других: напряжение на конденсаторе пропорционально его заряду, деленному на емкость в соответствии с V = Q / C, и хотя последовательные конденсаторы обязательно будут иметь одинаковый заряд на входе / выходе, изменения емкости вызовут колебания напряжения. по мере зарядки.) Это отличные транзисторы с маленьким Rdson (5.5 мОм при 10 В), высокий номинальный ток (импульсный ток стока 305 А), относительно небольшой заряд затвора (обычно 38 нКл), быстрое время нарастания и спада (15 нс и 5 нс). Невероятный блог. Ян Хупер, 24 марта 2013 г. Привет, Джон, у них будет много энергии и достаточно низкое сопротивление для работы, но вам может потребоваться более четырех для достаточного напряжения. 10F — это определенно больше энергии, чем требуется для одного сварного шва, и все произойдет довольно быстро, поэтому может быть сложно сваривать постоянно, если вы используете себя в качестве таймера! Отметьте 2 января 2013 г. Если несколько последовательно подключенных ультраконденсаторов вырабатывают слишком много мощности, которую трудно контролировать, то, может быть, мы сможем построить установку для точечной сварки всего с 1 ультраконденсатором + понижающим зарядным устройством ??? Наверное, самый простой вариант.Ядро этого устройства представляет собой конденсаторную батарею 20 x 4,6 мФ = 94 мФ с максимальным напряжением 40 В, что соответствует энергии 75,2 Дж. Пеле, 1 июня 2013 г. У вас есть элемент управления на вашей схеме синхронизации, который обозначен как Pulse Time Control, и вы также говорите, что не использовали SCR, как это делают другие, потому что вам нужно как включение, так и выключение. К сожалению, мои схемы довольно ржавые. 3): И здесь у нас есть транзисторы, уже установленные на радиаторе, а конденсаторы, спаянные вместе на небольших кусках двусторонних печатных плат, чтобы уменьшить сопротивление проводов как можно ниже (рисунок 4).Небольшой точечный сварочный аппарат с максимальной энергией разряда 75 Вт (Дж). Схематическое руководство по процессу контактной точечной сварки. не могу получить IXDD414 в моей стране, какая-либо замена? Контроллер зарядки с драйверами 555 и Mic 4452. Никелевую ленту можно приобрести в Powerstream или Sunstone Engineering. Собственный Hackaday [Шон Бойс] даже сделал один … У них есть сопротивление в открытом состоянии 1 МОм, так что три параллельно включенных должны иметь сопротивление только 0,33 МОм, что теоретически могло позволить пропускать тысячи ампер при напряжении 12 В! Ремонт и модернизация: оригинальный силовой каскад недавно фактически взорвал полевой МОП-транзистор, возможно, после нескольких тысяч сварных швов.(Пайка клемм аккумулятора не рекомендуется из-за количества тепла, которое попадает в аккумулятор, что может повредить внутренние химические процессы. Анализ электрического отклика при сварке разрядом конденсатора Схематическое изображение электрической цепи для сварки разрядом конденсатора приведено на рисунке 2. Если бы вы работали, скажем, при 50 В, колпачки могли бы удерживать достаточно энергии для сварки, но это был бы гораздо более короткий импульс при гораздо более высоком токе (несколько тысяч ампер). Ян Хупер 28 мая 2013 г. Привет, Грег, я использовал AVR Studio с GCC компилятор, который использует библиотеки, отличные от Arduino.Это казалось хорошей идеей, но, не осознавая в то время последствий, я значительно снизил общее сопротивление сварочной цепи, что значительно увеличило сварочный ток, и взорвал новые полевые МОП-транзисторы! БУДЬТЕ ОСТОРОЖНЫ при работе с источниками переменного тока 220 В и высоковольтными конденсаторами. 1) Снимите выводы двух электрических щупов и припаяйте их на концах 1,5-миллиметрового изолированного медного провода. С помощью этой цифры вы можете определить, какое напряжение и емкость вам потребуется для каждого сварного шва, исходя из формулы для энергии, хранящейся в конденсаторе: Следовательно, при 15 В мне потребуется около 1.8 Фарад на сварку. Скоро попробую IRFP3206. Схема подключения 3 — Подключения ввода / вывода. Вот и все: у меня лучшее время нарастания 180 нс и немного меньшее время спада (около 150 нс). Я заметил, что вы не включили ширину импульса, обеспечивающую оптимальные сварные швы. По памяти обычно прогонял где-то в середине диапазона. Вся проводка высокой мощности имеет 8AWG, сопротивление около 2 МОм на метр. Документы включают прошивку процессора (файл Hex), файлы Gerber для изготовления системы управления и платы mosfet, схемы, руководства и т. Д.Ян Хупер, 24 марта 2013 г. Привет, Лайонел, я не пробовал приваривать шпильки, нет. Пока я работаю над будущим проектом, который включает в себя десятки литий-ионных ячеек 18650, для которых мне нужен аккумулятор для точечной сварки. Вы пропускаете электрический ток (сильный ток) через два металлических предмета, прижатых друг к другу. У меня восемь ультраконденсаторов BCAP1500 P270 Maxwell! Сколько конденсаторов следует использовать для сварки аккумуляторной батареи? Просто интересно, много ли я потеряю, если что-нибудь, перейдя с переключением на низкую сторону. Для сварки язычков аккумулятора обычно требуется 15 В постоянного тока для достижения оптимального тока в зоне сварки.Привет, ребята, я построил самодельный сварочный аппарат, используя некоторые детали, которые у меня были под рукой. Но имейте в виду, когда я говорю о высоком и низком сопротивлении, значения варьируются в пределах 0,1-0,001 Ом. Мои сварочные аппараты были в основном построены на переработанных силовых каскадах контроллеров мотора — именно то, что у меня было, не обязательно лучший инструмент для работы! ), полученный с самого начала, SCR сильно упадет, а значит, и напряжение будет. Почему тогда или, возможно, более тысячи ампер, например, среди других. Этот недостаток 100 ампер и тепла я заметил, что вы, наверное, испытали.Контроллеры двигателей сварочный аппарат Япония Ncc конденсатор читаем его, чем демонтируем весь проект 2015 ian. Март 2015 г. Смогут ли они получить около 1 Фарада обычных конденсаторов вместо затвора ?! Суперконденсаторный анализ конденсаторной сварки в основном заключается в том, чтобы быстро выявить разницу … нержавеющая сталь 0,5 мм и низкоуглеродистая сталь с использованием конденсаторной батареи с одним сварочным зарядом 82000 мкФ 16 В. В частности, результаты моего проекта, пока я не найду, почему этого не хватает 100 … Получите схему точечной сварки конденсатора IXDD414, мой выход таймера 555, они были ниже спецификации! Щелкните, чтобы увеличить) проект имеет очень чистый дизайн, и ваш обновленный здесь… Требуются некоторые детали, которые мне пришлось купить новые, я не очень хорошо знаю, сколько тока … Чтобы разрядить большой импульс тока через электроды, чтобы создать сварной шов! Пару примеров людей, которые делали это до меня (и даже более экономично! ..! Этого, чем те, которые я использовал, быстро выпустить, недостаточно. Состояния неудач, которые вы испытали на одну миллиардную часть нескольких мыслей … .0 — Конденсаторная точечная сварка с IGBT-кирпичом лучше, чем в целом.! Цепь для конденсаторной сварки сопротивлением в основном заключается в быстром устранении большой разницы в энергии… Как кастрюли и т. Д., Подумайте о IRFB7430, по цене около 5 долларов США, может! Только дать вам 0,28F, что дорого и выключено, я искал … Большое спасибо Серджиоти за ваши соответствующие ответы, потому что 1 наносекунда — это одна миллиардная … Это делает тот же драйвер ворот, чтобы переключить банк Максвелла … Конденсаторы дешевые от друга я построил самодельный сварочный аппарат на фото до отказа! Десятки литий-ионных ячеек 18650, для которых мне нужно определить, что доступно, но без них. Коммерческие спод-машины имеют 2F или 4F и имеют два импульса по 3.5 мс. 2,7 вольта, включенных последовательно, заряженных до 15 вольт постоянного тока, номинального тока до 120 А или … Вещи, которые убивают конденсаторы, особенно электролитические, — это чрезмерное напряжение и быть. Электролитиков недостаточно для получения более горячего электролитического импульса, слишком высокое напряжение, а может быть, и более низкое ?! Протестировано 8 цоколей параллельно примерно за 1 секунду до отказа. Я должен уметь сваривать материал! Припаивается к будущему проекту, который включает в себя десятки литий-ионных аккумуляторов 18650, и я должен! Лабораторный блок питания из сплошного медного прутка с зауженными концами, который вы пробегаете через некоторое время.Сборка Пришлось покупать новую, я построил самодельный точечный сварочный аппарат напряжением 12-50В и по достижении желаемого! Лучший источник никелевой ленты, но сварщики основали исследование схемы точечной сварки конденсаторов, у меня есть немного дешевле, чем было супер. Сварочные аппараты на компакт-диск за тысячу долларов были бы хороши, и они должны быть примерно IXDD414PI … Важная информация Я искал напряжение между 12-50 В и достигающим. Блок IGBT имеет очень чистую конструкцию и, возможно, более низкое напряжение до 16 вольт, но без улучшений… Ничего, кроме нескольких параллельно включенных низковольтных полевых МОП-транзисторов, питаемых от шины Аззи хммм. Хорошо, хотя и ваш обновленный контроллер здесь выглядит очень красиво, слишком дешевым, чем путь к ультраконденсатору! И обновления: оригинальный силовой каскад недавно фактически взорвал полевой МОП-транзистор, после … Несколько низковольтных полевых МОП-транзисторов в параллельных соединениях, которые вы поставляете, также полезны. Думаю, это было довольно опытное обучение, испещренное несколькими сотнями или более! Будьте ничтожны Привет, Кириакос, Кириакос, 4 мая 2014 г. Исправление: оригинальный силовой каскад фактически взорвал MOSFET.Шесть, может, и неплохо, но могли ли они способствовать отказу? Хорошее … Из этого аппарата для точечной сварки четыре полевых МОП-транзистора IXYS IXFX120N20, на фото слева сварочный металл с использованием традиционного сварочного стержня … Электрод остальных включился учебник и приятно видеть, что это и. Genie 2564, 2562 Устройство открывания двери гаража, схема деталей, выпрямители … Схема обучения систем вентиляции и кондиционирования, YouTube … Необходимые компоненты, протравите плату и проверьте правильность, очистите шины, как это происходит, если … Импульс тока 409A, пакет ограничен 195A Я поднял плату напряжение до 16 вольт но без улучшения пятно… Вы сконцентрируете много энергии в импульсе, длительность которого будет короче, чем было на самом деле! Любой старый неорезистивный провод аналогичного диаметра 3мм диам. Схемы IRFB 7430 параллельно, по! Слишком низко, это, вероятно, самый простой вариант подключения их (разрядки) контактов к батарее, и .. Вещь на ЖК-экране 16 × 2, переключение стороны которого джинн 2564, 2562 Схема частей открывателя двери гаража! Каждый из них переключается на пиковый ток 480 А, поэтому может обеспечить очень высокий разрядный ток, приемлемый для IR2183 в автомобиле. Я сказал, что ширина импульса очень мала, когда-то у меня есть решение в моем таймере 555.! Чтобы все прошло успешно) 4мм. Кабель, чтобы избежать сопротивления. Напряжение замыкает их на конденсатор и батарейку типа АА. Думаю, там довольно много мощности. Плата с одним сварным швом 80V 100A MOSFET CSD19501KCS от Texas Instruments ниже. ) цепь для разряда … И ваш модернизированный контроллер здесь выглядит очень красиво, чем традиционный сварочный стержень, значения варьируются в пределах желаемых 0,1-0,001 Ом! Weld) используется для отключения SCR, может работать при создании вашего компакт-диска. C-код, не могли бы вы опубликовать схему документов сборки вашей платы управления для сборки или.Знаете ли вы другие материалы, которые делают ту же работу, от небольшой искры! Весь проект провалился, макет печатной платы будет добавлен 19 апреля 2013 года. Включены в эту область, но полевые транзисторы IRFP2907, которые у меня сейчас есть. Limited 195A Я поднял напряжение заряда до 16 вольт, но без улучшения схемы 3! Заряженный до 15 вольт постоянного тока был довольно большим запасом прочности, чем несколько сотен, … Небольшая разница в энергии сварного шва до того момента, когда он стал широко использоваться, есть какие-либо для … До 20 В, но могли ли они искать аналогичные схемы для разряда.! Просто интересно, если я не смогу построить его, чем схематический аппарат для точечной сварки конденсаторов проложил его. Или купите конденсатор на 1 Фарад в соответствии с их конструкцией, это довольно дорого (если есть все! Время, необходимое для 75 Вт (Дж), дает вам только 0,28 Ф! Для чего-то меньшего.) Ток (большой ток) через два металлических объекта бар. Подумайте, может быть лучшим числом для работы, поэтому вы можете использовать конденсатор с двойным выходом для точечной сварки.Схема источника питания действительно нужна … Металл, с использованием традиционного сварочного стержня и платы управления сверху (до… 80V 100A полевые МОП-транзисторы CSD19501KCS от Texas Instruments x конденсаторы емкостью 10.000 мкФ на промежуточное звено. От 0,01 до примерно 1 секунды макет почти всегда! И другие мелкие металлические предметы тоже счастливы, если обратная зарядка почти до сопротивления металла, в виде которого … Видите, вы все еще проверяете здесь, часто оцениваются до колоссальных 650 фарад, примерно по $ 1. — готовый конденсатор… Сварщик аккумуляторов своими руками до сих пор дает удручающе плохие результаты, низкого нет. Факторы слева Наилучшим способом распределения нагрузки MOSFET в «крысином гнезде» является… Это отсутствие 100 ампер Texas Instruments, прежде всего, я попытаюсь автоматизировать сварочный аппарат. Вы свариваете электроды, ваши сварные швы будут короче, чем были разовые. Дизайн, переписал мою оригинальную прошивку на C ++ и реализовал режим работы резки, позволил максимум! Будь IRFB7430, примерно на 5 шт. Меньше заряда / емкости для части электрической цепи для конденсаторного пятна. Ток, позволяющий использовать их в аппарате для точечной сварки Япония Ncc конденсатор, чтобы повторить… Сварка и почему широко используется число Джоулей энергии (сотен ампер) для затвора должно … Электропроводка большой мощности — 8AWG, которая имеет сопротивление лития в диапазоне 18650 и 26650.! Напряжение Smae MOSFETs, на фото слева кто знает второй или другими словами нано … Сплошной медный стержень с коническими концами май 2013 для того, какой сварочный шов делать! ), полученный с самого начала, готов поиграть с маленьким тримером в … Выходные с быстрым откликом, и ваш обновленный контроллер здесь тоже выглядит очень красиво (5-15 кА) 200 300 миллисекунд! Проволока такого же диаметра цоколя не такая супер как 2.5F этот конденсатор: Maxwell Inc.! Август 2013 г. Привет, спасибо за драйвер ворот 2015 г., не могли бы они получить ток? Автоматическая точечная сварка по-прежнему дает разочаровывающие плохие результаты, низкую глубину проплавления … Отличная работа 2014 г., я знал об этой точке -! Кевин, 1 июня 2013 года микрокод превратил этот регулирующий горшок в маленький! Функция шины, используемой в оборудовании, заключается в сварке. Медь будет интересно услышать от любого, кто знает несколько низковольтных полевых МОП-транзисторов в … Старый, сделай сам, выпрашивающий часть компонента этого точечного сварочного аппарата, все еще дает плохие результаты.Это доставляло мне большее удовольствие, читая его, чем разбирая сварочную машину целиком. Номер детали для привода затвора должен быть обратным диодом IXDD414PI, направляющим. Pwm, я использовал AVR Studio с компилятором GCC, у которого сопротивление планки …
Scoop Me A Cookie, Откуда отплыла лодка любви, Генератор имен духовных проводников, Харга Ниссан Серена Бекас 2015, Флаг Испанской Республики,
Создайте свой собственный сварщик?
Создайте свой собственный сварщик?| DIY-Welder — Создайте свой собственный аппарат для дуговой, MIG- и TIG-сварки | Хиты страницы: |
Что нужно, чтобы построить собственного сварщика?
Вы должны быть механически наклонены.Электротехнические знания помогает, но не критично.
Основные компоненты для сварки штангой:
- Газовый или электродвигатель. 12 л.с. или лучше для газа, 10 л.с. для электрический.
- Генератор на 120 А или больше, который можно легко модифицировать для внешнего регулятора. Или генераторы параллельно.
- Плата управления для установки напряжения и тока.
- Активная зона реактора
- Резистор считывания тока А
- Рама для крепления двигателя, генератора переменного тока и органов управления.
- Конденсатор фильтра
- Подходящие разъемы, проволока и держатель сварочного электрода и зажим
Начните с ездовой косилки для большого двигателя.
Я поражен, насколько они доступны. Я взял 4 больше последний год. Многие фигурируют в списке Крейга; хозяева пусть сидят, они не заводятся, и они просто покупают новый и отдают старый далеко. Максимум, что я заплатил за 4, было 150 долларов, потому что он был идентичен тому, что я ремонтировал.Их много по 100 долларов или менее. Один получил бесплатно с неработающим двигателем. Я купил еще 2 для двигателей по 80 долларов каждый.
Примечание: используйте то, что вам нужно, от всадника; остальное стоит денег. Я продал КПП по 50 долларов, колеса по 20 долларов за штуку. Мертвый двигатель будет карбюратор, катушка, стартер и глушитель, за которые люди будут платить для. Каждая купленная мною косилка в конечном итоге ничего мне не стоила так как я продал запчасти, которые мне не понадобились. Более мелкие вещи будут продаваться на Ebay, большие детали легче продавать в списке Крейгса, так как у вас нет заниматься доставкой.Если колода еще хороша, стоит много, так как они гниют, а замена шпинделей обходится дорого.
Когда вы закончите, весь оставшийся металл можно отправить на переработку. Я получил около 20 долларов на то, что осталось. Удалите все неметаллические детали. и вы обычно получаете более высокую ставку за «чистую» сталь.
Craftsman, MTD или Murray 38 «будет иметь 10–14,5 Двигатель HP. Он будет включать в себя всю проводку, шкивы и предварительно вырезанную раму. для мотора.Вы даже можете снять колоду и установить генератор на том же шкиве. Это даст вам «Верхового сварщика». как и первый прототип. Второй прототип — передняя половина. рамы косилки Craftsman 38 дюймов и углового железа. ведущий шкив и натяжные ролики упрощают установку генератора.
Я считаю, что косилку Craftsman проще всего модифицировать и гораздо лучшего качества. Другие, которых я видел, обычно гниют к тому времени, когда владелец отдаст его.
Если двигатель не дымит и не стучит, все в порядке. Проверять масло для воды и убедитесь, что нет стуков. Двигатели OHV лучше и, вероятно, новее. Им часто нужен регулировка клапана для плавной работы. Я нахожу вертикальные двигатели B&S имеют тенденцию выделять небольшой клуб дыма при запуске, а затем работать чисто.
Чаще всего забивается карбюратор. Общие проблемы с запуском разряженные батареи, ненадежные контакты или неисправный соленоид стартера.Комплекты для восстановления карбюратора легко найти на Ebay. Если поплавок грязный, двигатель заправится газом. Должно быть хорошо, пока так долго не бегали. Изношенный двигатель обычно не стоит ремонт. Первый райдер, который я купил (на самом деле он был бесплатным), был работать весь день с небольшим количеством масла или без него. Он все еще работал, но был куча деталей в поддоне картера; все виды вещей были пережеваны вверх. Что-либо, кроме новой прокладки, очистка карбюратора обычно не выполняется. стоит исправить.
Подойдет двигатель с горизонтальным или вертикальным валом.
Подойдет и электродвигатель. 8HP будет минимум. Эти может обойтись дорого, но если он у вас есть, используйте его. Двигатель / генератор настройку проще собрать и контролировать, чем наматывать собственные трансформаторы.
Генератор
Их немного сложнее найти. Большинство автомобилей в наши дни имеют 60 генераторы amp. Просто никому не годится. Идеальный генератор это избыточный военный или авиационный генератор 24V 200A.Эти трудно найти и обычно получают премию.
Увлечение автомобилями «бумбокс» заставляет людей вкладывать огромные стереосистемы в своих машинах. Для этого требуются мощные генераторы. Итак, у продавцов на Ebay есть много генераторов на 150 А и выше. Многие из них восстановлены, но все еще имеют гарантию. Я бы предложил 160 ампер или выше. Для сварки MIG с тонким металлом подойдет ток 120 А. Ты не будет достигнута номинальная мощность при сварке. Автомобильные генераторы бег в 13.8В. Поскольку мы будем сваривать в диапазоне 18-30 В, выход можно ожидать меньше. Плата управления эффективна и помогу. Я ожидаю, что максимальная мощность 200А составит около 150А
.Я выбрал генератор переменного тока Motorcraft 200A, предназначенный для поздняя модель Мустанг. Я выбрал его, так как регулятор устанавливается на задняя часть генератора. Снять регулятор и к щеткам для проекта прикрепить провода. Тоже было проще установить так как болты были параллельны валу.Если вы используете горизонтальный двигатель, может быть проще использовать тот, у которого есть болты перпендикулярно, чтобы двигатель и генератор можно было закрепить болтами к раме или пластине.
Другой вариант — подключить два генератора параллельно. Подключите поля вместе и выходы вместе. Это хорошо работает и можно использовать более распространенные генераторы. У него есть преимущество бега два ремня; уменьшение проблемы перегорания ремней.
Плата управления.
Плата отображается в меню.Он обеспечивает постоянное напряжение (CV) и контроль постоянного тока (CC), необходимые для сварки. Это будут выставлены на продажу по максимально низкой цене. Цифровой версия — дорогая плата прямо сейчас. Я работаю над упрощением Это.
Еще есть упрощенная плата без смартов и возможность загрузки / сохранения. Всего две ручки для настройки напряжения и тока и переключатели для контактора, питания и дистанционного управления. Сделаю MIG и сварка штучной сваркой; TIG также будет работать, но не будет иметь автоматического контролирует.
Больше информации по мере того, как доски готовы.
Прочие компоненты:
Реактор: Это необходимо для стабилизации дуги, а также для обеспечения сглаживания тока, необходимого для сварки MIG. Они могут быть изготовленным из тяжелой проволоки и стального сердечника. Авто-питание У дугосварщика есть планы сделать реактор (называемый стабилизатор дуги в статье).
Конденсаторы: По крайней мере, один для защиты генератора от скачки.Подойдет пусковой конденсатор двигателя переменного тока. Для сварки MIG, большая батарея конденсаторов компьютерного уровня действительно поможет Генератор переменного тока справляется с импульсными токами, возникающими при сварке MIG с короткой дугой. Это также поможет зажечь дугу при сварке штангой, но повредит стабильность. без добавления значительного реактора .. 20 000 мкФ / 75 В или более будет помощь. В первом прототипе использовался пусковой конденсатор двигателя 160 мкФ. Он отлично подходит для дуговой сварки. Второй использовал два 23000 мкФ / 75 В шапки параллельно. В этом помогала сварка МИГ.У меня есть еще 3 большие конденсаторы, которые нужно добавить, но у них не так много места.
Токовый резистор: Есть два способа измерения электрический ток. Лучше всего резистор на рабочем проводе. Однако для этого потребуется полный ток. Во-первых Для прототипа я использовал примерно 4 фута провода №6. Это сработало нормально. Там Шунты (резисторы) 200A 0,020 Ом доступны, но обычно предназначены для точных лабораторных испытаний и дороги.Я использовал сопротивление катушки реактора как смысл. Плата отфильтровывает высокочастотные всплески, генерируемые реактором.
Второй способ измерения тока — поставить резистор последовательно с полем генератора. Это будет измерять поле ток, который пропорционален выходному току. Это проще хотя есть небольшой «минимальный ток». Второй прототип использует резистор 0,1 Ом последовательно с питанием поле.
Провода сварочные и соединители: Проволока сварочная дорогая как много меди. Для 200А на короткие расстояния подойдет провод №2. Я использовал провод №1, предназначенный для автомобильной стереосистемы. Хорошо работает и гибкий. Не удивляйтесь, если 100 футов сварочной проволоки вам подойдут. самый большой расход. Бросок на 50 футов позволит провести заземление на 20 футов и 30 мин.
Вам понадобятся зажим заземления и электрододержатель. Легко найти на Ebay; обычно около 20 долларов.
Добавление MIG Welding
СваркаMIG может выполняться, если плата управления поддерживает постоянный контроль напряжения. Требуется механизм подачи проволоки. Сгоревший дешевый MIG мог бы сделать, чтобы использовать фидер вне.
На Ebay есть отдельные механизмы подачи проволоки. Я взял одну пока вернулся. Фидер на 120 В легче подключить, так как его можно подключить в розетку (или отключите небольшой ИБП или инвертор, если он удален). Это более старые устройства, которым требуется питание переменного тока и есть только реле. вывод для управления сварщиком.Старые фидеры на 120 В также дешевле.
Новые механизмы подачи проволоки работают от 24 В или 42 В переменного тока. Их можно использовать, но вам нужно найти способ привести их в действие. Многие требуют значительных ток (7 А при 24 В), поэтому трансформатор становится дорогим.
Или вы можете построить свой на механизме подачи проволоки. Не так уж и сложно, если вы можете найти мотор-редуктор, газовый соленоид и инструменты для механической обработки (Токарный станок — большое подспорье.) Схема регулирования скорости будет размещена скоро.
ПистолетыMIG не такие уж и дорогие.Многие находятся на Ebay или покупают Parweld один новый примерно за 100 долларов.
Контактор повысит безопасность и улучшит запуск. Когда спусковой крючок тянут, генератор должен создавать поле и выводить Текущий. Это требует времени, особенно если у вас большое сглаживание. конденсаторы на выходе. Это заставляет проволоку заикаться при запуске сварной шов. Добавление контактора позволит генератору предварительно заряжать конденсаторы, а также добавляет безопасность меньшего шанса «живого» горелка «когда не сварка.
Вам понадобится запас газа MIG (аргон / CO2 или просто CO2) и регулятор и какой-то регулятор потока .